異徑筒類件仿形鍛造方案研究
2013-08-02 08:40:04中國第一重型機械集團公司水壓機鍛造分廠齊齊哈爾161042馬海源
金屬加工(熱加工) 2013年9期
中國第一重型機械集團公司水壓機鍛造分廠 (齊齊哈爾 161042) 馬海源
筒形鍛件是典型鍛件類型中的重要一種,在鍛件生產當中占有較大比重,廣泛應用于核電、加氫等壓力容器中,在電站等民用產品中也常有應用。相對于軸類件、餅類件而言,筒形鍛件鍛造基本工序多,因而生產難度亦較大。
除了較為常見的直筒形(筒節內外徑尺寸不隨其高度方向發生變化),異徑筒類件(筒節內外徑尺寸在高度方向上有變化)也占據了較大比例。以往,受限于工、輔具及對于制造難度的考量,異徑筒類件常通過增加余塊的方式被簡化為直筒形,其后再通過機加工的方式來獲得最終零件。此舉雖然在某種程度上降低了產品的鍛造難度,但因材料成本高、機加時間長等系列問題也成為了生產組織者所不得不考慮的重要因素。尤其在當前重機行業整體低靡的市場背景下,降本增效已然成為一個企業實現可持續發展的必由之路。因此,異徑筒類件的仿形鍛造便逐步顯現出其獨有的優越性,而關于仿形鍛造方案的研究也更顯得迫在眉睫。
1.實例分析
下面結合一實際案例對異徑筒類件的仿形鍛造工藝進行簡要介紹,并對此類工藝方案較之傳統方案的優勢進行分析。由我公司為某電機廠承制的軸身鍛件(ASTM A668),其粗加工尺寸如圖1所示。
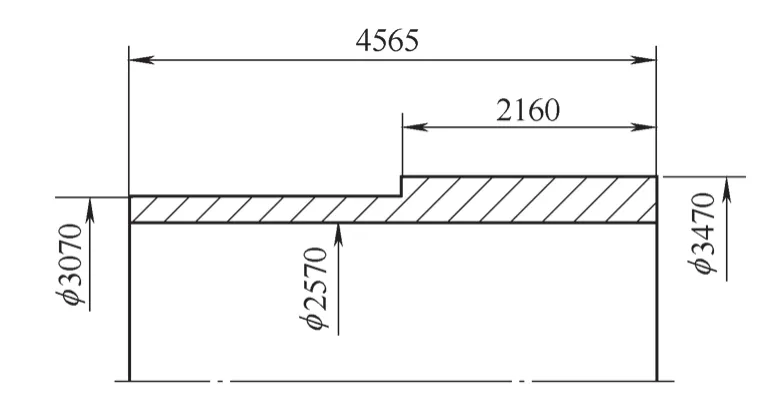
圖1 軸身粗加工尺寸
可見,該鍛件為異徑筒類件,外圓臺階基本處于零件高度方向的中間部位,且臺階處落差達200mm。若采用傳統鍛造工藝方案,則外圓應在大口端Φ3470mm的基礎上加入鍛造余量,小口端Φ3070mm臺階被引入鍛造余塊,最終鍛件呈直筒形,經計算,鍛件重量達212.9t。

圖2
2.仿形鍛造工藝方案
(1)鍛件圖繪制 因考慮要將臺階處鍛出,所以在粗加工圖基礎上正常加入鍛造余量即可,鍛件圖如圖2b所示,鍛件重168.3t.
(2)錠型確定 因本文以介紹仿形鍛造方案為目的故此步驟略。
(3)氣割下料 由于鋼錠水冒口分別吸納了不同雜質成分,因此下料時要對水冒口進行適當比例切除。
(4)鐓粗沖孔 為確保分布在坯料心部粗晶區處的孔洞得以鍛實焊合,在確定坯料鐓粗高度時應充分考慮工序鍛造比及鍛件總鍛造比。另外,由于本鍛件為筒類件,本工序要進行沖孔操作為后續的芯棒拔長及擴孔做準備。因此鐓粗時還要兼顧考慮坯料直徑應符合沖孔條件。
(5)芯棒拔長 因坯料鐓粗后高度小于成品長度,所以要通過本工序將坯料長度拔長至成品尺寸;同時考慮到成品的最終臺階形狀,本工序還應通過芯棒拔長對坯料外徑的臺階進行預成形(若坯料拔長呈直筒形,根據體積不變的原則,擴孔時當成品外徑大口端與小口端滿足工藝尺寸時,小口端內孔會小于大口端內孔,形成不必要的余塊)。通過理論計算與DEFORM軟件模擬,可確定拔長后的坯料各部尺寸。
(6)馬杠擴孔 由于此類大型鍛件屬單件小批量生產,因此設計制造專用擴孔錘頭不僅耗時長且成本高。鑒于此,可利用水壓機上砧板對拔長后坯料進行分段擴孔(以臺階處為界分兩段),擴孔至成品尺寸即可,鍛件成品如圖3所示。

圖3 采用仿形鍛造的軸身鍛件成品
3.效益分析
(1)由于鍛件生產采用了仿形鍛造,保證了金屬纖維的完整性,避免因后續加工切斷金屬纖維,有效確保了鍛件整體力學性能。
(2)通過計算對比,采用仿形鍛造方式生產的異徑筒節較傳統的直筒節鍛件重量輕44.6t,合算節約鋼水80余t(錠身質量增加后其水冒口尺寸也相應加大,因此增加的鋼水重量遠大于增加的鍛件重量),以每噸鋼水6000元計,節省成本達48萬元。
(3)因鍛件形狀已無限接近最終零件形狀,所以仿形鍛造方案還大幅降低了后續的機加工時(據冷加工回饋的可靠數據減少約20個工作日),降低了對立車資源的占用,提高了生產效率。
(4)鍛件重量的大幅降低,也可有效緩解因鍛件超重給天車、機床帶來的生產壓力與安全隱患,尤其對于一些設備能力有限的中小型企業而言,仿形鍛造在一定程度上能夠拓展其機加能力。
4.結語
綜上所述,異徑筒類件的仿形鍛造方案無論從材料成本還是從加工工時等諸多方面都較傳統工藝方案有著無可比擬的先天優勢。當然,鍛造難度的增加也是一個不可忽略的事實。鑒于此,若同一類型產品形成批量化生產,可考慮設計專用輔具來降低生產難度。此外,對于其他形狀更為復雜的異徑筒類件也可通過專門的仿形輔具實現鍛件的低操作難度仿形方案的實現。
