某發電機組壓縮空氣母管壓力頻繁波動問題分析與改造
2013-07-06 03:26:50梁梅
電力工程技術 2013年3期
梁 梅
(江蘇徐塘發電有限責任公司,江蘇邳州221300)
作為控制動力之一,壓縮空氣具有非常重要的作用,是氣動儀表和控制設備的動力源。發電企業中,儀用壓縮空氣壓力和干燥度是保證系統安全穩定運行的必要指標(GB/T13277-91一般表示壓縮空氣質量等級)。發電企業采用2臺或更多機組共用一套壓縮空氣系統的方式,這就對壓縮空氣的品質提出了更高的要求。很多實際應用中,當壓縮空氣系統投用后,隨著后期用氣設備的增加,必然需要更多的壓縮空氣。而在壓縮空氣的生產設備(空壓機)和后處理設備(干燥機)的制氣量和處理量仍能滿足時,往往存在流通管路無法保證壓縮空氣流通的問題。文中分析了產生上述問題的原因,并提出了管路改造方案。
1 故障情況及分析
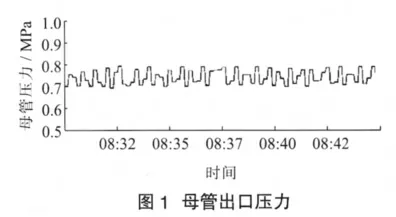
自2008年起,某發電企業6號、7號機組壓縮空氣系統頻繁出現氣壓無法維持及空壓機頻繁加、卸載等故障。氣壓最低時僅能維持0.55 MPa,遠遠低于機組安全運行要求的0.65 MPa。對系統各測點數據監測發現,空氣壓縮機出口至空氣干燥機進口之間的母管壓力波動頻繁(如圖1所示)。母管壓力曲線在20 s內完成一次波峰和波谷的切換。而此時氣壓卻無法維持,即空壓機產生的壓縮空氣短時間內在空壓機和干燥機之間的母管聚積,導致壓力暴增暴跌,但干燥機出口卻無法產生足夠的壓縮空氣。為盡量維持輸出壓力,只能開啟干燥機的旁路系統,讓一部分壓縮空氣不經過干燥機直接輸出。這樣必然導致壓縮空氣后處理設備失效,無法除去壓縮空氣中的水分。氣動設備大部分同時存在電氣元器件、引線,一旦進入的壓縮空氣含有水分,其危害極大。
空壓機的加、卸載是根據母管壓力自動切換的。以該公司為例:1臺空壓機持續加載,但無法產生足夠的壓縮空氣,當母管壓力低于0.69 MPa時,另1臺空壓機自動加載。而2臺空壓機加載產生的壓縮空氣又超出了需要的制氣量,當母管壓力高于0.8 MPa時第2臺自動卸載(單位時間內使用的壓縮空氣量不恒定且無法控制,因此無法設計出恒定的制氣量,只能依靠空壓機的加、卸載切換來實現)。第2臺空壓機運行的電流曲線如圖2所示。
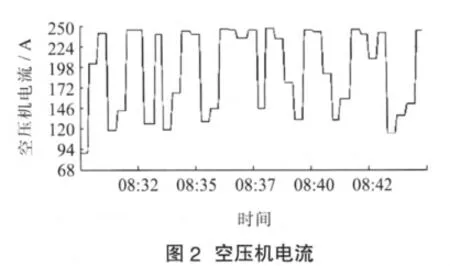
可見,空壓機在20 s內要完成一次加、卸載的切換。以該公司使用的阿特拉斯GA132空氣壓縮機為例,其加載、卸載的切換是依靠卸荷閥控制的。工作原理[1]如圖3、圖4所示。
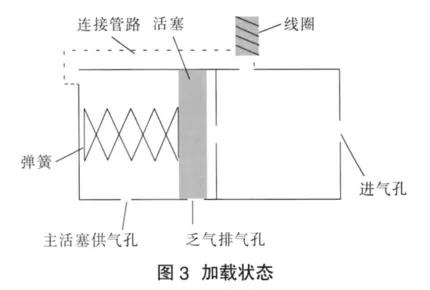
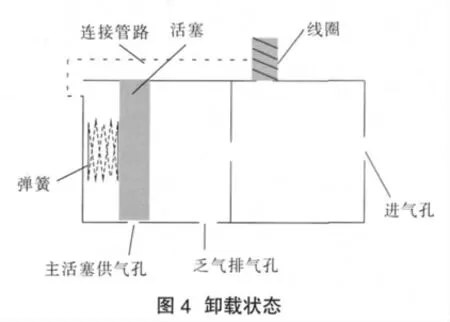
圖3為加載狀態,控制氣流由進氣孔進入,產生壓力作用在活塞右側。同時線圈帶電吸合,氣流經連接管路也產生壓力作用在活塞左側,在兩端形成同樣的壓力。此時活塞在彈簧作用力下被推進活塞室內部,控制氣流經主活塞供氣孔進入主活塞室形成壓力,推動主活塞,空壓機進入加載狀態。圖4為卸載狀態,線圈失電閉合,控制氣流產生壓力只作用在活塞右側,其壓力大于彈簧推力,控制氣流無法流向主活塞而經乏氣排氣孔排出,空壓機進入卸載狀態。活塞的工作環境溫度為75~95℃。在這樣高溫環境下,活塞每20 s完成控制加、卸載的2次動作,其使用壽命由正常情況的1年縮短為不足10天。
2 解決方案
經測量,6號、7號機組壓縮空氣系統中空壓機出口至干燥機進口母管容積僅為0.1 m3,而阿特拉斯GA132空氣壓縮機的制氣量為22.8 m3/min,2臺空壓機同時加載時,制氣量即為43.6 m3/min,該系統中運行的空氣干燥機為森潔40組合式,額定處理量為40 m3/min。系統設計之初,在機組用氣量較小時可以滿足要求。2008年起,隨用氣設備增加,該系統頻繁出現上述故障。
該系統中壓縮空氣的壓力為0.75 MPa,即空氣壓縮比為1:7.5。隨系統運行設備老化,額定處理量為40 m3/min的空氣干燥機以35 m3/min計算,當2臺空壓機加載時,母管內壓力升降時間應為:

式中:T為母管壓力升降時間,min;V為空壓機出口至干燥機進口母管容積,m3;δ為空氣壓縮比;V1為2臺空壓機加載制氣量,m3;V2為干燥機處理量,m3。計算可得母管壓力升降時間8.4 s,也就是說,第2臺空壓機會在16.8 s內完成一次加、卸載的切換。計算得出的結果與實際運行中的監測數據一致。
在式(1)中,壓縮比δ、制氣量V1及干燥機處理量V2在不更換設備的情況下都是不可改變的,能改變的只有空壓機出口至干燥機進口母管容積V。現存的工況無法滿足機組的安全運行需要,必須增大母管壓力升降時間T,以保證空壓機出口至干燥機進口母管壓力不會在短時間內暴增暴跌,使產生的壓縮空氣盡可能平穩的流向并通過空氣干燥機。
在實際運行中,2臺同時運行的空氣壓縮機1臺持續加載,另1臺約每次加載5 min即轉入約20 min的卸載狀態,產生的壓縮空氣可滿足系統運行需要。因此,如果增大母管容積V,就可避免2臺空壓機同時加載時其中1臺不會短時間內在加、卸載狀態間切換,壓力趨于平穩。此時產生的壓縮空氣會平穩地通過空氣干燥機,輸出的壓縮空氣氣壓也趨于平穩。
為此,公司將閑置的檢修用檢修儲氣罐串聯在空壓機出口至干燥機進口母管上,使母管容積增大了6 m3。系統如圖5所示(虛線區域內為新增加設備)。
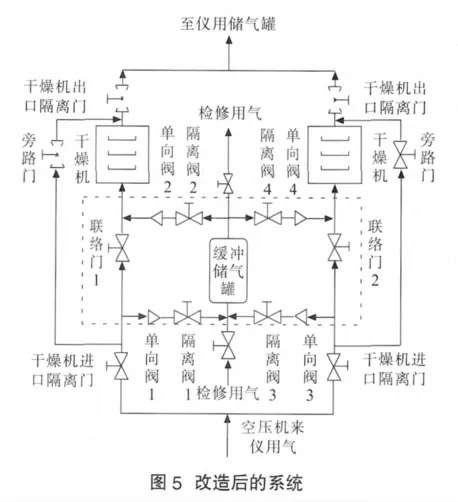
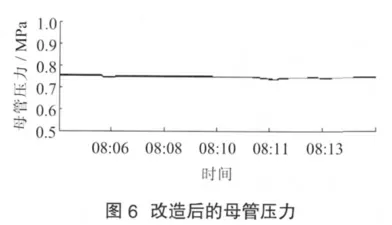
隔離閥1,2,3,4用于當某臺干燥機出現故障時進行隔離檢修,單向閥1,2,3,4用于切換干燥機運行時避免壓縮空氣倒流,聯絡門1,2用于當緩沖儲氣罐出現故障時進行隔離檢修。此時,母管壓力升降時間為8.5 min,完全滿足系統運行需要,投用后母管壓力曲線如圖6所示。在這種工況下,空壓機產生的壓縮空氣平穩流過干燥機,儀用氣壓穩定維持在0.73 MPa。同時,空壓機頻繁加、卸載的現象完全消失,卸荷閥切換正常,活塞的磨損情況也恢復正常。
3 結束語
針對儀用氣壓無法穩定維持及空壓機頻繁加、卸載的故障,分析得知,母管容積過小、造成空壓機頻繁加、卸載是其直接原因。在空壓機母管增加緩沖儲氣罐后,使壓縮空氣系統結構更加合理,解決了頻繁加、卸載的故障。
[1]李 申.壓縮空氣凈化原理及設備[M].浙江:浙江大學出版社,2005.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
