高強度鋼板熱沖壓成形工藝的改進
2013-06-29 02:26:22賈治域吳秀峰王玉山趙立信
鍛壓裝備與制造技術 2013年1期
關鍵詞:工藝
盈 亮,賈治域,胡 平,常 穎,吳秀峰,王玉山,趙立信
(1.大連理工大學 汽車工程學院,遼寧 大連 116024;2.濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250022;3.合肥鍛壓集團,安徽 合肥 230601;4.吉林偉孚特輕量化技術股份有限公司,吉林 長春 130000)
1 引言
沖壓工藝是制造汽車車身覆蓋件的主要工藝之一,約有80%的汽車零部件是由沖壓工藝完成的。而日漸興起的熱成形技術是結合熱鍛技術特點,在傳統沖壓工藝的基礎上對材料進行加熱處理并進行產品成形制造,從而使產品具有更優良的機械性能的一種加工方法。在沖壓過程中,板料容易出現破裂、頸縮、起皺等加工缺陷。冷沖壓可通過加入高級潤滑油或者通過液壓反脹成形、張力控制成形等方法改善鋼板成形性并提高沖壓件的產品質量。而熱沖壓因具有成形溫度高、生產效率快等特殊工藝要求,難以采用常規的方法來改善產品質量,需要在加工過程中通過其他途徑解決熱沖壓板料成形性問題。
本文基于金屬微觀結構組織轉變理論并結合22MnB5 熱成形材料CCT 曲線分析,增加熱成形出爐轉運過程中的冷卻工藝,解決了熱成形過程中板料易產生的成形缺陷問題,可有效實現熱成形加工工藝優化,提高了熱成形產品成形質量穩定性,具有重要的工業應用價值。
2 理論分析
2.1 冷卻工藝提高產品力學性能
常用熱沖壓板料為一種C-Mn 硼鋼,牌號22MnB5。其初始板料常溫下微觀組織成分主要由鐵素體、珠光體構成,通過加熱保溫至完全奧氏體化后(900℃),轉變為均勻的奧氏體微觀組織。熱透后的紅熱板料經過水冷模具的沖壓淬火,獲得屈服強度高達1000MPa 以上的高強度、高硬度、無回彈的成形零部件,在整個生產過程中板料的微觀組織由奧氏體轉變為馬氏體、貝氏體、鐵素體、珠光體中的幾種。其中鐵素體和珠光體的塑性韌性很好,但是強度和硬度都很低,無法滿足車用鋼板的技術需求,貝氏體雖然硬度值大于鐵素體和珠光體,但是其強度要求無法達到車用高強度鋼板的需要,只有淬火后板料馬氏體含量高于95%時,才能保證零件硬度值在450HV 以上,抗拉強度在1500MPa 以上,因此如果想要保證產品優良的性能,在熱成形淬火后就必須要使板料獲得足夠含量的馬氏體。典型產品冷、熱沖壓后的效果對比如圖1 所示。
圖2 所示為熱成形加工所使用的22MnB5 高強度鋼奧氏體連續冷卻轉變CCT 曲線圖,Ac1 線為730℃,Ac3 線為830℃。由圖可知,該類材料沿不同冷卻速率冷卻可得到的材料微觀組織及含量將會不同,且隨著冷卻速度的增大,得到的材料硬度也隨之提高,當降溫速率達到100℃/s 時,材料硬度能夠達到460HV。圖中1 號曲線為22MnB5 高強度鋼板在室溫下冷卻的CCT 曲線圖,降溫速率在10~12℃/s,板料在室溫下冷卻后的硬度在300HV 左右。2 號曲線為板料降溫的上臨界冷速,這一冷卻速度是保證奧氏體在連續冷卻過程中不發生分解而全部過冷到馬氏體區的最小冷速。生產過程中當降溫速率小于淬火上臨界冷速(27℃/s)時,即降溫曲線介于1 號曲線和2 號曲線之間,則冷卻過程中材料相變將會先經過貝氏體區,而后進入馬氏體相變區,淬火后的微觀組織中會存在大量的貝氏體和少量的馬氏體混合組織,那么獲得的成形件硬度和抗拉強度都無法達到目標值。
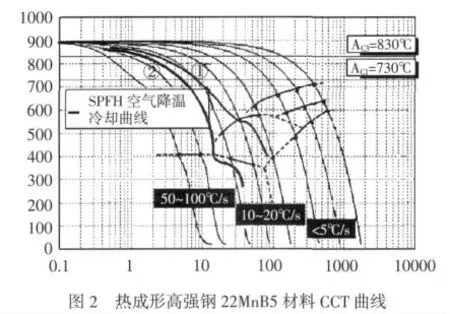
為使成形產品組織轉變為需要的馬氏體成分,需要使材料的降溫速率大于淬火上臨界冷速,降溫曲線不再與貝氏體等其他相區的轉變開始線相交,而全部過冷到馬氏體區。因此,在熱成形工藝過程中,由于轉運、沖壓速度等因素的影響,板料在空氣中的平均冷卻速度一般在12℃/s,達不到要求的冷速,所以增加冷卻工藝來提高冷卻速度。在出爐后的轉運過程中對板料進行快速冷卻,使板料快速降溫,CCT 曲線直接從奧氏體區過渡到馬氏體轉變區,而不發生其他相變。
2.2 冷卻工藝提高產品成形性
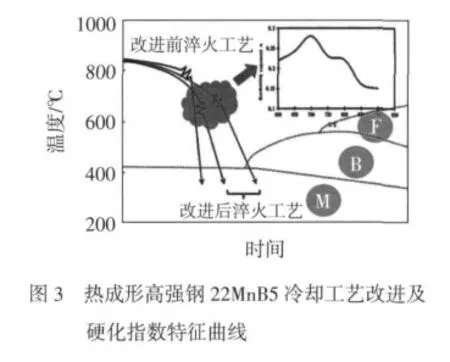
硬化指數N 作為板材在塑性變形過程中變形強化能力的一種量度,是衡量金屬材料成形性能的重要指標。N 值越大,材料在發生塑性變形時強化效應越大,形變量越均勻,提高了板料應變分布的均勻性,所以在變形過程中,周圍材料對危險區材料的補償作用提高,形變強化能力也就越突出。同時,經過冷卻的板料由于N 值的增大,其成形極限參數也有所提高,使板料的變形穩定性增加。如圖3 所示,根據22MnB5 材料在不同溫度下的N 值變化情況可以看出,當溫度在650~700℃之間時,材料的硬化指數達到最大值,因而在此溫度下的成形性能也是最好的,所以板料出爐后先冷卻至650~700℃再沖壓成形,可以得到成形質量較高的零件產品。圖3 中左側第一條曲線為改進前的沖壓工藝,第二、第三條曲線為增加了轉運冷卻環節后的沖壓曲線。
3 實驗驗證
實驗材料選用寶鋼生產的熱成形高強鋼22MnB5 材料,牌號 B1500HS,板料厚度 2mm,其成分如表1 所示。

表1 22MnB5 材料成分
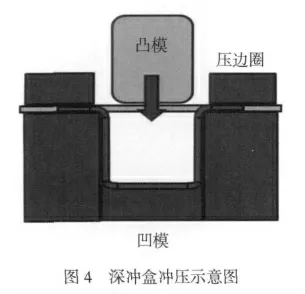
深沖盒實驗能夠模擬出板料在復雜沖壓過程中的流動、變形的過程,檢驗沖壓深度、板料減薄率、沖壓缺陷等問題,準確預測出復雜沖壓參數對成形件的影響情況。本文采用深沖盒實驗對熱成形工藝過程中板料的成形性進行實驗分析驗證,如圖4 所示。試驗參數完全按照熱成形工藝參數設定,將板料加熱至900℃并保溫3min,然后將完全奧氏體化后的紅熱鋼板冷卻到目標溫度后進行沖壓。沖壓過程中使用K 型熱電偶及測溫儀采集溫度數據。
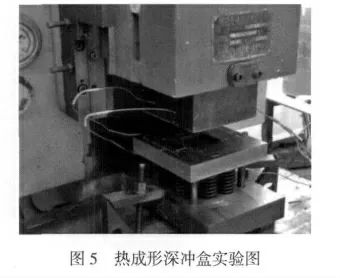
實驗方案分別設定 750℃、700℃、650℃、600℃、550℃為目標沖壓溫度,在板料溫度達到目標沖壓溫度前,分別采用壓縮空氣、電風扇以及自然降溫三種方式冷卻以實現不同降溫速率,從而對比不同開始沖壓溫度以及不同的冷卻方式對板料成形性和力學性能的影響,實驗如圖5 所示。
4 冷卻工藝改進結果分析
4.1 冷卻工藝改進試驗結果分析
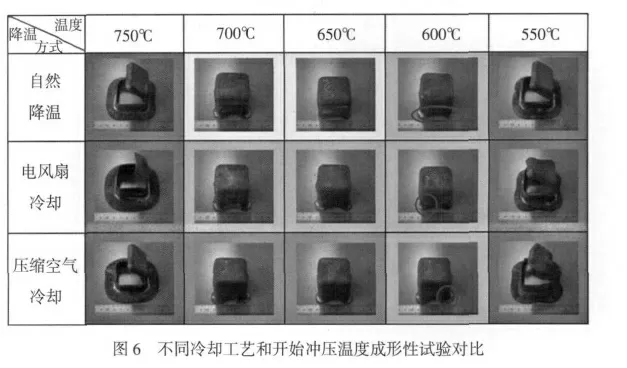
根據深沖盒實驗分析可知,在不同冷卻方式下,750℃、550℃開始沖壓溫度下沖壓的試件都會發生破裂,如圖6 所示;600℃開始沖壓的試件在圓角處也出現了不同程度的撕裂或頸縮;而在650℃、700℃下沖壓的試件未產生沖壓缺陷,且壓縮空氣冷卻后沖壓的試件成形質量最高。試件產生破裂,是由于溫度過高或者過低時,板料的硬化指數較低,致使在沖壓過程中材料形變不均勻而提前產生了頸縮和破裂,同時在此溫度下材料的成形極限過低,在沖壓過程中的流動性不好,內應力集中,造成破裂。
在650~700℃之間,三種冷卻方法都能獲得具有良好成形性的沖壓件,不同工藝冷卻的降溫曲線如圖7 所示,自然降溫和電風扇冷卻降溫速率分別為12℃/s、17℃/s,降溫沖壓后的試件硬度最大為380HV,抗拉強度最大值為1200MPa。根據CCT 曲線分析可知,冷速達不到臨界冷速,自然無法滿足實際生產效果,原因是在自然降溫和電風扇冷卻的過程中,板料降溫速率過低,材料發生了貝氏體相變,沖壓后試件微觀組織為貝氏體和少量的馬氏體,其強度硬度都無法滿足生產需要。

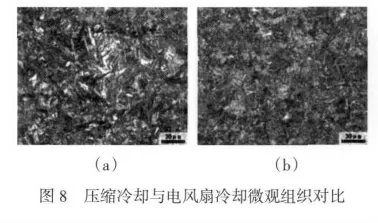
通過金相圖8a 可看出,經過壓縮空氣冷卻后得到的試件馬氏體組織形態更加均勻,且馬氏體含量高于95%。而使用電風扇冷卻后沖壓的試件微觀組織為少量不均勻分布的馬氏體和貝氏體、鐵素體的混合物,如圖8b 所示。
4.2 傳統工藝與優化工藝對產品缺陷的改善
從實驗結果對比圖9 中可以看出采用同一深度的深沖盒沖壓實驗中,未經過冷卻的傳統工藝在630℃沖壓后獲得的產品如圖9a 所示,試件底部裂紋擴展嚴重,產生了明顯的開裂缺陷;而經過壓縮空氣冷卻的優化工藝在650℃沖壓的試件如圖9b 所示,沒有發生開裂、起皺等缺陷,成形性良好。對圖9a、b 兩個在不同工藝下獲得的產品進行了硬度測量,測量點如圖9b 所示。測量數據如表2 所示。
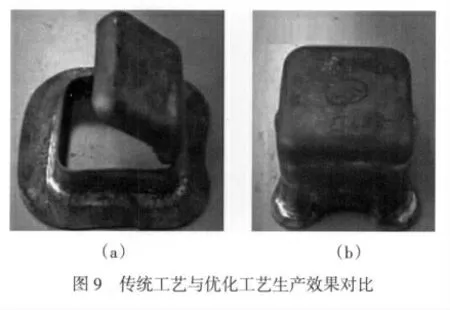
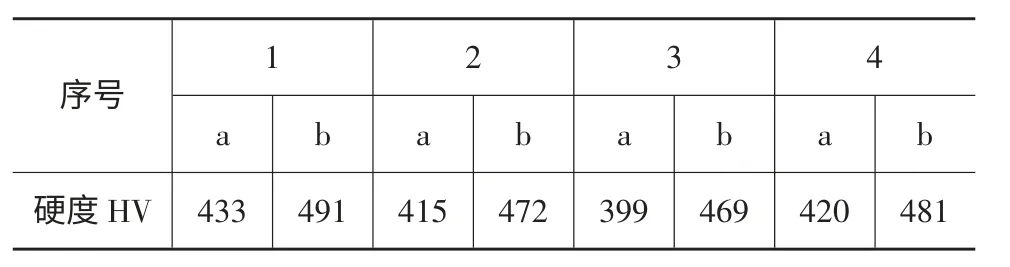
表2 硬度測量值
優化工藝獲得的產品硬度明顯高于傳統工藝獲得的產品硬度,奧氏體化后的板料在出爐后經過強風的冷卻降溫,再進行沖壓淬火,發生非等溫的無擴散相變。隨著溫度的降低,變形量的增加,相變驅動力隨之增大,馬氏體也就不斷形成。而傳統工藝由于冷卻條件不足,導致沖壓后產品形成的馬氏體含量過少,所以性能無法達到使用要求。
5 結論
(1)本文在熱成形工藝的基礎上增加了冷卻工藝,有效改善了加工過程中產品的機械性能,硬度達到450HV 以上,抗拉強度達到1500MPa 以上。通過熱沖壓成形工藝改進增大了熱成形件在轉運過程中的降溫速率,使板料在沖壓淬火時能夠直接過冷到馬氏體區,有效防止降溫過程中其他雜相的生成,提高了馬氏體的轉化率。
(2)該工藝方法的改進可有效避免起皺、破裂等熱成形缺陷的產生,提高了成形件的合格率。經過試驗驗證,合理、有效的冷卻工藝并設定準確的目標開始沖壓溫度后進行沖壓,獲得的熱成形產品質量穩定,能夠滿足熱沖壓制造工藝的生產目標。
[1]王宇飛,詹 杰.盒形件沖壓工藝分析及模具設計,金屬加工,2008,(18).
[2]李順平,李碩本.盒形件沖壓成形的有限元模擬與工藝計算.鍛壓技術,1991,(6).
[3]馬 寧,胡 平.高強度鋼板熱成形技術及力學問題研究進展.力學進展,2011,(3).
[4]趙立偉,代宇春,李 峰,等.高強汽車板成形技術及輕量化.汽車工藝與材料,2009,(3).
[5]管艷杰,游曉紅.基于Dynaform 的盒形件拉深成形仿真技術研究.鍛壓裝備與制造技術,2012,47(2).
[6]周大勇,李 偉,候 銀.汽車零件高速落料沖壓自動化生產線淺談.鍛壓裝備與制造技術,2012,47(2).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
