基于薄板折彎件的焊接工裝設計
2013-08-02 08:40:06湖南三一路面機械有限公司工藝裝備研究本院長沙410100崔遠良黃步云李少文
金屬加工(熱加工) 2013年9期
湖南三一路面機械有限公司工藝裝備研究本院 (長沙 410100) 崔遠良 黃步云 李少文 郭 飚
焊接工裝夾具作為焊接工藝中十分必要的輔助工具,現今越來越多地應用于各種結構件的制作中,由于結構件形式的多種多樣,焊接工裝的設計方式也呈多樣化。本文擬以攤鋪機作業裝置的重要結構件螺旋分料箱為研究對象,重點針對該結構件中含有薄板折彎件的情況,探討如何有效地設計出適合的工裝,便于其高速有效地組對定位,以期在此類工裝的設計中提供一些有意義的參考。
1.工件現狀分析
螺旋分料箱是路機攤鋪機熨平分料系統的重要部件,為典型箱體結構(見圖1),較為規整,但其中多為薄板折彎件,強力壓緊組對容易導致工件變形。
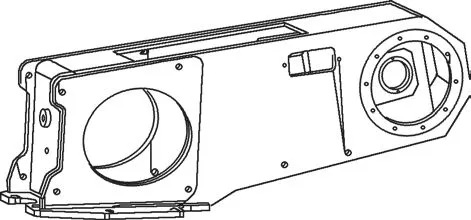
圖1 螺旋分料箱結構
工藝為下料后進行焊接,之前由工人全手工組對焊接,焊接時無工裝定位,完全靠工人手工多次敲擊定位,依次定位組對各零部件進行定位焊。整個焊接過程需約350min,勞動強度較大。特別是前后薄板折彎件需要外力敲擊進行調整,對零件傷害較大。因此,設計制作能方便快捷實現裝夾定位的焊接工裝,已迫在眉睫。
2.方案設計與分析
(1)初步方案設計 為防止強力組對產品產生變形,設計出圖2所示的抗阻尼系統。當未接觸時,氣動壓緊力使整個系統向工件方向移動,剛開始接觸時,氣動壓緊力F1小于彈簧變形屈服力F時,整個系統繼續移動,并壓緊工件,但當氣動壓緊力稍微大于彈簧變形屈服力F后,彈簧將壓縮來緩減壓緊力,以防壓緊力過大導致折彎薄板件變形,從而來保證零部件的組對位置精度。從上面分析可看出,其系統總體原則是彈簧變形屈服力F小于產品變形屈服力。
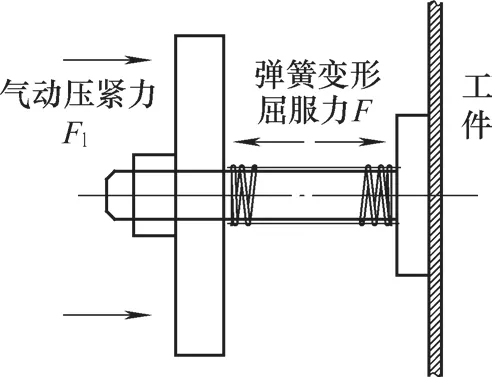
圖2 抗阻尼系統示意
(2)產品變形應力模型 根據產品結構和組對特點,其相當于板料在周邊固定局部受到均勻應力,可以建立圖3模型,發生應變時,其應力公式如下
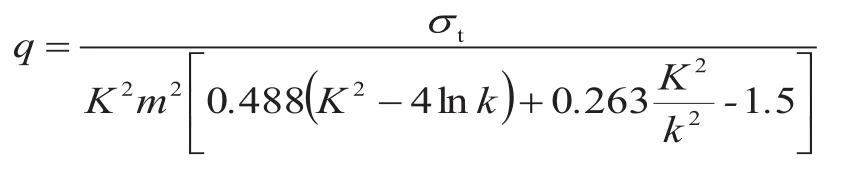
式中q——單位面積應力;
σt——彎曲應力;
t——板厚;
K——K=b/a;
k——k=變形量/a;
m——m=a/t。
可見,工件若受到直接壓緊沖力,會產生變形,影響組對的位置精度,因此選擇合適的彈簧,以阻尼力的形式緩沖壓力帶來的沖擊是必然選擇。
(3)彈簧選用 彈簧隨著其樣式、材料、直徑、剛度及旋繞比不同,在同一作用力下,其變形程度都有著不同。但針對一般壓縮彈簧設計,其直徑與應力有著以下關系
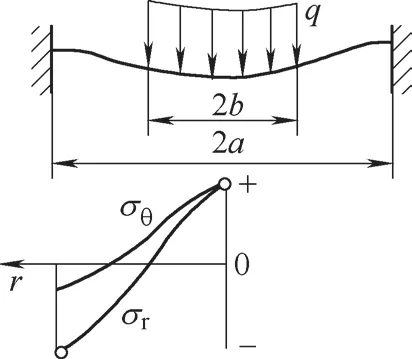
圖3 薄板變形應力應變模型
式中d——彈簧絲直徑(mm);
K——曲度系數;
C——旋繞比;
F——彈簧的工裝載荷(N);
τp——切應力(MPa)。
經分析,本文中的彈簧選用外徑為30mm,d=3mm的普通彈簧即可。
(4)設計模型 在完成抗阻尼系統設計和元件選用后,根據產品特點,設計出如圖4所示的組對工裝,利用廠房已有壓縮空氣作為動力源,添加氣動元件實現工件自動化,從而完成工裝設計。
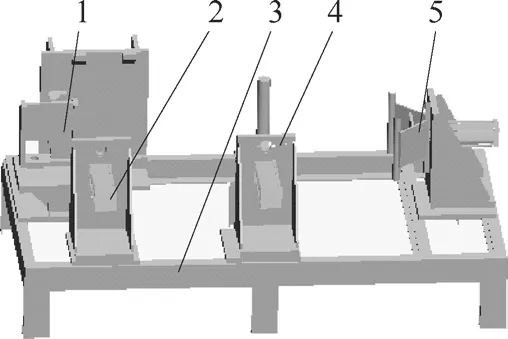
圖4 工裝結構
3.實施效果

圖5 螺旋分料箱組焊工裝
工裝設計制作完成后(見圖5),其組對效果良好,在組對過程中未發生一件產品因壓緊力過大而變形,并大幅降低了工人的工作強度。此結構簡單實用,目前公司箱體結構焊接件和折彎焊接件還很多,工人全手工組對焊接現象大量存在,均可參照此結構設計自動化工裝,節約成本。
4.結語
本文中所介紹的彈簧阻尼夾緊系統還相對簡單,若對薄板折彎件有更精確的要求或需要進行準確校正時,可以根據實際情況選用更先進的阻尼系統,如液壓阻尼系統或氣動阻尼系統等。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
