膠刮在玻璃網印中的選擇及應用
2013-07-23 15:29:20吉美橡塑有限公司丁國強
網印工業 2013年3期
吉美橡塑有限公司 丁國強

膠刮在網印中的使用,既是一門科學,也是一門技術,只有認真理解和掌握它,才能提高網印質量。隨著經濟的發展和生活水平的提高,玻璃網印在許多行業開創了既美觀節能又安全環保的新領域,如家電玻璃、汽車玻璃、建筑玻璃、裝飾玻璃、工藝玻璃、儀表LED、觸摸屏、液晶、戶外LED等玻璃深加工行業。玻璃網印需要各種不同設備、輔料及工藝,這里單講膠刮在玻璃網印中的作用。
膠刮在玻璃網印中的作用主要體現在以下4個方面:
1.膠刮以合適的角度,在最佳壓力下與承印物均勻接觸。
2.保證絲網與承印物表面相適應,在充墨區讓承印物附著色。
3.最佳壓力讓油墨過網印刷。
4.刮掉網版上的油墨,進行二次印刷。
不管是高中低檔玻璃印刷、手工印刷,或用幾十萬、幾百萬的設備進行印刷,最后看的是印刷質量、網點圖案清晰度、精細立體感。膠刮是印刷中的重要環節之一、怎樣選擇及正確使用膠刮,直接關系到網版印刷的質量。所以膠刮東西不大、價值不高,在玻璃網印中卻是至關重要的。
沙河、洛陽、滕州、勝芳這4個印刷工業園以前大部分用TDI低檔產品,硬度也不規范。現逐漸向中高檔膠刮轉移。
沙河以河北利鋼玻璃為代表,用的就是最高檔HQ60*9產品,且已使用多年。60*9型產品可以多切幾次,使用時間長、成本低,1條等于3條。
大唐玻璃2009年因為印品質量問題邀請我去工廠。膠刮低劣、網布絲光欠佳,印不出網點,都是買的高價次貨,75°膠刮不到68°,因網布問題,網版模糊,改用吉美中檔膠刮,AA 75°,很輕松就解決了問題。為了逐步提高印品的檔次,現選用HQ系列75°膠刮。
滕州一企業用的油墨,稀釋劑的腐蝕性大,所以必須采用高品質膠刮,在使用HQ系列膠刮后印品質量大大提高,受用戶認可。
還有像洛陽玻璃用的膠刮,價格應該在1000元/米,價格太昂貴了,印刷效果、質量固然好,可與飛馬HR、吉美HQ的印刷效果基本一樣。
下面簡單介紹一下膠刮的分類以及當下市場狀況:
膠刮分為3類:橡膠膠刮、金屬膠刮、聚氨酯膠刮(俗稱牛筋刮刀,分為TDI、MDI、NDI),國內生產膠刮前幾年都是TDI低檔膠刮。
MDI膠刮以環保、耐用著稱,出口免檢,這系列的代表,國內只有吉美HQ是這類產品,但不是中國原料,法國飛馬二代HR也是這類產品,2種膠刮的原料都是英國的產品。使用時既耐溶劑又耐磨,而且抗靜電,這種原料是加入了特種納米抗靜電劑的。使用壽命長、容易二次研磨。
NDI膠刮是最近幾年的新產品,具有強耐溶劑性。英國獨角獸、中國吉美均有此產品。
在低檔TDI膠刮階段,吉美從1991年建廠,5、6年間世界知名膠刮廠多次來吉美廠參觀考察。2006年吉美成為亞洲唯一代理,才打破了中國不能生產高檔MDI、NDI的歷史。至此,吉美產品全能化,包含了TDI、MDI、NDI全部膠刮類別,公司實現了與世界的完全接軌,擴大了出口份額。產品遠銷世界68個國家及地區,吉美膠刮享譽世界,為國內絲網印刷行業的發展做出了巨大貢獻,吉美的提高實屬不易。
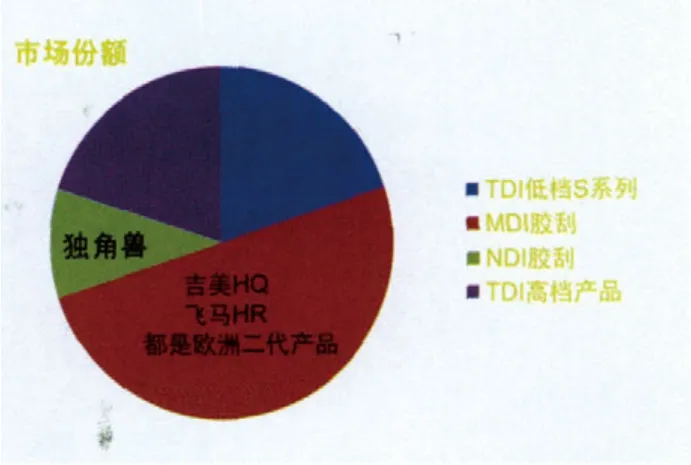
中國市場,尤其是玻璃印刷行業,膠刮用TDI低檔S系列,不環保、價格低、質量差,占一部分份額。TDI的高檔產品,吉美AA系列和飛馬SR系列,都是歐洲一代產品,占具一部分份額。MDI膠刮,吉美HQ、飛馬HR系列,占具一定市場。NDI系列,獨角獸有個別的用戶。
如何選擇好的膠刮呢?
我們通常從硬度、刀口、角度和化學性能4個方面考慮:
膠刮的硬度
常用膠刮的硬度范圍是55~95邵氏度
55°、60°、65°為軟性
70°、75°、80°為中性
85°、90°、95°為硬性
膠刮的硬度受時間和溫度的影響會有所變化。
我國南北方的氣候不同,在膠刮硬度選擇上也會有所不同。以長江為界,華南、華中、華北、東北在膠刮的硬度上都有區別。例如上海皮爾金頓,春夏秋用75°,冬天3個月用70°,最近一單200米就是70°,準備冬天幾個月用,這是華中;兄弟廠江門皮爾金頓,華南,春秋冬是75°,夏季3個月是用80°的;同一種印品,區域和溫度不同,硬度不同。上海翔實、洛陽鑫德這些知名企業用的也是75°。廣州福耀四季都是75°;北方哈爾濱力生,6個月用70°的,6個月用75°。由此可見,膠刮的硬度根據溫度變化而變化,對承印物的質量是必要的,選擇正確的硬度才能保證一年四季的印刷質量都達到最佳。
火封裝置供氣系統見圖2,首先打開氮氣管路閥門,對管道進行吹掃,20 s后火簾管氫氣管路閥門打開,火簾管道的氫氣被長明火引燃,調節至使噴出的火焰高度能封住爐口為限。
大家可以發現,南北方玻璃印刷用的膠刮硬度在75°上下浮動,這是玻璃印刷中常用的硬度。既實現了高精度印刷又不會損壞網版,所以75°膠刮也是玻璃印刷的理想硬度。
膠刮硬度測試中的注意事項

1.膠刮硬度的測試需要在25℃室溫下進行。
2.膠刮厚度必須在5mm以上才能測出正確硬度值。
3.在測定時選擇多個檢測點,最終以平均值為準。
4.膠刮硬度允許的誤差范圍為±2°。
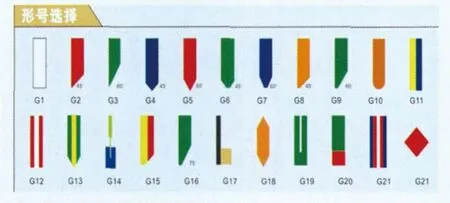
膠刮的刀口形狀和型號選擇
膠刮的刀口是切面角度而言。有直口、平口、異型等多種型號,共20種。玻璃印刷基本是用直口及三層式膠刮。最新高品質LED、LCD、觸控屏、導光板、面板、太陽能光伏的印刷用的都是骨架型膠刮。
膠刮的平直度
膠刮刀口形狀非常重要,平直度更關鍵,尤其是在大幅面印刷中。膠刮邊緣不直、變形,會導致壓力不均勻、圖像墨層厚度不一,尤其是在四色印刷中,這個問題更加明顯。在UV油墨印刷中如果膠刮老化很容易出現硬度不一、壓力不均勻的現象。所以在印刷中一定要保證刀口平直。
膠刮的印刷角度
膠刮印刷角度的大小,對透墨量有一定的影響,即膠刮印刷角度大透墨量少,印刷角度小透墨量就增多。這里有2個角度:
1.是膠刮本身的角度(指膠刮在垂直使用時的角度);
2.是膠刮在印刷過程中和承印物之間形成的角度。
操作者視透墨量的大小在不停地調整這個角度,這里沒有規定的相對角度,是根據自己的產品及設備材料操作而定。膠刮本身角度與膠刮和承印物之間角度相加即為膠刮印刷角度。經過技術人員實踐,大多數人認為把角度控制在70°~75°左右為宜。
膠刮的抗磨損和抗化學腐蝕性能
我們知道,膠刮在使用過程中要接觸油墨和溶劑,例如松油醇、環已酮、二甲基甲酰胺。膠刮接觸了油墨和溶劑后會發生不同程度的變化,從而影響膠刮的抗磨損、耐溶劑和抗化學腐蝕性能。玻璃網印通用稀釋劑為783慢干水,中國要選正規大廠。像白化水、開油水、橡膠水、2000、5000自身都不穩定,二甲苯、環已酮、丁酮、丙酮、二甲基甲酰胺、丙烯酸,腐蝕性大,必定用量微少。
然而,這2個性能很難定量化,至今仍然沒有這方面的測試標準。因此這就需要大家在生產中注意積累,對使用過的膠刮材料性能進行記錄歸檔和評價,這樣就可以建立一個資料庫,從而幫助決定針對某個印件選用哪種膠刮最好。另外還可以確定某種膠刮對特定油墨的使用壽命,然后定期研磨與更換。
2種特殊膠刮介紹
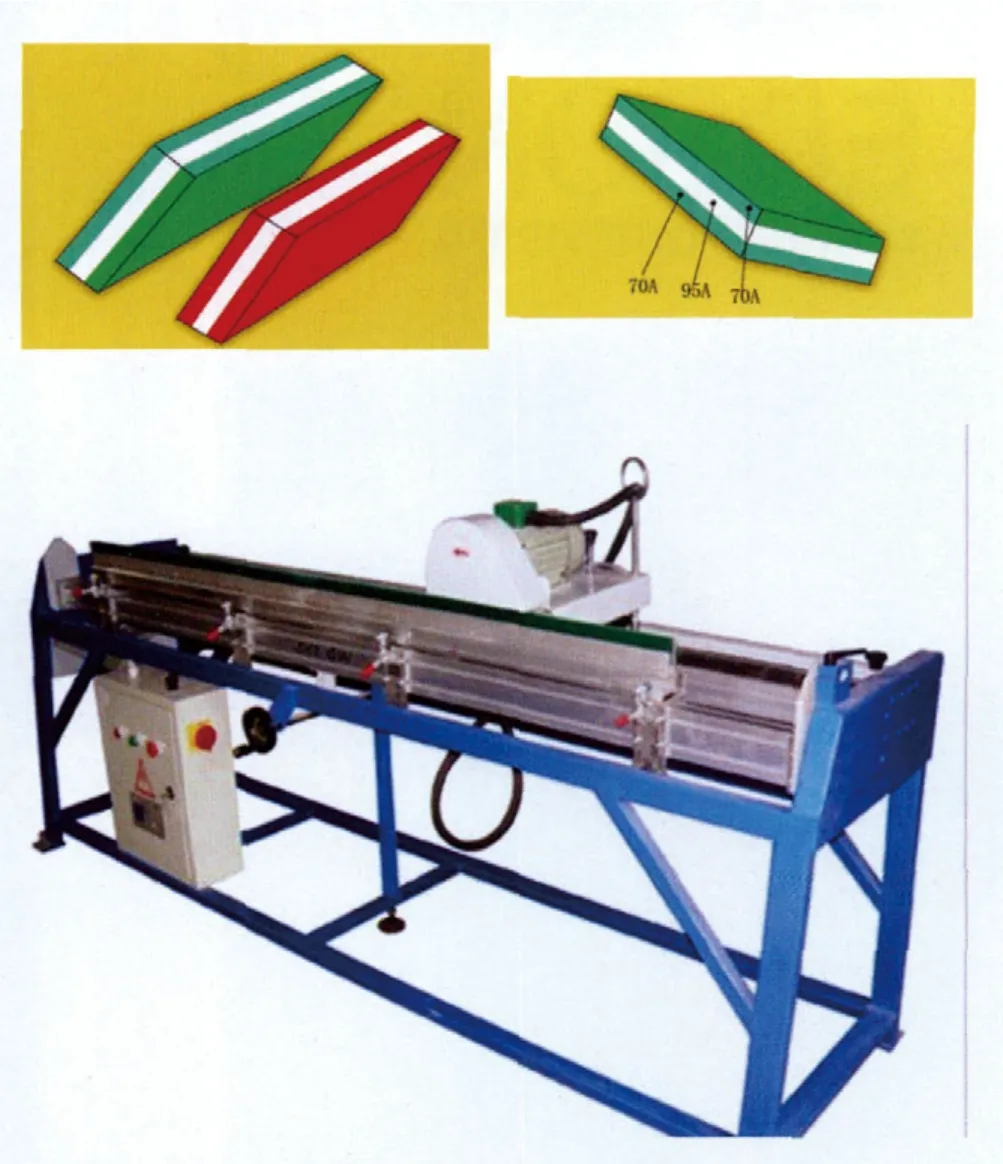
玻璃精密印刷所用三層式膠刮
由于三層式膠刮的獨特功能使得玻璃印刷在精密度、清晰度、印刷效果上有了明顯提高。三層式膠刮兩邊硬度低,中間硬度高,常用的三層式膠刮硬度有70/95/70、75/95/75、80/95/80。這種結構使得印刷時有較大壓力,能達到最佳壓力,有足夠的壓力使油墨過網,同時又不損壞網版。中間95°的部分起支撐作用,不接觸網版,這就是三層膠刮獨特的優越性。上海格樂平面印刷用的就是AA三層式膠刮,弧面玻璃印刷用的是80×9、75/95/75度弧面三層式膠刮,印刷效果甚佳。
這種結構使得印刷時有較大壓力,能達到最佳壓力,有足夠的壓力使油墨過網,同時又不損壞網版。中間95°的部分起支撐作用不接觸網版,這就是三層膠刮獨特的優越性。
模鑄膠刮
模鑄膠刮又稱玻璃纖維板膠刮,是進口專用原料、采用模鑄工藝研制生產而成。以玻璃纖維板做為中間支撐,刀口形狀更為精確多變,以適應高精度印刷需求。
模鑄膠刮表面平整、刀口鋒利、硬度均勻、擁有超強耐磨及耐溶劑性能。在印刷過程中保證了精密圖案的高清晰度及立體感,受到家電彩晶玻璃、觸摸屏及液晶玻璃行業的青睞。
如何解決印刷色差
膠刮的硬度要與印品的特點相匹配,并及時修復研磨,保持膠刮的銳度,從而保證使用時的耐磨性、耐溶劑性和抗熱性。質量好、品質高的膠刮保持銳度時間長,印刷次數多。在印刷過程中刮刀質量、角度、硬度、印刷壓力和印刷速度必須協調一致,控制不好就會造成色差,經驗豐富的操作員能調整控制好各個方面,從而選擇合適的膠刮并正確使用。
膠刮使用注意事項
膠刮的研磨和修整
1.國內有沙帶研磨機和砂輪研磨機,現已有半自動,自動研磨機,有2.3米大型砂輪研磨機。
2.手工印,可選用400目沙帶條,粘合在平臺上慢慢研磨,但只能使用承印物低檔印刷。
3.切削法好,國內外已有使用。德國THIEME(蒂姆)公司推出了新型的膠刮切割器,并獲得了專利,但投入太大,不實用。在國內,吉美也有自己的膠刮切割器,只要購買吉美產品就能二次切割。
膠刮的保養和儲存
要想最有效地發揮膠刮的性能還需要有效保養和正確儲存膠刮,以下是一些保養和儲存膠刮的常見注意事項。
·將膠刮平放而不能卷放,不能受壓,避光通風保存。
·組裝好的膠刮應該是膠刮朝上放置,膠刮刀口在存放過程中不得與任何東西接觸。
·使用過后的膠刮應該立即認真清洗,膠刮刀口上不能存有溶劑或油墨。
·雖然膠刮有抗溶劑性能,但是最好不要將其放在溶劑中浸泡,這會導致膠刮發生輕微膨脹,長久下去會喪失彈性。
·沒有裝配支撐的膠刮在使用后應該卸下來,并更換支撐方向,以防發生永久性變形。
·最好兩把膠刮輪流使用,膠刮放置10個小時,使膠刮性能恢復,增長膠刮使用壽命。
·膠刮存放應遠離溶劑,避免陽光照射。
·隨著使用時間的增加,膠刮會老化、發硬,因此不要使用比出廠時的硬度提高10度的膠刮,這種膠刮在使用過程中性能很不穩定,彈性小,耐磨性能也不好。