低地板司機室組焊工藝
2013-07-13 08:54:50陳江舟丁潔瓊彭劍葛懷普
鐵路技術創新 2013年6期
關鍵詞:檢測
■ 陳江舟 丁潔瓊 彭劍 葛懷普
陳江舟:南車南京浦鎮車輛有限公司,工程師,南京 江蘇,210031
丁潔瓊:南車南京浦鎮車輛有限公司,工程師,南京 江蘇,210031
彭 劍:南車南京浦鎮車輛有限公司,助理工程師,南京江蘇,210031
葛懷普:南車南京浦鎮車輛有限公司,工程師,南京 江蘇,210031
目前,軌道車輛司機室骨架結構主要有無底架開放式和有底架封閉式兩種。開放式司機室結構簡單,有利于車輛輕量化,但組焊后外輪廓尺寸不易控制,吊運過程中容易變形;封閉式司機室結構復雜,外輪廓尺寸易于保證,吊運過程中不易變形。杭州地鐵1號線、蘇州地鐵1號線、南京地鐵10號線與深圳地鐵4號線等軌道車輛的司機室結構采用有底架封閉式結構。低地板有軌電車司機室采用有底架封閉式結構,這種結構較復雜,給司機室制造帶來一定困難。
1 司機室結構簡介
低地板有軌電車司機室為全碳鋼焊接結構,由鋼板成型后組焊而成,司機室有底架封閉式結構主要由底架、防撞梁、門立柱與車頂組成(見圖1)。
2 司機室制造工藝分析
低地板有軌電車司機室與南京地鐵10號線軌道車輛的司機室骨架結構類似,車體連掛方式也大致相似,是與車頂安裝座和底架端梁通過螺栓相連。
根據制造、運用質量問題統計分析和過程失效模式及影響分析(PFMEA),司機室組焊及連掛時出現的問題如下。(1)司機室連掛面與底架端梁、車頂安裝座貼合不嚴、間隙大,即司機室或車體連掛面的平面度可能超差;(2)司機室的連掛螺栓孔與車體的連掛螺栓孔對不齊,導致連掛失敗;(3)司機室骨架與外接設備(玻璃鋼面罩、門、車鉤、防爬器等)裝配存在問題。
針對低地板有軌電車司機室組焊問題,采取相應工藝措施:一是制作司機室連掛面整體樣板。整體樣板采用機加工制作,保證整體樣板平面度和連掛孔位置相對;司機室總成時,采用樣板組裝焊接,交檢時采用樣板檢測。二是采用分解模塊化方式。將司機室分解成4大模塊分別進行組焊后,再將4大模塊組合進行司機室總成組焊,提高了生產效率和質量,將司機室焊接變形分解到各個模塊進行控制,有效控制了部件尺寸和質量。三是嚴格執行過程控制。在底架、防撞梁、車頂、門立柱組焊完成后,對其進行檢測,不合格部件不得進入司機室總成。四是司機室總成、檢測完后,采用樣板對司機室外接設備安裝座進行空間定位和組焊,保證外接設備順利安裝。
3 司機室模塊化組焊工藝
司機室組焊采用模塊化工藝,將焊接變形分解到各個模塊上進行有效控制,既可節約時間、增加效率,又可保證質量。司機室組焊分為防撞梁、底架、車頂、門立柱和司機室總成5道工序。
(1)防撞梁(見圖2)組焊。防撞梁位于司機室前端,碰撞時起緩沖吸能作用。模塊重點控制后端寬度、上平面的平面度、外側面的外輪廓度。組焊中與組焊后采用外輪廓樣板檢測外輪廓度,采用檢測平臺檢測上平面的平面度。組焊完成后按圖紙尺寸對部件進行檢測,合格后進入下道工序。
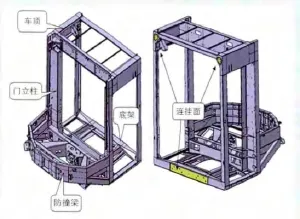
圖1 司機室有底架封閉式結構組成

圖2 防撞梁
(2)底架(見圖3)組焊。司機室底架由車鉤安裝座、防爬器安裝座、端梁、橫梁和縱梁等小部件組成,先將各小部件組焊好后再進行底架的總組焊。底架位于司機室下端,起承載支撐作用。模塊重點控制2個防爬器的安裝座位置、車鉤安裝座與防爬器的安裝座位置、端梁連掛面的平面度和對中。組焊中與組焊后采用樣板檢測各小部件的形位公差,采用檢測平臺檢測平面度與高度。組焊完成后按圖紙尺寸對部件進行檢測,合格后進入下道工序。
(3)車頂(見圖4)組焊。司機室連掛座與車頂安裝座采用螺栓連接。模塊重點控制司機室車頂的2個安裝孔間距及車頂上下平面的平面度,其對司機室連掛至關重要。組焊中與組焊后采用樣板檢測各部件的形位公差,采用檢測平臺檢測平面度與高度。組焊完成后按圖紙尺寸對部件進行檢測,合格后進入下道工序。
(4)門立柱(見圖5)成型和組焊。司機室有4根門立柱,焊接工作量較小,模塊重點控制折彎成型后的尺寸。

圖3 底架

圖4 車頂

圖5 門立柱
(5)司機室總成。司機室總成是將防撞梁、底架、車頂、4根門立柱與連接件等模塊組焊成一體,保證其尺寸和質量至關重要。以司機室車頂和底架連掛等外接設備接口作定位基準,采用一體化工裝進行司機室總成組焊,將司機室車頂連掛安裝座與司機室端梁采用螺栓固定在一體化工裝上,保證連掛面尺寸精度。組裝完成后進行檢測,合格后施焊。焊接采用對稱焊,焊后待司機室完全冷卻后松開夾具。
司機室骨架上安裝有很多外接設備,外接設備通過連接件與司機室骨架相連,因此對連接件的定位尺寸要求較高。為避免司機室焊接變形影響連接件定位尺寸,連接件焊接在司機室總成工序之后,其焊接對司機室影響較小,并能滿足外接設備的準確安裝。
司機室總成完成后,對司機室整體尺寸進行測量,測量在水平檢測平臺上進行,待檢部位處于自由狀態下。重點關注部位是與司機室骨架連掛的接口尺寸(車頂接口尺寸、底架接口尺寸、側門接口尺寸、車鉤和防爬器接口尺寸、玻璃鋼面罩接口尺寸)。
4 結束語
低地板有軌電車司機室涉及到的零部件有上百種。從單件到小部件再到大部件,直至司機室總成,需要進行大量焊接,整個司機室為全焊接結構。因此,司機室各部件因焊接變形導致出現的外輪廓尺寸嚴重超差和外形扭曲問題,給司機室與外接設備的連接帶來困難。
通過對司機室及其各部件的分析,總結出一套模塊化組焊工藝,在保證焊接質量的同時,實現了對司機室及其部件的焊接變形精確控制,保證了司機室各部件的裝配尺寸和司機室的外輪廓尺寸。
[1]王炎金. 鋁合金車體焊接工藝[M]. 北京:機械工業出版社,2011.
[2]于紅,宋興華. CRH380BL型高速動車組司機室模塊化組焊工藝[J]. 金屬加工,2012(2):50-52.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
