薄壁軸承內(nèi)圈溝道的逃逸磨削方法
2013-07-21 01:51:26王長(zhǎng)峰
軸承 2013年11期
關(guān)鍵詞:變形
王長(zhǎng)峰
(洛陽(yáng)軸研科技股份有限公司,河南 洛陽(yáng) 471039)
軸承套圈磨削有多種方法,但對(duì)于薄壁套圈卻一直沒(méi)有尋求到有效的解決方案。這是由于薄壁套圈剛度太低,無(wú)論夾持還是加工,略微施加載荷都容易導(dǎo)致變形,難以保證工藝要求的尺寸與形位精度,因此薄壁套圈的磨削加工始終是軸承制造中的一個(gè)難點(diǎn)。
1 常用磨削方法
對(duì)于薄壁內(nèi)圈溝道,常用磨削方法有“支徑磨溝”(支承內(nèi)徑磨削內(nèi)溝)、“支溝磨溝”(支承內(nèi)溝磨削內(nèi)溝)和“支邊磨溝”(支承擋邊磨削內(nèi)溝)等。以“支徑磨溝”為例,其磨削原理如圖1所示。磨削中內(nèi)徑的加工誤差會(huì)復(fù)映到內(nèi)溝上;前、后支承使工件中心與砂輪中心基本上處于同一水平面上,工件直接承受砂輪進(jìn)給的切削力。當(dāng)進(jìn)給量過(guò)大,超過(guò)工件的變形抗力時(shí),導(dǎo)致工件產(chǎn)生變形,造成工件尺寸、圓度等精度很難控制。實(shí)際加工中,要求操作工具有很高的技能水平和豐富的實(shí)踐經(jīng)驗(yàn),一般需以1 μm的微進(jìn)給量反復(fù)進(jìn)給磨削,若一次進(jìn)給量過(guò)大,就有可能造成廢品,而且加工效率很低,以內(nèi)徑約100 mm的內(nèi)圈為例,班產(chǎn)只有10件左右。
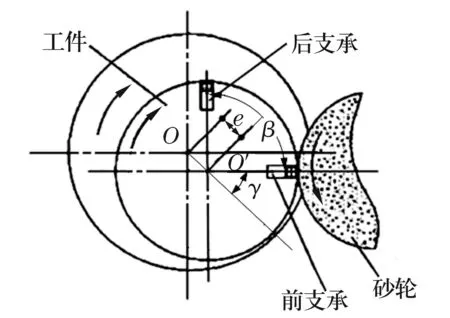
圖1 支徑磨溝原理示意圖
2 逃逸磨削法
經(jīng)過(guò)多次試驗(yàn),摸索出一種特別適用于薄壁內(nèi)圈溝道加工的“逃逸磨削法”——即在砂輪進(jìn)給量大時(shí),工件受到擠壓變形時(shí)能夠自動(dòng) “逃逸”,不僅可確保加工精度,而且還能顯著提高加工效率。
逃逸磨削法的關(guān)鍵是將工件支承設(shè)置成1個(gè)內(nèi)支承結(jié)合1個(gè)外支承的聯(lián)合成角支承,如圖2所示。前支承為內(nèi)支承,偏心處于第1象限,支承角α=15°~20°,偏心量e=0.15~0.30 mm(取此范圍時(shí),工件的壁厚差精度較高)。(2)后支承為外支承,偏心處于第4象限,兩支承夾角β=30°~45°。
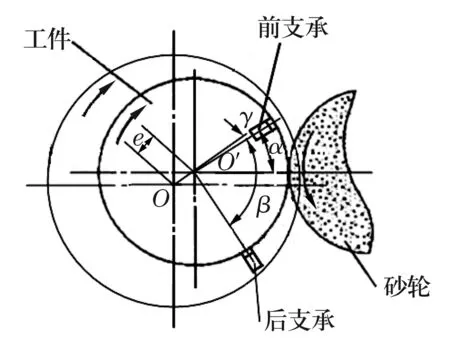
圖2 逃逸磨削法原理示意圖
逃逸磨削法工作原理:當(dāng)砂輪進(jìn)給磨削工件時(shí),若切削力超過(guò)電磁無(wú)心夾具的夾持力,工件將脫離第4象限的外支承,避免砂輪擠壓而造成變形,仍保持原形狀。隨著磨削至一定尺寸,工件又回落至外支承進(jìn)行正常磨削。如此重復(fù),直至磨削到所要求的尺寸。
3 改進(jìn)效果
采用逃逸磨削法,由于工件在磨削中能夠自動(dòng)“逃逸”避免變形的影響,因此能夠達(dá)到很高的加工精度,廢品率大幅降低。又由于不用考慮砂輪進(jìn)給量過(guò)大的問(wèn)題,不僅一般操作人員即能完成,而且同樣的工件,班產(chǎn)由過(guò)去的10件提高到50件左右,加工效率提高約5倍。目前,這一磨削方法已在2種材料(不銹軸承鋼9Cr18和高碳鉻軸承鋼GCr15)多個(gè)產(chǎn)品(包括薄壁軸承外圈的“支溝磨徑”)中得到驗(yàn)證和推廣,效果十分明顯,很好地解決了薄壁軸承套圈難以加工這一問(wèn)題。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36