基于Pro/E的弧面分度凸輪參數化設計與NC加工
2013-07-11 07:43:16付正飛
制造業自動化 2013年20期
付正飛,胡 杰
(湖北文理學院 機械與汽車工程學院,襄陽 441053)
0 引言
弧面分度凸輪機構是一種精密間歇傳動機構,因其具有高速性能好、傳動平穩、定位準確、結構緊湊和承載能力大等特點,廣泛地應用于輕工、紡織、印刷等行業的各種自動機械和自動生產線上。
目前對弧面分度凸輪機構的研究很多,絕大多數是根據共軛曲面的原理,運用空間回轉張量的方法[1],推導出弧面分度凸輪的工作廓面方程,在Pro/E、UG、Matlab等平臺上,利用VB、VC等高級語言建立凸輪的工作輪廓曲面[2~7],其方法是先生成一系列的點,再由點擬合成線、由線生成面,計算數據量非常大,造型精度難以保證,且求解公式推導過程與編程工作比較復雜,普通的工程技術人員無法接受。為此,我們利用反轉法原理和等距面的概念,建立弧面分度凸輪從動滾子軸線的軌跡方程,借助Pro/E三維軟件提供的方程式與加厚工具,完成具有不同結構參數的弧面分度凸輪的參數化建模,再利用其軌跡加工方式實現凸輪廓面的5軸銑削加工。
1 從動滾子軸線軌跡方程
弧面分度凸輪機構中從動分度轉盤和弧面凸輪分別繞各自回轉中心定軸轉動,兩回轉軸線在空間交錯90°。凸輪工作廓面雖然是不可展的空間曲面,但其理論廓面屬于直紋面,即從動滾子軸線在機構運動過程中相對于凸輪體所掃掠的軌跡面,由包絡理論可知,對圓柱滾子而言,凸輪理論廓面與工作廓面互為等距面,其間距為滾子的半徑[8]。因此只需要根據從動滾子軸線上給定兩點的運動軌跡線,就可以構建出直紋理論廓面,再利用偏移或加厚工具建立等距面,以實現弧面分度凸輪的參數化精確造型。
弧面分度凸輪機構中凸輪勻速旋轉運動轉化為從動分度轉盤的間歇分度,凸輪每旋轉一周就通過滾子推動分度轉盤轉動一個角度后停歇一段時間,其動靜比根據實際需求確定。弧面分度凸輪多采用靠凸脊實現間歇段定位的方式,該類型凸輪的理論廓線由五段組成:Ⅰ、Ⅲ、Ⅴ段分別為從動滾子1、2、3從停歇位置轉過一個分度角2π/ N 過程中與凸輪廓面的嚙合段(對應于凸輪的動程角Q),Ⅱ、Ⅳ段是停歇段圓弧輪廓線(對應于凸輪轉角為2π-Q),其運動幾何關系如圖1所示。因此一條完整的理論廓線可以看成是三個滾子在凸輪旋轉一周后共同形成的,也可以看作是一個滾子(如滾子1)在凸輪旋轉4π+Q轉角形成的。
為與加工坐標系統一,建立圖1 所示的兩個坐標系: oc- xcyczc為凸輪體所在的固定坐標系,of- xfyfzf為從動分度轉盤所在的固定坐標系,它們在初始狀態完全重合。根據反轉法原理,假想凸輪不動,從動分度轉盤及其坐標系 of-xfyfzf一起繞凸輪軸線以-ω1旋轉θ,對應于從動分度轉盤的位置角為τ。為使凸輪理論廓線連續,關系式由滾子1連續運動來表達,從動分度轉盤的位置角τ與凸輪體的轉角θ之間關系為:
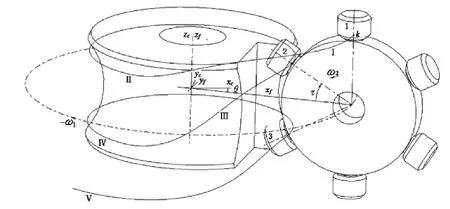
圖1 弧面分度凸輪機構的運動關系圖
進入嚙合段 I 段:

轉盤停歇段II段:
分度段 III段:

轉盤停歇段IV段:

退出嚙合段 V 段:

式中:τ— 從動盤在任一時刻的轉角(度);
θ— 凸輪體在任一時刻的轉角(度);
N — 滾子數;
Q— 凸輪的動程角(度);
T— 無因次時間,T∈[0,1];
S ( T)— 無因次位移,由從動件的運動規律確定。
所以從動滾子軸線上任意一點k (xf, yf,zf)在of- xfyfzf坐標系中的運動軌跡方程為:
式中: Lf— k點距轉盤回轉中心的距離;
C— 凸輪與轉盤的中心距。
將從動分度轉盤繞凸輪回轉軸線 zc旋轉θ角,可以得出點k在 oc- xcyczc坐標系下的坐標(xc, yc,zc),即該點處凸輪的理論廓線方程:

2 凸輪參數化建模過程

圖2 凸輪機構參數表與關系式

圖3 弧面分度凸輪的理論廓面
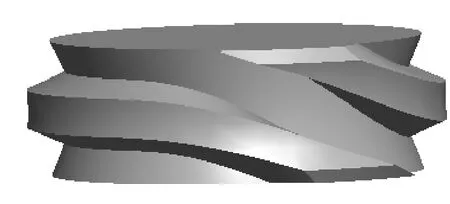
圖4 弧面分度凸輪的精確造型
現以某印染機上的弧面分度凸輪機構為例,在Pro/E三維平臺上構建弧面分度凸輪的過程[9]是:首先通過“旋轉”工具得到弧面凸輪體的實體模型,并根據凸輪機構的結構參數,建立參數表和關系式,如圖2所示。再單擊Pro/E工具欄上的“基準曲線”按鈕,選擇“從方程”和“笛卡爾”坐標系,運動規律采用綜合性能較好正弦曲線,其無因次位移曲線S ( T )= T -sin(2πT)/2π,根據式(1)-(7)創建一條滾子軸線掃掠跡線,該跡線由上述 5段曲線構成,如圖1 所示;通過修改 Lf的值再創建一條軸線跡線。然后利用“邊界混合”和剛才所生成的2條跡線,構造出凸輪的理論廓面(左旋),如圖3所示。最后使用“加厚—>去除材料”工具,在凸輪基體中切除凸輪槽體,便形成了弧面分度凸輪的精確建模,如圖4所示。由于整個凸輪機構是采用參數化建立的,對不同需求的弧面分度凸輪機構,只需在參數表中修改相應參數的數值即可,或者通過“程序—>編輯設計”工具,以菜單方式修改參數的數值[2]。
3 弧面分度凸輪的加工
弧面凸輪廓面一般采用附加數控搖籃式工作臺的五軸聯動數控機床、使用等價刀具加工,即所用刀具半徑與滾子半徑相等,且刀具運動軌跡與從動滾子的軸線軌跡一致[8~10]。這里刀具運動軌跡應包括刀位點和刀具軸向矢量的定義,因此可應用Pro/NC的軌跡加工方式,該加工方式需要定義創建刀具路徑的軌跡曲線和驅動曲面,軌跡曲線用于指定刀位點,驅動曲面用于確定刀軸矢量。
進入NC組件模塊,裝配已建立好的弧面分度凸輪三維模型作為參考模型,使用圓柱體類型自動創建工件,選擇五軸銑削機床,用凸輪坐標系為加工零參考坐標系,設置圓柱退刀面、加工公差為0.001mm,創建半徑為15mm的圓柱銑刀。然后定義NC序列,即進行刀位規劃,設定有關運動參數,選取五軸軌跡加工方式,使用上述所生成的兩條弧面分度凸輪軸線軌跡線中的任意一條作為加工軌跡曲線,并選取凸輪溝槽底面定義“切削深度”,以確定刀位點;在“軸”定義時,選用“垂直于零件”方式,亦選取凸輪溝槽底面以確定刀軸矢量[2],所生成的最終刀位軌跡如圖5所示。
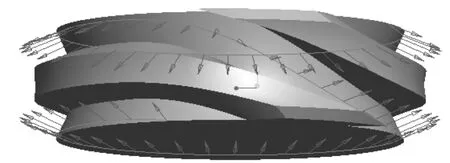
圖5 弧面分度凸輪的加工
選用五軸數控機床的后置處理器,可對所創建的CL刀位軌跡文件進行后置處理,轉換成機床能夠識別的MCD控制數據文件,即數控加工用G代碼。為了避免碰撞和過切發生,檢驗數控程序正確與否,需在Pro/E集成環境下對數控程序仿真加工,檢驗進刀和退刀位置、加工路徑正確后,把NC代碼傳輸到相應的五軸銑削機床上進行弧面分度凸輪的創成加工。
4 結束語
以弧面分度凸輪為研究對象, 應用Pro/E三維軟件建立一個實用型、參數化建模設計系統, 通過參數表或菜單設置新的凸輪結構參數和運動參數,即可實現能夠滿足機構運動要求的弧面分度凸輪實體造型與數控加工,它能夠使弧面凸輪設計和加工更加直觀,便于設計人員及時發現設計缺陷和存在的加工問題,易于被一般工程技術人員學習與應用。
[1] 彭國勛,肖正揚.自動機械的凸輪機構設計[M].北京:機械工業出版社,1990:156-160.
[2] 岳貴友.Pro/ENGINEER Wildfire中文版數控加工教程[M].北京:中國水利水電出版社,2006:183-206.
[3] 孫劍萍.偏置滾子從動件盤形凸輪機構的參數化設計及運動仿真[J].制造業自動化,2011(22):70-71.
[4] 侯喜林,劉濤.弧面分度凸輪的三維實體建模與仿真加工[J].現代制造工程,2012(9):71-74.
[5] 盧志偉. 基于MasterCAM X6的圓柱凸輪的建模與數控仿真[J]. 組合機床與自動化加工技術,2013(2): 69-70.
[6] 李丙才,吳小偉.弧面分度凸輪的實體造型及數控加工[J].蘭州理工大學學報,2008,(3):33-36.
[7] 蘇江飛,文懷興.基于UG的擺動從動件弧面凸輪三維設計建模[J].制造業自動化,2012,34(3):46-48.
[8] 尹明富,趙鎮宏.圓柱分度凸輪單側面加工原理及刀位控制方法研究[J].機械傳動,2004,(3):21-24.
[9] 張丹,張俊.基于Pro/E關系式的圓柱凸輪建模方法研究[J].機械設計與制造,2012,(5):106-108.
[10] 嚴曉光.面向Pro/NC系統的加工仿真模型自動建立[J].組合機床與自動化加工技術,2012,(9):5-6.
