擺式剪板機刀架設計計算
2013-06-29 02:26:16楊欣昌楊方元翟迪健
鍛壓裝備與制造技術 2013年1期
楊欣昌,楊方元,翟迪健
(1.北京航空航天大學 機械工程與自動化學院,北京 100191;2.欣瑞連科技(深圳)有限公司,廣東 深圳 518126)
1 概述
具有高的剪切精度,運動平穩可靠、結構簡單、外形美觀的新一代剪板機——液壓擺式剪板機日益得到重視。從近幾屆機床展覽會上參展的產品來看,發展擺式剪板機的趨勢有增無減。本文第一作者曾利用暑期社會實踐的機會,到我國西部專業沖剪機床廠生產實習,期間與主導開發Q12y-12×2500、Q12y-20×2500、QC12y-6×3200、QC12y-6×2500 等四種型號液壓擺式剪板機的本文第二作者廣泛交流探討,進行數據收集、整理及驗證等。
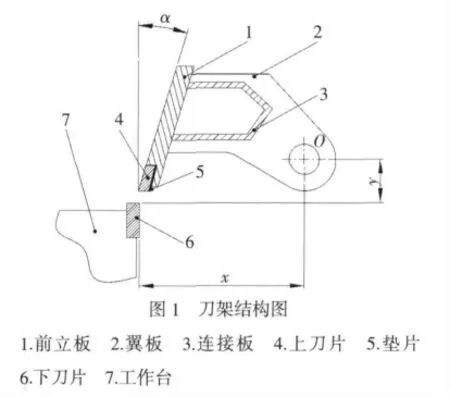
該類剪板機的主要設計、工藝難點在上刀架部分。為了實現剪切和便于加工裝配,一般做成如圖1所示的形狀。α 為前立板與垂直平面的夾角,x 為刀架回轉中心O 距下刀片的水平距離,y 為刀架回轉中心O 至下刀片的垂直距離。
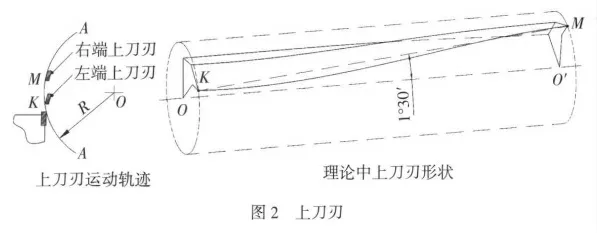
擺式剪板機的下刀刃是一條水平的直線,為使刀架在擺動中實現上刀刃自左向右對板料的均勻連續剪切,上刀刃上所有點都必須沿著以刀架回轉中心O 為圓心,以剪切半徑R 為半徑的圓弧擺動。為了實現斜剪,上刀刃自左向右必須自水平傾斜一個角度,即上刀片刃口與下刀片刃口之間有一個夾角,通常稱之為剪切角,這里取剪切角為1.5°。所以,上刀刃所有點所在為一條圓柱螺旋線,如圖2 所示。
如上分析,上刀片刃口線應為一條大導程小升角的螺旋線,如圖2 中圓柱體上的螺旋線KM 即為刀架的刃口線(即刃片頂端母線)。
這樣,理論上的刀片形狀及尺寸應該是依這條KM 螺旋線為母線,與垂直面夾角α(后傾α),長度可以覆蓋有效剪切長度(約為2550mm),有一定寬度及厚度的弧形面。
實際生產中,要加工這樣的一個弧形面(大貼刀面應為弧形面)往往比較困難,特別是刀片因受其材質、熱處理、加工工藝等限制,不可能加工成整體的弧形刀面。按照習慣的加工方法,大、小貼刀面都按平面加工,而采用分段斜墊板將弧面墊出,也就是以折線代替弧線,這樣既滿足了加工要求,又能達到設計要求。該廠開發的四種產品均采用此法,實踐證明,以這種方法既簡便又可行,既經濟又實惠。
2 刀架后傾角度計算
如圖 3 所示,以 Q12y-12×2500 液壓擺式剪板機上刀架為例計算(按理想狀態,圓弧刀面計)。已知:空程23mm,刀架長2770mm,工作刀片長2550mm,超越行程5mm,剪切角 1.5°。
∴左右刀片的垂直:
M′D′=2550×sin1.5°=66.75mm
刀架右端點M 相對于左刀片K′的垂直距離 MD=(2770-110.5)×tan1.5°=69.64mm
回轉工作半徑:

將圖3 左端局部放大,如圖4 所示,過O 作水平線與MK 弧線交于H,E 為超越行程的上死點,則EB 段為刀架從左端到右端回轉角度α 的弧長(總行程弧長)。
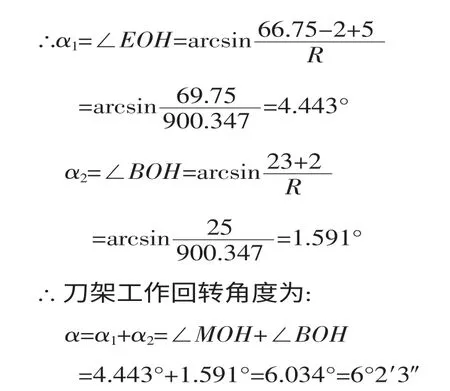
綜上所述,為了保證刀架在下死點有足夠的超越量(即E 點運行到B 點時),刀架主體板與機架前立板之間有足夠的空間,設計刀架在上死點位置時前立板的理想后傾角度為 6°30′。
3 刀架幾何尺寸的計算
3.1 回轉中心O至刀架前立板垂線與左端點K的夾角計算
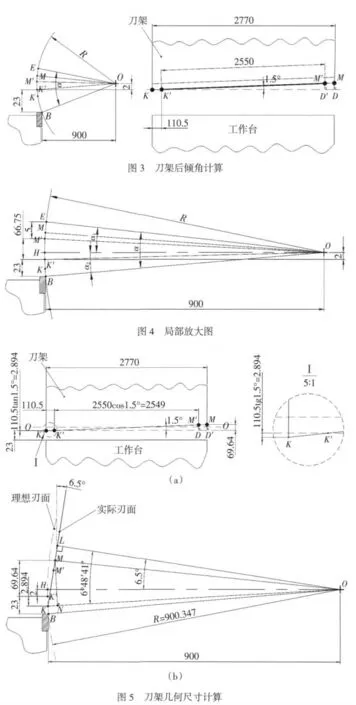
如圖5 所示刀架本體。圖5b中KM斜線即表示刀架后傾角度,按刀架后傾角度的計算,取α=6°30′,從回轉中心 O 作水平線與理想刃口線交于H;從O作KM垂直線,交KM延長線于L。
直角三角形LOK 中的∠LOK 即為后續計算左右翼板尺寸的基準角度。
3.2 按左端點K為回轉半徑R上的點,刀架后傾6.5°時,計算右端點M的回轉半徑OM
如圖5b所示,在直角三角形LOK中:
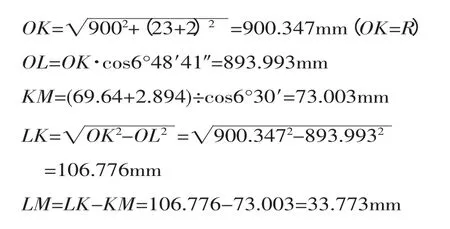
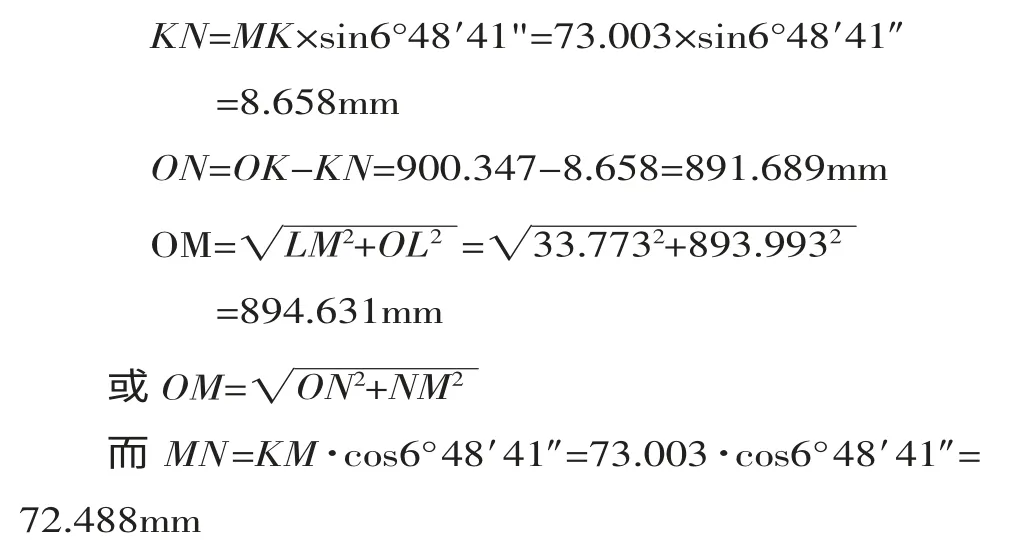
右端點M 的回轉半徑為OM。從M 點向OK 作垂直線交OK 于N 點,則:(與前面結果相差0.0005)
∴△左=OK-OM=900.347-894.631=5.716mm
上述△左=5.716mm 量即為按左端K 為基點計算時,K 點相對M 點應刨去或M 點相對K 點應墊出量。
3.3 取刀架中心位置對稱設計計算(與前述算法比較)
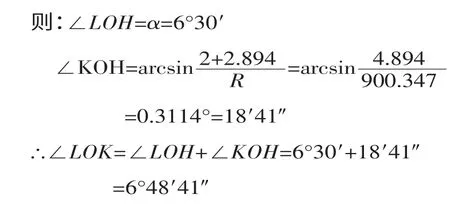
在圖6 中,K 為刀架最左端點,M 為刀架最右端點,假設OK 為水平線,則按前面刀架回轉角度計算結果:∠KOM =6°48′41″(6°30′+18′41″)。
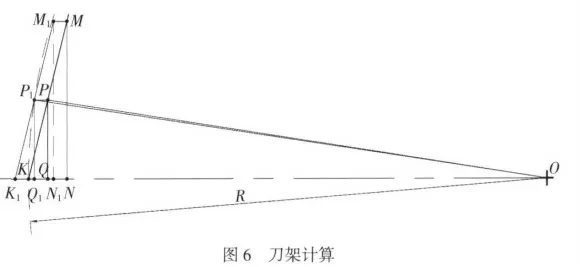
取P 為KM 中間處,過P 作水平線與理想刃口線相交于P1。過P1作K1M1平行于KM,即依據刀架中心位置后傾 6.5°(刀架整體回轉角度 6°48′41″)為準,計算左右兩端K1和M1的回轉半徑差:△中=OK1-OM1
過P、P1點分別向OK 作垂線分別交于 Q、Q1點,過 M、M1點作 OK 垂線分別交于 N、N1點。
由圖示及計算可見,當按刀架中心位置對稱計算時,通過中間位置分析計算,OK1相對于OM1的超出量應為刨去量。
∴△中=OK1-OM1=903.946-898.218=5.728mm(與前面Ⅰ計算結果5.716 相差0.012mm)。
△中的5.728mm 即為OK1相對于OM1的超出量,或者分解為:左端K1應刨去3.599mm,右端M1應墊出2.129mm。
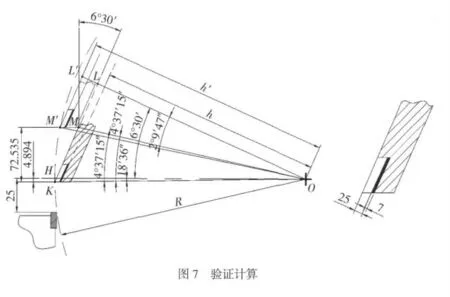
3.4 通過計算回轉中心O到左、右翼板的距離反推驗證
又知刀片離刀架貼合面的距離為32mm(其中刀片厚25mm,墊板厚7mm),如圖7 所示。
(1)從刀架最左端點K(K 在回轉半徑R上,見圖 7),后傾 6°30′作斜線 KL。過O點作KL垂線交KL于L點,則:

(2)從刀架最右端點 M′(M′在回轉半徑 R 上),后傾6°30'作斜線ML′(ML′平行于KL),延長OL 與ML′相交于 L′。
在圖 7 中,M 點到 OL 的垂直距離因=2770×tan1.5=72.535mm(即刀架全長左、右兩端的垂直距離)。
若考慮到O 點在圖示位置時刀片間隙為0.9mm,則:
∴△=h′-h=866.816-861.093=5.723mm(與前面3.2 計算結果5.728 相差0.005mm,與前面3.1 計算結果5.716 相差0.007mm)。
此處△值5.723mm 可作為左、右翼板下料時的尺寸依據,也即右翼板比左翼板長出的量。
4 結論
在Q12y-12×2500 液壓擺式剪板機的實際生產中,右翼板比左翼板長出8.03mm,這是因為該機型沒有采用對稱斜墊板之故。該機采用的斜墊左端比右端厚2.48mm,因此,△+2.48=5.723+2.48=8.203mm(與實際生產數據8.03 相差0.173mm,為計算誤差)。
建議:為修正計算誤差,應修改圖紙上刀片間板厚度差值2.48 為2.48-0.173=2.307mm,或修改左翼板尺寸891.9 為891.73mm(焊接圖,下料尺寸831.97改為831.8mm),該計算已在工藝上得到驗證。
[1]沈陽鍛壓機床廠,濟南鑄造鍛壓機械研究所,編譯.剪板機設計[M].1978.
[2]周 桓,陳 伶,胡建民.擺式剪板機刀架設計[J].鍛壓裝備與制造技術,2004,39(1).
[3]陳曼龍,騰德義.液壓擺式剪板機剪切力計算[J].機械設計與制造,2008,(3).
[4]陳曼龍.液壓擺式剪板機刀片調整方法[J].鍛壓裝備與制造技術,2007,42(1).
