盾構(gòu)機(jī)盾體外殼卷板過程的三維有限元仿真
2013-06-29 02:26:26童彪,李桐,王媛,宋黎
鍛壓裝備與制造技術(shù) 2013年1期
童 彪,李 桐,王 媛,宋 黎
(中鐵科工集團(tuán)軌道交通裝備有限公司,湖北 武漢 430223)
1 引言
盾構(gòu)機(jī)在當(dāng)今的軌道交通建設(shè)中運(yùn)用廣泛。隨著需求量的不斷增大,國產(chǎn)化的需求越來越迫切。在盾體外殼制造中,卷板過程的控制對整個盾體外殼的質(zhì)量起到?jīng)Q定性作用。本文在實踐經(jīng)驗確定加工工藝的基礎(chǔ)上,運(yùn)用大型有限元分析軟件DEFORM-3D 對水平下調(diào)式三輥卷板機(jī)卷板過程進(jìn)行了有限元仿真模擬,了解在確定的工藝參數(shù)下盾體外殼的成形過程,并對該過程進(jìn)行分析以及不斷修正工藝參數(shù),使之達(dá)到理想的加工指標(biāo),縮短了試驗時間,節(jié)約了生產(chǎn)成本。
2 卷板機(jī)結(jié)構(gòu)形式及滾彎過程簡介
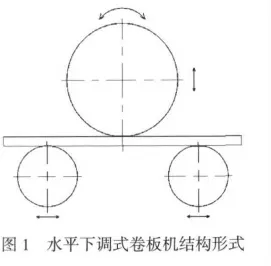
卷板采用水平下調(diào)式三輥卷板機(jī),其上輥可作升降運(yùn)動,兩下輥可單獨(dú)或同時水平移動,如圖1 所示。
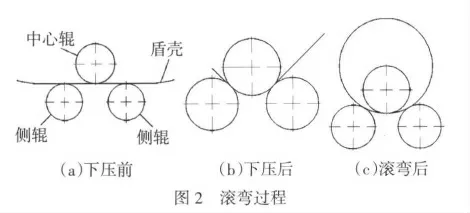
上輥為從動,兩個下輥的可調(diào)行程較大,在卷彎過程中,每個下輥輪流執(zhí)行下輥與側(cè)輥的功能,即先后構(gòu)成兩種非對稱式三輥卷板機(jī),從而只需一次裝卸工件,即可完成包括前、后板端在內(nèi)的全部卷彎工作,如圖2 所示。兩下輥可單獨(dú)調(diào)整的機(jī)型由于其中心距可調(diào),因此擴(kuò)大了機(jī)器的加工范圍。兩下輥同時水平移動的機(jī)型,兩下輥端分別安裝在同一機(jī)架上,卷板時水平分力可相互抵消,受力狀況好。卷板機(jī)水平下調(diào)式結(jié)構(gòu),整機(jī)重心低,卷板穩(wěn)定性好,不僅適用于中小型卷板機(jī),更適用于大型卷板機(jī)。另外由于倒頭側(cè)采用油缸下置式結(jié)構(gòu),卷板視野開闊,錐形工件可繞過倒頭軸承體,卷制錐形工件的錐度大,最大可達(dá)60°。
盾體外殼的卷板設(shè)備型號為W11S-125/200×3800,最大板寬3800,最小直徑3500。三輥卷板機(jī)上輥直徑1050mm,兩下輥直徑為515mm,兩下輥中心距為1150mm,所用的材料為Q345B,材料的幾何尺寸為10480×1683×60,材料的力學(xué)性能如下表所示。

表1 Q345B 材料力學(xué)性能
3 有限元仿真模擬
3.1 模型建立
卷板過程的有限元模擬,首先要對模擬對象進(jìn)行建模,建立的模型與實際情況的符合程度直接影響到模擬結(jié)果的正確性。在DEFORM-3D 中的建模通常有兩種方式:一種是采用三維軟件進(jìn)行建模然后導(dǎo)入,另一種是直接在DEFORM-3D 中進(jìn)行建模。本文的建模方式采用第一種,運(yùn)用PRO/E 軟件建立卷板機(jī)上、下輥的三維模型以及需要卷制的鋼板模型,如圖3 所示。
3.2 網(wǎng)格劃分及參數(shù)設(shè)置

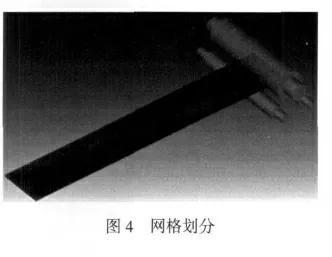
對鋼板和輥子進(jìn)行建模后導(dǎo)入DEFORM-3D軟件進(jìn)行網(wǎng)格劃分,將輥子視為剛體,所以只用對鋼板進(jìn)行網(wǎng)格劃分即可,如圖4 所示。劃分的單元數(shù)為200000。在卷板過程中,輥子和板料是接觸的,板子依靠與下輥的摩擦力來進(jìn)行進(jìn)給運(yùn)動,摩擦力類型為剪切摩擦力,摩擦系數(shù)設(shè)為0.08,下輥轉(zhuǎn)速為0.2266rad/s(3.5m/min)。
4 結(jié)果分析與工藝改進(jìn)
4.1 直邊問題
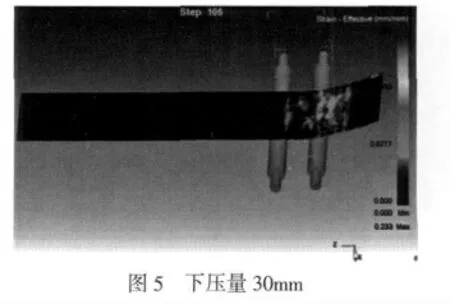
首次滾彎將下壓量設(shè)置為30mm,可以清晰地得到滾彎開始時模擬結(jié)果。板料存在直邊現(xiàn)象,這主要是因為變形抗力太大引起的。根據(jù)這一結(jié)果,為了保證卷板的良好效果,在實際工藝中采用接直頭的方式來解決直邊問題。同時,通過對不同下壓量模擬的結(jié)果進(jìn)行分析,模擬的直邊在300mm~350mm 左右,根據(jù)板厚的不同總結(jié)出類似盾體盾殼的大型結(jié)構(gòu)件卷板,接直頭的長度在300mm 較為合適,板厚過大時直頭的長度可以延長到500mm。
4.2 下壓量的估算
在沒有進(jìn)行模擬的情況下,對卷板的控制一般都是遵循中心輥下壓—測量—下壓—再測量的原則,一直到卷出的板子復(fù)合既定尺寸為止,既增加了工作量,也讓卷板質(zhì)量得不到保證。通過對不同下壓量的模擬,可減少下壓和測量的次數(shù),提高卷板的工作效率。對于模擬的卷板尺寸,分別就9 個不同的下壓量進(jìn)行模擬,并估算其半徑值,結(jié)果如表2 所示。

表2 下壓量試驗結(jié)果
經(jīng)過實踐,下壓量在30mm~50mm 之間進(jìn)行調(diào)整比較合適,卷出板的效率較之前的經(jīng)驗法有所提高,大大提高了生產(chǎn)效率和質(zhì)量,對實際中的工藝制定有一定的指導(dǎo)作用。
5 結(jié)論
對于尺寸較大的盾體外殼卷板工藝,實際操作中存在諸多問題,其質(zhì)量和具體工藝參數(shù)不好把握。通過利用大型有限元分析軟件對卷板工藝進(jìn)行模擬,可幫助制定卷板的工藝參數(shù),減少試驗次數(shù),提高生產(chǎn)效率,降低生產(chǎn)成本。
[1]胡衛(wèi)龍,王仲仁.各種卷板成形工藝的輥筒受力分析[J].鍛壓裝備與制造技術(shù),1992,27(4):43-50.
[2]郭永平,李澤武.常用三輥卷板機(jī)結(jié)構(gòu)形式及傳動方式[J].鍛壓裝備與制造技術(shù),2010,45(6).
[3]楊建鳴,夏玉龍,邊明杰.基于有限元分析的金屬板材在卷板機(jī)上成形的接觸與彈塑性分析研究 [J]. 鍛壓裝備與制造技術(shù),2008,43(1):54-57.
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
