
我國極厚鋼板生產制造技術的發展
2013-07-11 03:33:12崔風平于秀琴
山東冶金 2013年1期
關鍵詞:生產
崔風平,孫 瑋,趙 乾,于秀琴
(山鋼股份濟南分公司,山東 濟南250101)
1 前言
極厚鋼板是指厚度規格>120 mm的鋼板,主要用于鍋爐壓力容器、海洋工程核電、風電、軍工、高層建筑、重型機械、模具制造等重大技術裝備制造領域。隨著高層建筑、跨海橋梁、深海采油平臺、大型水電站等基礎建設的蓬勃興起以及設備制造大型化的發展趨勢,極厚鋼板的需求量越來越大,對鋼板的高強度、高韌性、低屈強比、抗層狀撕裂、易焊接、耐火、耐候、耐腐蝕性等多樣化的性能要求也越來越高。近幾年來,為滿足國內極厚鋼板市場的需要,濟鋼、興澄特鋼、南陽漢冶、湘鋼、首秦、鞍鋼等企業加大投入,強化技術研發,先后具備了極厚鋼板的生產能力,研發和生產了一大批大厚度高性能鋼板新品種,替代了部分進口產品,實物質量和綜合性能達到國際先進水平。
2 極厚鋼板用坯料技術進步
極厚鋼板生產制造的核心技術就是要求鋼板具有大壓縮比、高致密度、高純凈度、高均勻性和低缺陷率,保證其良好的內部質量和厚度方向性能。由于鋼板的厚度大,300 mm以下的連鑄板坯受厚度的制約,無法達到鋼板大壓縮比的要求。傳統上,極厚鋼板生產用坯料基本采用模鑄鋼錠、鍛壓坯、初軋板坯和少量的連鑄板坯。模鑄鋼錠現在是厚板和特厚板生產的主要原料,其優點是錠型齊全、易于操作、適合組織生產單件小批量的特殊用途鋼材,可實現較大軋制壓縮比,寶鋼5 m軋機二期工程粗軋機投產后,能采用1 000 mm厚的鋼錠,軋制400 mm的特厚鋼板,缺點是能耗高、產出率低、效率低,且存在有頭尾偏析嚴重的致命缺陷;采用鍛壓坯和初軋板坯作為坯料,雖然軋機產量高,但由于需要二火成材,整個流程投資大、生產不經濟,只有較少企業采用這種生產模式;連鑄板坯的優點是生產率高、成材率高、可連續作業,主要供薄板和中厚板生產用料,缺點是坯料厚度受限制,軋制壓縮比小,低倍質量即使做得很好,也難以滿足100 mm以上厚板軋制的要求。
隨著我國冶金工業技術裝備水平的提高和進步,通過國內企業和科研院校不斷努力和創新以及“產、學、研”的合作開發,充分借鑒和消化國外先進的極厚鋼板生產技術,開發出了利用電渣重熔扁鋼錠、焊接復合連鑄坯、大厚度連鑄板坯、單向凝固鋼錠等極厚鋼板軋制用高質量坯料,極大促進了我國極厚鋼板的生產。
2.1 電渣重熔扁鋼錠
電渣重熔技術早在20世紀50年代即已開發成熟,國內外均有廣泛應用,主要用于生產高質量、大單重鍛造錠,錠型主要為8角、12角、20角和圓錠,最大錠重可達350 t(我國上重)。我國舞鋼聯合院校自2007年開始研發利用該技術,也成功地開發了電渣重熔扁錠(重40 t),用以軋制極厚鋼板[1]。
電渣重熔是先把同鋼種澆鑄成自耗電極,利用電流通過熔渣時產生的電阻熱作為熱源和電極前端的電弧將自耗電極熔化,使金屬液滴通過“渣洗”去除氣體、夾雜,并利用水冷結晶器在熔池上下造成很大的溫差,使鋼液凝固成鋼錠的一種特殊冶煉工藝。由于“渣洗”去除鋼內各類夾雜的作用和良好的結晶條件,電渣重熔金屬具有良好的純凈度,結晶是由下而上逐次地進行,鑄態組織精細、致密、均勻,無白點、疏松和縮孔,偏析較小,金相組織和化學成分均勻,表面光潔,硫含量極低,非金屬夾雜物少且細小彌散[2]。電渣重熔前后的低倍組織與金相組織對比如圖1和圖2所示。

圖1 連鑄板坯電渣重熔前后低倍組織對比

圖2 連鑄板坯電渣重熔前后金相組織對比
電渣重熔鋼錠的成材率高,與普通鋼錠相比在使用上有很大的優勢,可以允許2以下的軋制壓縮比,制造同樣規格的大單重特厚板,電渣重熔鋼錠比一般模鑄鋼錠的質量小。
電渣重熔鋼錠軋成的鋼板,橫向塑性、韌性大大提高,改善了各向異性、斷裂韌性、缺口敏感性和低周波疲勞指標,具有良好的低溫抗冷脆性及可焊性,焊接熱影響區小,可省去大型焊接結構件(高壓容器、鍋爐、反應堆殼體)焊接后的熱處理。
電渣重熔技術是集精煉和凝固于一體的一種鑄造方法,除了可以有效地去除鋼中的非金屬夾雜物和減少硫等有害物的含量外,還可以有效地控制結晶速度和方向,獲得所期望的趨于軸向的結晶組織,滿足大單重極厚板的大壓縮比要求。如果在電渣重熔技術的基礎上采用其他的先進技術,將會進一步擴大其優勢。如采用加壓技術可使氮作為鋼中間隙原子,通過與其他元素的協同作用,能改善鋼的多種性能,包括高強度、高韌性、高的抗蠕變能力、高的耐磨性、良好的耐腐蝕性能[2]。
舞鋼目前有3座電渣爐,成功研發出300 mm厚且具有Z向性能的特大型水電工程用大厚度鋼板S355J2-Z35;重38 t、厚度162 mm的煉油加氫反應器用鋼臨氫12Cr2MoIR;最大厚度達410 mm的精品塑膠模具鋼板系列如WSM718R、WSM720R等;用于國家“大飛機”項目的390 mm厚20MnNiMo等。產品多項填補國內空白,但由于其重熔效率只有1 t/h,且電耗較高,難以大批量生產,適用于更高級別而又大單重、大厚度的模具板、鍋爐容器板、水電板、核電板及鉻鉬系列的其他品種對實物的力學性能、焊接性能及其他特殊性能有更高的要求以及普通冶煉澆鑄工藝、模鑄鋼錠工藝都無法滿足其要求的鋼板的生產。
2.2 焊接復合連鑄板坯
焊接復合連鑄板坯軋制極厚鋼板,主要是利用鋼廠現有連鑄坯作為原料,將表面清理后的兩支或多支鑄坯疊放在一起,對鑄坯周邊進行焊接密封,同時保證鑄坯復合面內部空間一定的真空度,最后將復合好的板坯組熱加工軋制成材的一種特厚板生產工藝[3]。利用該工藝可以解決極厚鋼板用大厚度原料制備產出率低、能耗高等一系列技術難點,可生產優質坯料厚度500~900 mm。相比其他特厚板生產工藝,焊接復合連鑄板坯技術有如下特點:
1)焊接是在高真空中進行,焊接熱變形小,焊縫的化學成分穩定且純凈,接頭強度高,焊縫質量高,可獲得深寬比大的焊縫,焊接厚件時可以不開坡口一次成形,且不會造成金屬氧化。
2)具有原料來源穩定、生產組織靈活、效率高、成材率高、能耗低、環境友好等優點。
3)復合界面處結合致密,比原始中心偏析缺陷位置更容易焊合,并且原始中心偏析位置調整到整個坯厚的1/4處,軋制時的變形更容易將其消除。
濟鋼2011年通過自主研發成功開發焊接復合連鑄板坯生產制造工藝及裝備技術并實現工業化應用和生產。濟鋼利用該技術生產鋼板單重最大到45 t,300 mm厚度S460NL級別鋼種被成功開發,能夠滿足Z35厚度方向性能要求;200 mm容器鋼板P355NL、250 mm結構鋼板S355K2和S355NL等通過CPD/PED取證檢驗。至2012年9月份,濟鋼已利用該工藝生產鋼板1萬余t,成材率達到85%以上,綜合探傷合格率95%以上,產品出口美國、德國、日本、科威特、澳大利亞、比利時、荷蘭等多個國家,廣泛用于重型機械、高層建筑、壓力容器、海洋風塔等裝備制造行業[4]。
鋼板采用同爐次坯料復合,復合后全厚度方向成分偏差很小,200 mm厚S355J2+N鋼板不同厚度部分C、Mn成分分析結果見圖3和圖4,完全滿足相關標準規定。

圖3 200 mm S355J2不同厚度部位C成分變化

圖4 200 mm S355J2不同厚度部位Mn成分變化
通過光學顯微鏡來觀察,極厚鋼板原始復合界面痕跡完全消失,復合界面位置微觀組織和基體完全相同,見圖5[5]。
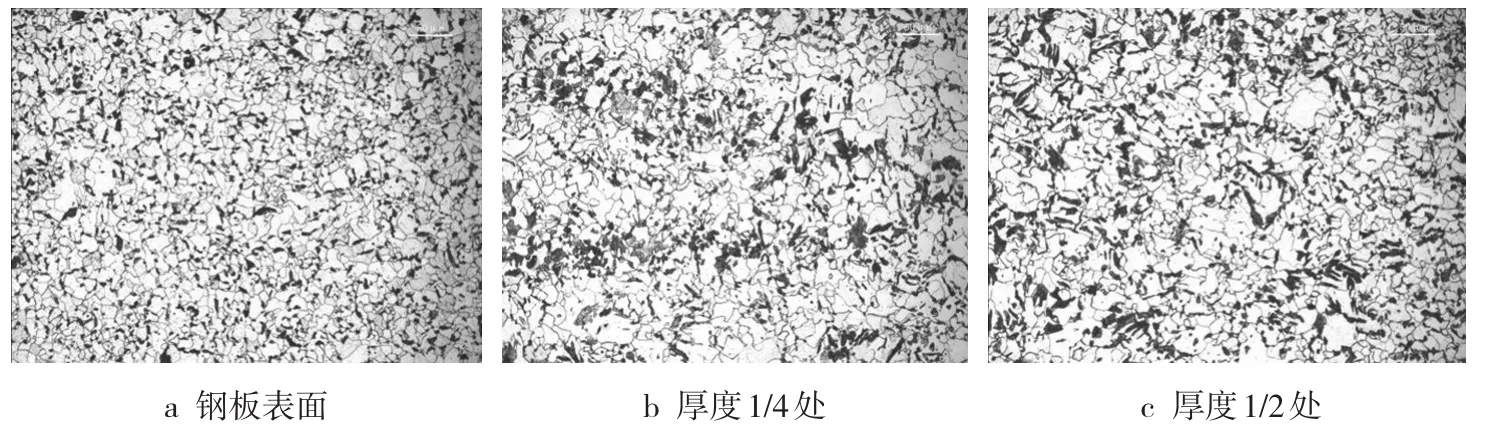
圖5 300 mm S460NL不同厚度部位金相組織對比
300 mm厚S460NL鋼板Z向拉伸斷面收縮率都遠超Z35,大部分都在60%以上,所有試樣斷裂位置均不在原鑄坯復合界面處(見圖6,圖中試樣上3個黑點分別標記厚度1/4處、厚度中心及厚度3/4處),說明復合界面處結合強度較高。利用該工藝生產的鋼板原結合界面處與其他位置比較韌性指標基本保持一致,各點的試驗結果見圖7(V型夏比試樣)。

圖6 300 mm S460NL鋼板試樣Z向拉伸前后對比

圖7 220 mm厚S355NL不同厚度部位不同溫度沖擊變化
濟鋼利用連鑄坯真空焊接復合疊軋技術生產的各類特厚鋼板,性能優良,完全符合標準和用戶要求,可滿足各類高性能極厚鋼板的生產要求。
2.3 大厚度連鑄板坯
連鑄與模鑄相比,雖然具有工藝流程短、系統節能、成材率高等優點,但受到技術和裝備方面的限制,生產特厚板時壓縮比不夠。近年來,為了適應150 mm以上特厚板材生產,滿足增加壓縮比的要求,國際上研發了多臺厚度達400 mm的超厚板坯連鑄機,如德國Dillingen厚板軋機使用的連鑄坯的厚度可達400 mm,最大寬度2 200 mm,坯料的最大單重可達37 t;日本新日鐵的Nagoya厚板廠則使用了最大厚度400 mm、最大寬度2 360 mm的連鑄坯,可生產最大厚度300 mm的普通特厚板以及最大厚度達200 mm的高強度特厚板,該廠還預留有可生產最大厚度600 mm連鑄坯的能力。在我國,首秦、興澄特鋼等都企業近兩年都建設了大厚度連鑄坯生產線,設計可生產坯料最大厚度都達到了400 mm。
連鑄板坯用于特厚鋼板生產,可期短制造工藝時間周期。舞陽鋼廠經過多輪次試驗,以連鑄坯替代模鑄扁錠軋制厚度130~150 mm的鋼板,成材率比模鑄提高15%,達到88%以上;用連鑄坯軋制可大大降低加熱能耗和費用。以300 mm厚連鑄坯為例,其軋制前加熱時間是4.5 h;而模鑄生產對應的扁錠加熱時間需要10 h以上。
開發大厚度板坯連鑄設備的主導思想是,在應對多品種規格小批量的訂單時相對于模鑄法和連鑄法有更高的質量和更高的生產率。其關鍵點是高生產率且有高的品種規格變化應對能力,具有與模鑄板坯相當或更高的鑄壞質量。為此將鑄造裝置改為立式,在鍋爐、壓力容器用鋼板、高強度鋼板等高質量特厚鋼板制造方面,實現了采用連續鑄造方法并軋制成鋼板保探傷最厚至200 mm的鋼板。對于重視板厚及強度的普通特厚鋼板,在400 MPa級下可穩定地制造至300 mm厚度。
采用高形狀比(實際最大形狀比為0.52)軋制方法制造板厚195 mm的鋼板,板坯厚度400 mm的SB480鋼板生產工藝如下:轉爐冶煉→RH脫氣處理→特厚板坯連鑄工藝(板坯厚度400 mm)→高形狀比控制軋制→正火處理。
表1示出了SB480鋼板實際化學成分,表2示出了力學性能試驗結果(試樣進行625℃×3.45 h×4次的消除應力退火)。

表1 SB480鋼板化學成分 %
抗拉試驗和夏比沖擊試驗的結果表明,在鋼板的厚度方向上拉伸及沖擊性能沒有太大差異,顯示出了良好的性能均勻性。圖8為1/4板厚處及1/2板厚處的微觀組織。驗證了特厚板坯鑄造方法生產的特厚SB480鋼板有良好的質量。

表2 SB480鋼板的力學性能
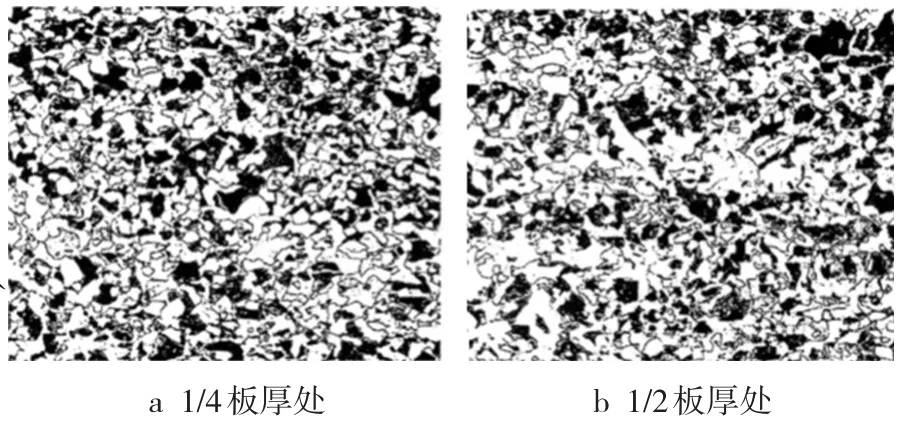
圖8 SB480鋼板金相組織 ×100
2.4 單向凝固坯料
單向凝固指的是在凝固過程中采用強制手段,在凝固金屬和未凝固熔體中建立起沿特定方向的溫度梯度,從而使熔體在型壁上形核后,沿著與熱流相反的方向,按要求的結晶取向凝固的技術[6]。采用單向凝固技術可以較好地控制凝固組織的晶粒取向,消除橫向晶界,獲得柱狀晶或單晶組織,能夠消除普通大鋼錠中存在的二次縮孔和V形偏析,大大減少了倒V形偏析,可得到均勻致密的鋼錠,圖9所示為常規模鑄與水冷模鑄殘余熔體模量的有限元仿真模擬效果。用單向凝固法生產的特厚鋼板,具有較高的純凈度、優良的綜合性能,能夠消除鋼板各向異性,具有良好的抗回火穩定性、焊接性和加工性,是極厚鋼板一種經濟、簡便、高質量的原料生產方式[5]。
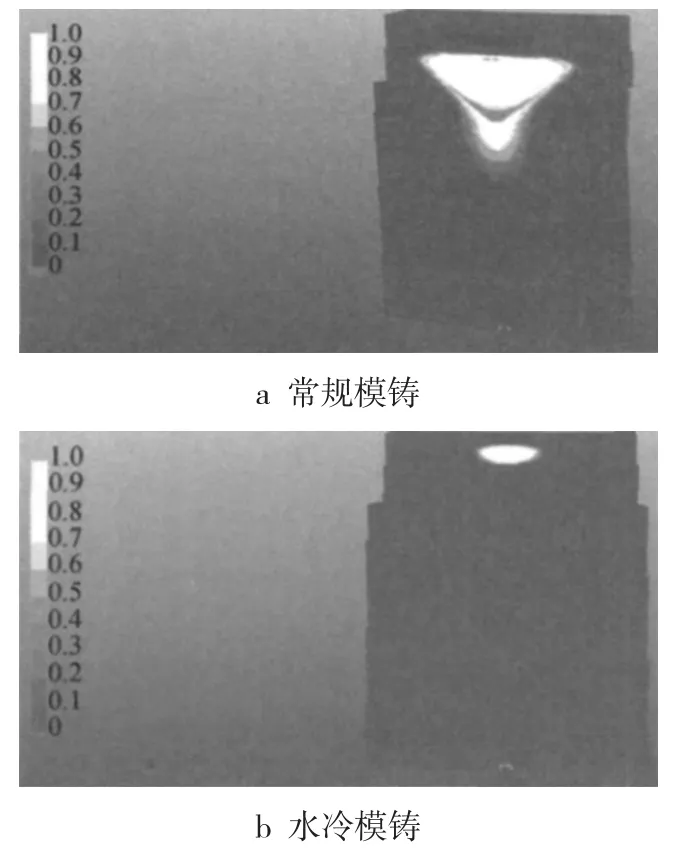
圖9 不同冷卻方式時鑄錠殘余熔體模量的模擬效果
采用單向凝固法生產大鋼錠,不經過預鍛造或開坯就可直接制造出大單重特厚板。采用單向凝固法已實際生產出最大達80 t重的鋼錠。大量的實驗結果表明,單向凝固特厚鋼板綜合性能良好,不但有良好的強度和韌性匹配,而且性能均勻,各向同性。特別是板厚方向的性能特別優異,是優異的抗層狀撕裂鋼(Z向鋼)。
南陽漢冶特鋼自主研發了新型水冷鋼錠設備和技術,該工藝以熱傳導率高、熱穩定性好的結晶器銅板作為錠模,外部通過循環冷卻水對銅板錠模進行冷卻,改變了原有錠模僅依靠輻射散熱的方式,提高了熱傳導系數;鑄模內腔形狀為倒置的近錐臺形,在凝固過程中對鑄錠產生一定的擠壓作用,錠模設有側邊擠壓機構,將氣隙縮小使鋼錠組織致密;通過調整氣隙間距調整熱傳導系數,可澆鑄高碳及高合金鋼鋼種系列厚板坯。澆鑄錠型大小可無級調整,提高了產品的成材率。
通過該技術,南陽漢冶特鋼設計并建設了國內外第一條工業化新型鋼錠特厚板生產線,年生產該類鋼板能力20萬t以上,其產品已應用于國內外40余家大中型重工企業。可以生產各類100~420 mm厚鋼板,其中抗層狀撕裂(Z向)性能達到Z35級別,內部質量滿足JB/T 5000.15—2007標準要求。
采用48~50 t鋼板結晶器水冷模澆注平均厚度為980 mm的水冷鋼錠,單重48 t,軋制生產400 mm厚Q345E共20批,性能指標均達到了400 mm厚Q345E標準要求,性能合格率100%,三級探傷合格率80%以上。其鋼板實物性能水平見表3[6]。

表3 400 mm厚Q345E鋼板實物性能水平
試驗結果表明,軋制比對鋼板的力學性能有明顯的影響。普通連鑄坯,當壓下比<3時,力學性能明顯惡化,Z向斷面收縮率大幅度降低;而單向凝固鋼錠,當壓下比<2.5時,板厚方向的斷面收縮率仍可達60%以上,表明單向凝固特厚鋼板具有良好的各向同性和優良的力學性能。
3 極厚板用原料的冶金技術
由于大單重極厚鋼板的性能要求嚴格且具有特殊性,就必須有高壓縮比的高質量極厚坯料作保障,這就首先要求不論何種生產方式,使用何種坯料,必須在冶煉階段就采取強化措施,通過預處理脫硫、脫磷,通過鋼包精煉脫氣,得到純凈的鋼水。
1)鐵水應脫硫至0.002%以下,脫磷至0.005%以下。此外,為了避免回火脆性,還要盡量減少Sn、As、Sb等雜質元素。
2)C是影響低溫沖擊的最顯著的元素,針對厚規格E級鋼板,可以適當降低C含量;同時控制連鑄坯的中心偏析,均有利于提高沖擊韌性。
3)煉鋼需要采取低氫冶煉法,經鋼水罐脫氫處理后,含氫量應減少至0.7×10-6,鑄錠中也要嚴格控制吸入氫量在0.2×10-6以下。
4)為了防止產生氫氣內部缺陷,板坯和鋼板均需脫氫熱處理過程。為了密實內部疏松,對鋼錠進行鍛造和大壓下,并配有室式加熱爐和熱處理爐。
5)由于氫氣與裂縫會導致內部質量惡化,因此必須采取精煉措施來提高鋼水純凈度,采用鋼水RH、VD、DH、流滴等脫氣方法來徹底脫去氫氣。煉鋼氫含量通常達(3~5)×10-6,脫氣處理后可達到(1~2)×10-6。
6)在特厚鋼板生產過程中,如果板坯內氫氣擴散不充分,板厚中心部位集結氫氣后會很容易產生內部缺陷(白點)。對此,有些鋼種的板坯生產后采用保溫爐及緩冷坑等進行脫氫熱處理。即緩冷后需將板坯在200℃以上裝入熱處理爐內,在650℃溫度下保持一定時間,退火時間視含氫量而定。
7)鋼錠錠型和鋼種對偏析的影響也很大,應嚴格控制切去頭尾量。
4 極厚鋼板軋制技術發展
為了適應大寬度、極厚鋼板等生產與質量等用戶需求要求,各國的中厚板生產得到了很大的發展,許多新的工藝如控制軋制和控制冷卻技術被廣泛使用,軋制設備能力和水平得到了很大的提高。
4.1 軋機尺寸日漸增大。
1)軋機能力不斷增大。控軋工藝要求在溫度較低的情況下軋制,使得軋制力大為增加,現代厚板軋機的最大軋制力已經超過100 000 kN。在這樣大的軋制力下為了保證板形,軋機的剛度系數也大為提高,目前軋機的剛度系數已達到10 000 kN/mm。為了提高生產效率,世界上許多廠家已經采用雙機架軋機或者預留了第二架軋機。
2)目前厚板軋機普遍采用閉口式牌坊,4 000 mm級以上軋機牌坊的制造都有較大困難,通常采用整體鑄造或分塊鑄造后焊接來制造毛坯。50 000 mm的軋機牌坊毛坯可重達600 t。牌坊的剛度系數是將來影響產品質量的重要因素,剛度系數越大則板形越容易保證。目前軋機牌坊的剛度系數已經能達到10 000 kN/mm以上。
3)為了保持軋機的橫向剛度,目前5 m軋機和5.5 m軋機的支撐輥直徑達到2 400 mm,這樣大的輥徑對保證板形非常有利。
4)為了適應大單重的鋼錠、鍛制坯、特厚板坯或復合板坯的軋制,來加工滿足極厚鋼板的生產,厚板軋機目前的開口度一般精軋機在500 mm左右,粗軋機則在1 000 mm以上。
5)厚板軋機采用電液組合壓下系統。在軋制過程中由于快速的大壓下,故在大行程的調整中用電動壓下,精確的壓下用液壓壓下。橋梁建筑用鋼板中有一類是變斷面鋼板,即鋼板沿長度方向厚度是變化的,生產此類鋼板需要在軋制過程AGC能夠帶負荷壓下。
4.2 特厚板的軋制技術特點
對于厚度在80 mm以上級別的鋼板,由于壓縮比的問題,導致低溫沖擊韌性較低,需要從化學成分、軋制、冷卻等方面著手。
1)極厚鋼板對產品質量和性能有嚴格要求,消除鋼板內部疏松、偏析、氣孔,充分擴散鋼板內氫氣,保證內在質量和力學性能,壓縮比需要達到2.0以上,考慮韌性和壓延力學性能等因素時壓縮比要達1.5~3.0。此外,如果對其橫向性能有特殊要求,還應嚴格設計坯料尺寸和展寬量。
2)一般在軋制厚度>120 mm厚板時,為保證獲得良好的低倍組織,在總壓下率≮40%的情況下,軋制變形時,軋件表面與中心溫度梯度要控制在300℃左右,變形系數不得<0.37。
3)由于受到厚度的限制,軋制階段的安排比較重要,選擇合適的待溫厚度要同時兼顧生產和性能兩個方面。從沖擊韌性的角度看,一階段的高溫低速大壓下對于100 mm及以上規格的厚板特別重要,要有足夠的壓下滲透;對于E級高性能沖擊鋼板,二階段的壓下量盡可能達到50%,特別是保證鋼板展寬后縱軋階段的有效壓下量,是提高沖擊韌性的關鍵因素。
4)低速大壓下工藝能夠使厚板中心部發生變形,充分壓合孔隙。低的軋制速度能促進孔隙擴散、接合,有利于孔隙的消減。軋制極厚板時,一般要求軋制速度控制在10~20 r/min。低速大壓下軋制是防止各種缺陷的一種有效的軋制方法。
5)由于受厚度的限制,厚板的強冷會出現表面過冷嚴重的情況,一般采用前期強冷,后期慢冷的間斷式冷卻策略,快速冷卻至目標溫度,細化組織,提高鋼板的沖擊韌性。
5 極厚鋼板熱處理設施與技術
極厚鋼板對表面質量有著很高的要求,不同的鋼板對機械性能也都有特殊的要求,需要進行緩冷、保溫冷卻以及熱處理等。熱處理方式有正火、回火以及調質處理、Q+T組織控制技術等不同方式,對鋼板的傳送、矯直和切割等也有特殊要求。
1)極厚板或特厚板生產設有收集裝置,厚板火焰切割裝置,通常設有加熱緩冷坑4~6個,車底式熱處理爐1座或2座,機械化室式熱處理爐6~8座,輥底式常化爐1座及調質處理線1條,以適應極厚板或特厚鋼板熱處理的要求。舞鋼4 200 mm厚板廠在厚板處理區配置車底式熱處理爐2座,機械化室式熱處理爐8座;寶鋼5 000 mm厚板廠配置車底式熱處理爐2座。
2)極厚板或特厚板軋后必須進行緩冷處理,主要是為了防止鋼板表面和中心的溫度差引起裂紋,使軋制組織均勻化,脫除鋼板中的氫,防止針狀鐵素體的存在影響探傷檢查等。緩冷方式有堆垛緩冷、緩冷坑緩冷和緩冷罩緩冷等方式。緩冷坑的保溫效果較好,通常為了監視鋼板在坑中的緩冷狀況,還裝有溫度檢測、燒嘴等裝置;緩冷罩緩冷是將鋼板放在隔熱的平臺上,然后在其上面蓋上罩子,緩冷罩一般用鋼板制造,內涂可鑄不定型耐火材料等來保溫。
3)在各種熱處理方式中,無氧化或少氧化控制技術是保證鋼板表面質量的關鍵。正火、回火處理通常在輥式爐、車底式爐或外部機械化室式爐中進行;淬火采用浸淬方式,將特厚鋼板浸入淬火池中進行淬火。但大單重特厚鋼板淬火或調質后的變形問題,一直是提高特厚鋼板質量的難題,需配置大壓力的矯平機進行處理。
6 結語
毫無疑問,極厚板或特厚板是高質量、高性能、高標準的特殊中厚板材,某些品種屬于戰略物資。它的生產對裝備技術、冶金技術與軋制技術提出了很高的要求,不僅關系到一個企業的技術創新水平和產品競爭能力的高低,也代表了一個國家的大型或超大型結構的建造能力水平,是一個國家冶金工業水平的標志。
面對當前及今后一段時間內市場持續低迷,鋼鐵產能嚴重過剩,產品同質化競爭激烈格局,以及應對質量、成本、效率、環保、品種和技術方面的挑戰,中厚板生產企業必須在品種結構的優化方面做足文章,在實物質量提升上下足功夫,在高端板開發上大力創新,加強對鋼軋一體化與工藝流程的整合與優化,淘汰落后,努力開展新技術、新工藝、新裝備的研發與應用,加強對先進技術的消化吸收,重視實踐經驗的總結與二次創新,提高技術的集成度,形成具有核心競爭力的工藝技術,推動我國寬厚板生產的技術和裝備取得持續的進步,保持和提升產品的競爭力。
[1] 傅恤志.鑄鋼和鑄造高溫合金及其熔煉[M].西安:西北工業大學出版社,1985:171-176.
[2] 安閣英.鑄件形成理論[M].北京:機械工業出版社,1992:151-152.
[3] 胡漢起.金屬凝固原理[M].北京:機械工業出版社,2000:1.
[4] Sun Weihua,Zhao Qian,Cui Jian,etal.Application of Heavy Steel Plate by Cladding Rolling[C]//the 15th International Conference on“Advances in Materials and Processing Technologies(AMPT 2012),Wollongong,Australia:2012.
[5] 劉鵬,劉坤,馮亮花.定向凝固技術的發展及在特厚鋼板生產中的應用[J].鞍山科技大學學報,2007(5):473-477.
[6] 唐鄭磊,楊東,張濤,等.400 mm特厚低合金結構鋼Q345E的研發[J].鋼鐵研究,2012,40(3):53-56.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
