基于CrCN復合鍍層鋼球軸承的性能可靠性研究
2013-07-25 03:35:06賈貴西常家東袁啟龍
中國機械工程 2013年10期
賈貴西 常家東 李 言 袁啟龍
1.洛陽理工學院,洛陽,471023 2.西安理工大學,西安,710048
0 引言
滾動軸承是各類機械裝備廣泛應用的重要基礎件,其使用性能對主機的使用性能有非常大的影響,因而,軸承的性能可靠性研究一直倍受關注。軸承的失效一般都發生在工作接觸表面或表面層[1],改善軸承零件接觸表面的綜合性能,是提高軸承性能可靠性的重要措施。!
表面改性技術能夠延長軸承壽命、降低摩擦力矩,是提高軸承性能可靠性的有效手段[2-3]。磁控濺射離子鍍技術是一種新型的低溫、高效表面改性技術,其鍍膜具有組織均勻致密、附著性好、制備工藝穩定等特點[4],適宜作為精密軸承零件的最終處理工序,但該技術在滾動軸承上的應用在國內尚鮮見報道。
類金剛石具有力學和摩擦學性能良好、硬度高、化學穩定性好等特性,是一種優良的薄膜材料[5-6],在軸承、齒輪、航天微電子機械系統等領域具有廣闊的應用前景。但是,單一的類金剛石鍍層存在很大的缺陷(內應力大、膜-基附著強度低等),限制了其在產品中的應用[5-6]。通過摻入一定量附加元素到類金剛石鍍層,可以極大地提高其附著強度和韌性,改善其使用性能,擴大其應用范圍[7-9]。鉻與鋼基體有很好的親和力,CrN鍍層具有良好的膜基結合強度、較高的硬度和很好的熱穩定性,常用于提高工件表面的耐磨性[10]。
鑒于此,本文將鉻和氮兩種元素摻入到類金剛石薄膜中,應用磁控濺射離子鍍技術在6204軸承鋼球表面制備CrCN復合鍍層,探討CrCN復合鍍層對軸承性能可靠性的影響。
1 實驗方法
1.1 CrCN復合鍍層鋼球的制備
圖1為制備CrCN復合鍍層的磁控濺射設備的濺射原理示意圖。制備CrCN復合鍍層的磁控濺射靶為2個C靶和2個Cr靶,C靶和Cr靶相互間隔均布于真空室側壁,C靶和Cr靶中的C元素和Cr元素的質量分數均不小于99.99%,N2的體積分數不小于99.99%。制膜時的靶-基距約為120mm。鍍層制備過程中,試樣臺在真空室內勻速轉動,鋼球試樣在試樣臺的載物架上隨機轉動,以保證鍍膜的均勻性和性能的一致性;對試樣施加一定的偏壓,以保證鍍層的致密性,提高制模質量。沉積過程中的工藝參數是逐步緩慢改變的,以使制備的鍍層結構平穩過渡,減小制模的內應力。
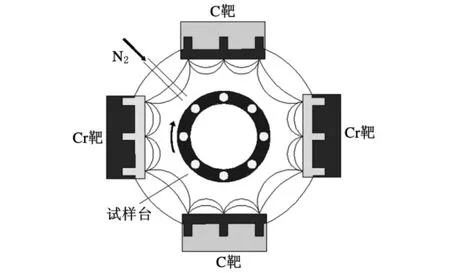
圖1 濺射原理示意圖
鋼球試樣在放入真空室前用丙酮和酒精進行超聲波清洗,以除去其表面的雜質,提高膜-基附著強度;鍍層沉積前的本底真空度為4.0mPa,沉積時通入氬氣(體積分數不小于99.99%),待氣壓升至0.12Pa時,施加400V的負偏壓對基體進行離子清洗,以獲得清潔的基體表面,并活化基體,提高膜-基的附著強度;沉積過程中,對基體施加90V的負偏壓。CrCN復合鍍層主要包括離子清洗、Cr打底層、Cr-C梯度過渡層和Cr-C-N納米復合工作層。在沉積Cr-C-N納米復合工作層時,C靶材電流為1.2A,Cr靶材電流為1.0A,N2的流量用光發射譜法來控制。制備的CrCN復合鍍層中,主成分元素的原子數百分比如下:C 為28.0%,Cr為64.06%,N 為7.84%,復合鍍層的厚度約為1.5μm。
1.2 性能可靠性實驗參數的確定
根據機械行業標準JB/T50013《滾動軸承壽命及性能可靠性實驗規程》的相關要求,在進行軸承接觸疲勞性能可靠性壽命實驗時,實驗的轉速、載荷分別為6000r/min和7.0kN。
精密軸承要求有高的壽命可靠度(99%),其壽命計算公式[11]為
式中,L1a為99% 可靠度下的疲勞壽命,h;α為99% 壽命可靠度修正系數,α=0.21;L10h為90% 可靠度下的疲勞壽命,h;n為實驗轉速,r/min;F0r為實驗軸承的額定動載荷,kN;F為軸承的實驗載荷,kN;ε為疲勞壽命指數,對于球軸承取3。
由式(1)可知,精密6204滾動球軸承在6000r/min和7.0kN作用下的疲勞壽命(99%可靠度)約為28h。
1.3 軸承性能可靠性實驗
實驗的6204軸承為同一批次、相同精度的軸承,材料為GCr15。6204軸承主要結構參數如下:內徑為20mm,外徑為47mm,寬度為14mm,鋼球個數為8,鋼球直徑為7.938mm,內溝曲率系數為0.525,外溝曲率系數為 0.535。
6204軸承實驗原理如圖2所示。此實驗機每次實驗可以同時安裝4套實驗軸承,其主軸由電主軸驅動,并由變頻器來實現電主軸的無級調速(轉速誤差不大于1%);加載采用比例液壓加載方式(加載誤差不大于1%);用軸承專用潤滑油潤滑實驗軸承,軸承潤滑油的溫度由油冷機自動控制,控制溫度浮動范圍為5℃,供油壓力為1MPa。實驗過程中,每次實驗安裝4套相同的軸承,軸承的外圈靜止、內圈旋轉。測試軸承外圈溫度和殼體振動,并將其作為判別軸承性能和性能可靠性的基本依據。實驗過程中,軸承的溫度、轉速、振動及實驗時間由計算機自動檢控。
2 結果與討論
2.1 CrCN復合鍍層的制備質量
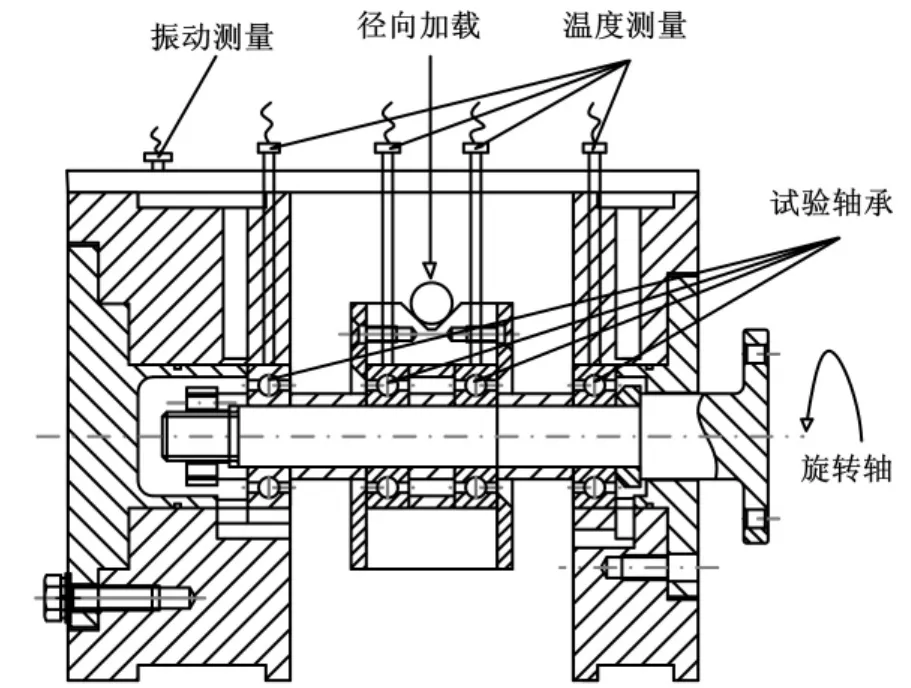
圖2 軸承實驗原理圖
圖3所示為JSM-6700F型掃描電子顯微鏡觀察得到的CrCN復合鍍層的表面形貌。可以看出,復合鍍層表面平滑,顆粒細小而均勻、排列結合致密,沒有鱗狀剝落和團聚等缺陷。SP13800-SPA-400型原子力顯微鏡測得的復合鍍層表面粗糙度Ra=7.526nm(無鍍層基體表面粗糙度Ra=100nm)。這表明復合鍍層可以降低試樣基體表面的粗糙度,減小基體的表面缺陷。因而,采用磁控濺射技術制備出的復合鍍層提高了試樣基體的表面質量。
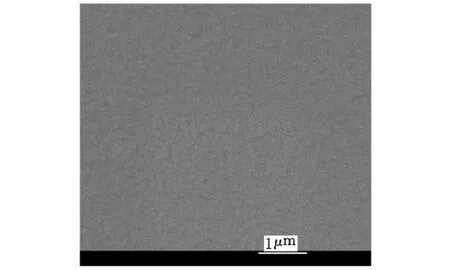
圖3 CrCN鍍層的表面形貌
2.2 鍍層軸承的性能可靠性
圖4所示為鍍層軸承性能和無鍍層軸承性能可靠性實驗結果。從圖4可以看出:在軸承穩定工作時間內,鍍層軸承的振動值大約為0.50g,無鍍層軸承的振動值大約在0.76g;鍍層軸承的振動值的波動小,無鍍層軸承的振動值有大的鋸齒狀的波動。由此可見,鍍層降低了軸承的振動值,提高了振動的穩定性,這說明CrCN復合鍍層能夠提高軸承的性能及性能可靠性。
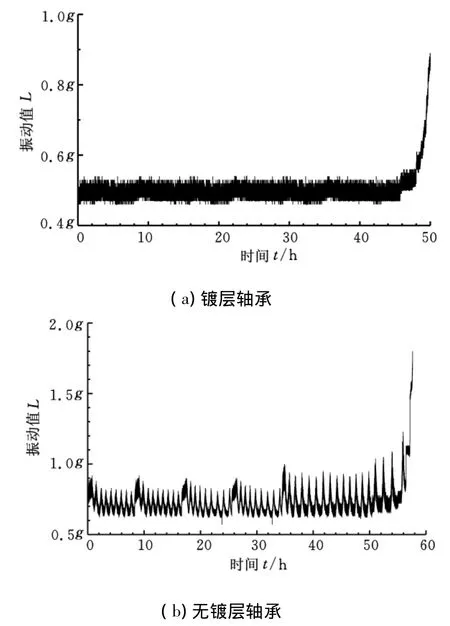
圖4 性能可靠性實驗
由鍍層軸承性能可靠性進行的測試結果(圖4a)可以看出,鍍層軸承的耐磨性振動曲線大致可分為3個階段:第一階段是0~46h,此階段鍍層軸承的振動非常穩定,顯示CrCN復合鍍層完好,鍍層軸承在穩定工作;第二階段大約是46~48h,鍍層軸承的振動已有逐漸變大的趨勢,表明CrCN復合鍍層逐漸被破壞;48h后為第三階段,鍍層軸承的振動明顯快速增大,可以認定CrCN復合鍍層已破壞。可見,鍍層軸承的性能可靠性壽命為46~48h,而精密軸承要求其可靠性壽命為28h,因而,制備的CrCN復合鍍層鋼球軸承的性能可靠性壽命完全滿足精密軸承的壽命可靠性相關要求。另外,還可根據精密軸承使用工況條件的不同,適當增加CrCN鍍層制備厚度,以提高鍍層軸承的耐磨性和性能可靠性。
實驗過程中油冷機設置的工作溫度變化范圍為5℃,這使實驗軸承的溫度呈現出鋸齒狀的波動。溫度的波動是導致無鍍層軸承的振動呈現明顯鋸齒狀的主要直接原因之一,溫度的變化對無鍍層軸承的性能可靠性影響是非常大的。
2.3 軸承的失效分析
對實驗軸承的失效進行了觀察分析,從觀察各個失效的軸承情況來看:鍍層軸承的內外圈滾道看不到任何失效,都完好如初,而鋼球上的復合鍍層幾乎已磨損完,復合鍍層磨損形貌如圖5a所示,無鍍層軸承的失效特征如圖5b所示,可以看出其失效形式主要是疲勞剝落失效。用X射線能譜分析方法對圖5a選區的元素含量(能量)進行了分析,其分析結果如圖6所示,材料表層元素主要為鐵元素,此外還含有鉻元素和碳元素,此時的元素含量已不是前述的復合鍍層的各元素含量,這表明鍍層軸承的失效主要是由于鍍層的磨損失效。
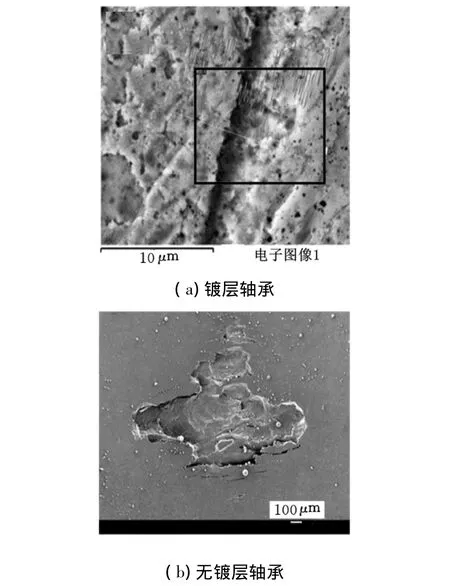
圖5 軸承失效形貌
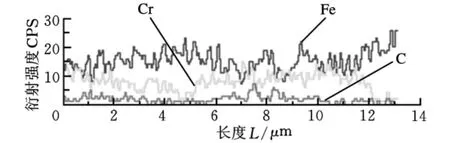
圖6 選區元素的含量
鍍層軸承的主要失效形式是鍍層的磨損失效,因而,提高鍍層耐磨性是提高鍍層軸承的性能可靠性的關鍵。可以采取提高鍍層硬度、耐磨性、韌性、膜-基附著強度,減小鍍層的摩擦因數和殘余拉應力,適當增大鍍層的厚度等措施,來提高鍍層的性能可靠性,進而提高鍍層軸承的性能可靠性。
3 結論
(1)采用磁控濺射離子鍍技術制備的CrCN復合鍍層能夠極大地提高軸承的性能及性能可靠性,是提高軸承性能及性能可靠性的有效途徑。
(2)鍍層軸承的失效形式是鍍層的磨損失效,提高鍍層的耐磨損性能和減小鍍層磨損量的措施都可以提高鍍層軸承的性能可靠性。
[1]Harris T A.Rolling Bearing Analysis[M].New York:Wiley Interscience Press,2001.
[2]Ebert F J.An Overview of Performance Characteristics,Experiences and Trends of Aerospace Engine Bearing Technologies[J].Chinese Journal of Aeronautics,2007,20(4):378-384.
[3]Yonekura D,Chittenden R J,Dearnley P A.Wear Mechanisms of Steel Roller Bearings Protected by Thin,Hard and Low Friction Coatings[J].Wear,2005,259(1/6):779-788.
[4]Kelly P J,Arnell R D,Ahmed W,et al.Novel Engineering Coatings Produced by Closed Filed Unbalanced Magnetron Sputtering[J].Materials & Design,1996,17(4):215-219.
[5]Donnet C.Recent Progress on the Tribology of Doped Diamond-like and Carbon Alloy Coatings:a Review[J].Surface and Coating Technology,1998,100/101:180-186.
[6]Nir D.Stress Relief Forms of Diamond Like Carbon Thin Films under Internal Compressive Stress[J].Thin Solid Films,1984,112(1):41-50.
[7]Enke K.Dry Machining and Increase of Endurance of Machine Parts with Improved Doped DLC Coatings on Steel,Ceramics and Aluminium[J].Surface and Coatings Technology,1999,1116/119:488-491.
[8]Derflinger V,Br?ndle H,Zimmermann H.New Hard/Lubricant Coating for Dry Machining[J].Surface and Coating Technology,1999,113(3):286-292.
[9]賈貴西,李言,袁啟龍,等.磁控濺射制備Cr7C3多層復合鍍層及其耐磨性能[J].中國機械工程,2011,22(3):363-366.
Jia Guixi,Li Yan,Yuan Qilong,et al.Preparation and Wear Resistance Performance of Cr7C3 Multilayer Composite Coatings by Magnetron Sputtering[J].China Mechanical Engineering,2011,22(3):363-366.
[10]Stallard J,Yang S,Teer D G.The Friction and Wear Properties of CrN,Graphitic and Dymonic Coatings in Air and under Oil-lubrication[J].Transactions of Materials and Heattreatment,2004,25(5):858-861.
[11]鄧四二,賈群義.滾動軸承設計原理[M].北京:中國標準出版社,2008.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年8期)2022-06-05 07:36:28
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
