硬質(zhì)合金襯板浸潤焊技術(shù)研究及試驗(yàn)
2013-08-02 08:40:10秦皇島秦冶重工有限公司河北066318魏圓良劉利斌李書巍
金屬加工(熱加工) 2013年10期
秦皇島秦冶重工有限公司 (河北 066318) 魏圓良 劉利斌 李書巍
隨著我國冶煉技術(shù)的不斷進(jìn)步和冶煉設(shè)備的更新?lián)Q代,在冶煉的產(chǎn)能與效益上提出了更高的要求,而布料溜槽是無料鐘爐頂高爐煉鐵過程中的一個關(guān)鍵部件,是料流進(jìn)入高爐爐體的最后一個控制節(jié)點(diǎn),通過布料溜槽的旋轉(zhuǎn)與傾動實(shí)現(xiàn)爐料在爐體內(nèi)的均勻散布。然而布料溜槽長期在高溫環(huán)境中受到高硬度、高速度的料流沖擊,再加上高爐煤氣的腐蝕作用,使布料溜槽的磨損十分嚴(yán)重,因此在布料溜槽內(nèi)壁上鑲嵌可更換的硬質(zhì)合金襯板成為了一種很好的選擇。
1.試驗(yàn)方案確定
(1)試驗(yàn)方法選擇 浸潤焊接,即爐中釬焊的一種。這種釬焊方法是將裝配好釬料的工件放在爐中進(jìn)行加熱,靠還原性氣氛清除釬料和母材表面的氧化物,使熔化的釬料流入接頭間隙,冷凝后即形成釬焊接頭。
(2)設(shè)備選擇 選擇臺車式電阻爐,額定溫度為1250℃,工作尺寸為900mm×1200mm×2000mm,能夠滿足試驗(yàn)要求,同時保證電阻爐加熱均勻,溫升可控。
(3)硬質(zhì)合金選擇 硬質(zhì)合金是一種極高硬度和耐磨性的合金材料,特別是在高溫下,仍能保持高硬度,十分適合作為耐磨襯板的耐磨體。同時布料溜槽襯板要長時間受到爐料的沖擊,這就要求硬質(zhì)合金具有一定的沖擊韌度,根據(jù)表1列舉的幾種常用硬質(zhì)合金的成分和性能,最終選擇了鎢鈷類的YG11硬質(zhì)合金作為耐磨襯板的耐磨體。
(4)釬料選擇 考慮到襯板是工作在高溫、高腐蝕的環(huán)境,因此釬料應(yīng)具有耐熱性和抗蝕性,并且應(yīng)具有良好的綜合力學(xué)性能,同時釬料應(yīng)對硬質(zhì)合金和普通碳鋼都具有良好的潤濕性。鑒于此,選擇了上述各方面均較好的錳白銅釬料BMn3-12作為浸潤焊接的釬料。
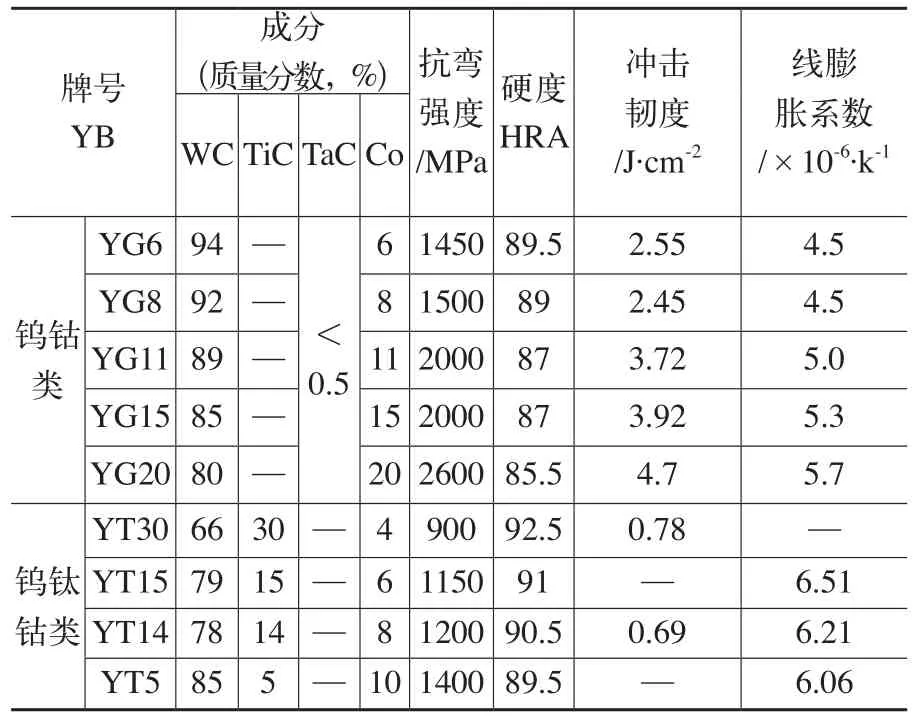
表1 常用硬質(zhì)合金的成分及力學(xué)性能
(5)釬劑選擇 由于浸潤焊接是在封閉的熱處理爐中進(jìn)行的釬焊,釬焊接頭為半封閉型,故綜合考慮安全性與經(jīng)濟(jì)性等因素,選用了輕柴油作為創(chuàng)造還原性氣氛的原料。輕柴油在高溫下會裂解產(chǎn)生具有還原性的H2和C,它們能還原工件表面的氧化物,提高釬料對母材的潤濕性。
2.浸潤焊溫度控制曲線的確定
溫度控制曲線是影響整個浸潤焊接過程的決定性因素,溫控曲線的確定包括升溫速度、保溫溫度及時間、降溫速度、焊后熱處理溫度及時間共四個方面。為了避免由于硬質(zhì)合金表層與內(nèi)部溫差過大而引起的裂紋,在浸潤焊時應(yīng)控制加熱和冷卻速度,不能急冷急熱。表2為幾種硬質(zhì)合金允許的加熱速度,由于YG11的抗裂性優(yōu)于YG8,所以YG11的加熱速度可以適當(dāng)高于YG8,同時為了降低冷卻速度,采用了爐中冷卻的方式。
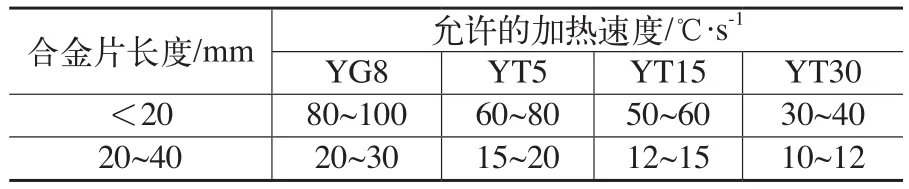
表2 部分硬質(zhì)合金允許的加熱速度
保溫溫度及時間的選取主要有兩個節(jié)點(diǎn):一是柴油的分解溫度控制點(diǎn),此控制點(diǎn)必須保證柴油裂解出足夠的H2和C,由于柴油裂解出H2的溫度區(qū)間比較大(800~900℃),但溫度較高時裂解出的H2較為充足,因此選擇了870℃為第一控制點(diǎn)溫度;二是錳白銅釬焊溫度控制點(diǎn),BMn3-12的熔點(diǎn)為1100℃,而釬焊溫度應(yīng)比釬料的熔化溫度高50~80℃,以保證釬料具有足夠的充型能力,因此釬焊溫度應(yīng)控制在1150~1180℃。焊接完成后對工件進(jìn)行一次完全退火,以改善焊縫組織,均勻化學(xué)成分,同時對于基體組織也有一定的改善作用。圖1為整個浸潤焊過程的溫度控制曲線。
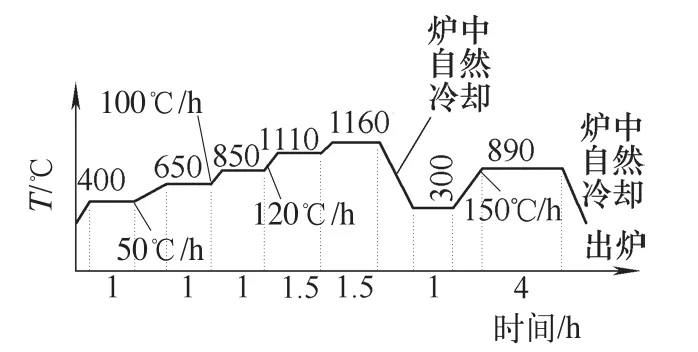
圖1 浸潤焊溫控曲線
3.浸潤焊基體及工裝的設(shè)計
襯板基體及工裝設(shè)計如圖2所示,襯板基體1為大口徑鋼管部件,在鋼管內(nèi)部車出合金槽,在合金槽內(nèi)鑲嵌硬質(zhì)合金塊12,由于硬質(zhì)合金塊不易加工,為了在浸潤焊完成后將鋼管對稱切割成兩件圓弧狀襯板,在需要切割的位置上鑲嵌合適大小的普通鋼塊;然后將襯板內(nèi)套2套于襯板基體,之后將形成浸潤焊型腔的工裝部件焊接到相應(yīng)位置;最后在型腔內(nèi)添加釬料和柴油,焊接上部蓋板5將浸潤焊空間圍成密封狀態(tài)。逆止閥座7、逆止閥蓋8與鋼珠9形成的是單向逆止閥,它的主要作用是允許浸潤焊型腔內(nèi)部的氣體外溢,但外部的空氣不能進(jìn)入浸潤焊空間,以防發(fā)生意外事故和影響焊接質(zhì)量。
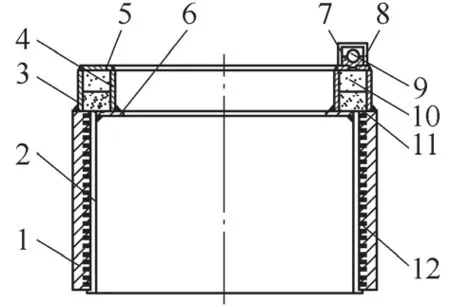
圖2 襯板及工裝裝配
4.試驗(yàn)步驟
由于硬質(zhì)合金(YG11)和釬料(BMn3-12)的采購均需要較長時間,同時考慮到試驗(yàn)成本和試驗(yàn)時間等因素,共進(jìn)行了三次針對性試驗(yàn)。三次試驗(yàn)的步驟相同,只是變化了部分的試驗(yàn)要素,如表3所示。
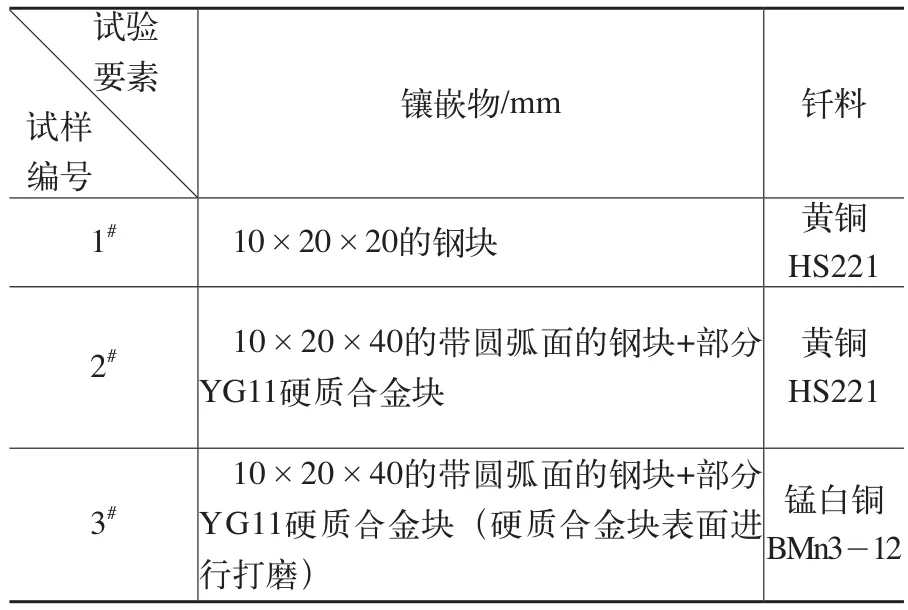
表3
試驗(yàn)步驟如下:
第一,按照材料消耗表進(jìn)行下料,核對下料件數(shù)量及尺寸。
第二,按照圖樣和工藝要求加工各件,檢測各加工尺寸準(zhǔn)確無誤。
第三,對加工件進(jìn)行除油去污,重點(diǎn)保證合金槽內(nèi)無任何油污鐵屑等雜物。
第四,在襯板基體的合金槽內(nèi)鑲嵌鋼塊(部分為YG11),鑲嵌過程中確保鑲嵌物上無任何油污鐵屑,同時確保裝配間隙符合圖樣要求,如圖3所示。
第五,按照工藝和圖樣要求進(jìn)行組對點(diǎn)焊(不包含上部蓋板和逆止閥座、逆止閥罩)。
第六,裝填釬料和柴油,如圖4所示。
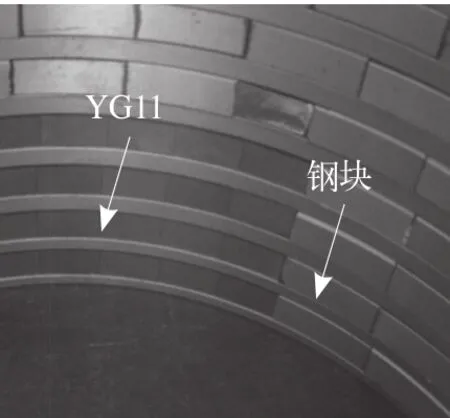
圖3
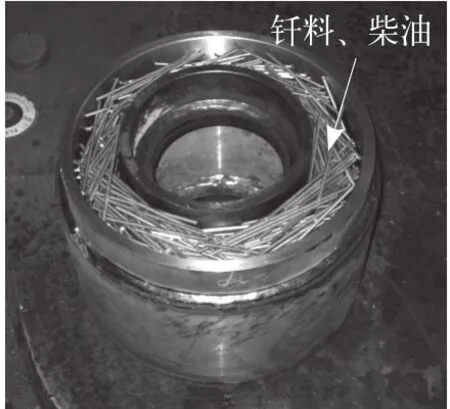
圖4
第七,組對點(diǎn)焊上蓋板和逆止閥座,并焊接成形。
第八,繼續(xù)裝入柴油,要求裝滿型腔,并裝好逆止閥鋼球,蓋好逆止閥罩,如圖5所示。
第九,將試驗(yàn)件平穩(wěn)放于熱處理爐中,按照浸潤焊溫控曲線進(jìn)行釬焊及退火,如圖6所示。
第十,對試驗(yàn)件進(jìn)行破壞性檢測,分析試驗(yàn)結(jié)果。

圖5
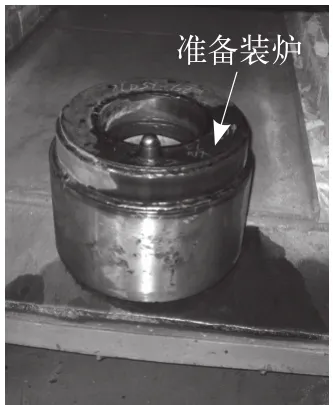
圖6
5.試驗(yàn)結(jié)果
(1)鑲嵌鋼塊的間隙出現(xiàn)了較多的未滿焊缺陷,試樣橫截面比縱截面未滿焊缺陷更為嚴(yán)重,同時缺陷的大小各異且較為分散,如圖7所示。
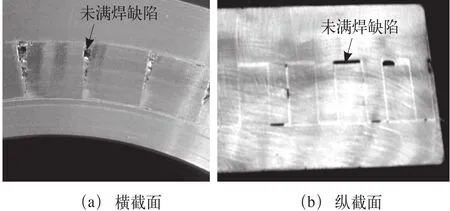
圖7 1#試樣鑲嵌鋼塊宏觀金相
(2)2#試樣 鑲嵌鋼塊的間隙幾乎沒有發(fā)現(xiàn)未滿焊的缺陷,而且釬焊面沒有肉眼可視的裂紋缺陷,釬焊間隙均勻平整,如圖8所示。
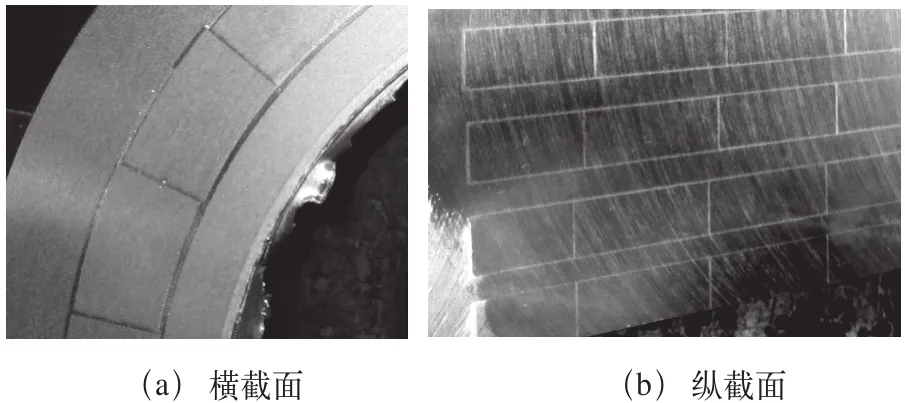
圖8 2#試樣鑲嵌鋼塊宏觀金相
A面鑲嵌YG11硬質(zhì)合金塊的間隙發(fā)現(xiàn)比較多的未焊滿缺陷,而且未焊滿缺陷為貫通的大面積缺陷,同時YG11硬質(zhì)合金塊本身有裂紋出現(xiàn),但B面沒有出現(xiàn)以上問題,如圖9所示。
(3)3#試樣 鑲嵌鋼塊和YG11硬質(zhì)合金塊的間隙都沒有發(fā)現(xiàn)未滿焊的缺陷,而且釬焊面沒有肉眼可視的裂紋缺陷,釬焊間隙均勻平整;同時YG11硬質(zhì)合金塊本身也沒有明顯的裂紋出現(xiàn),如圖10所示。
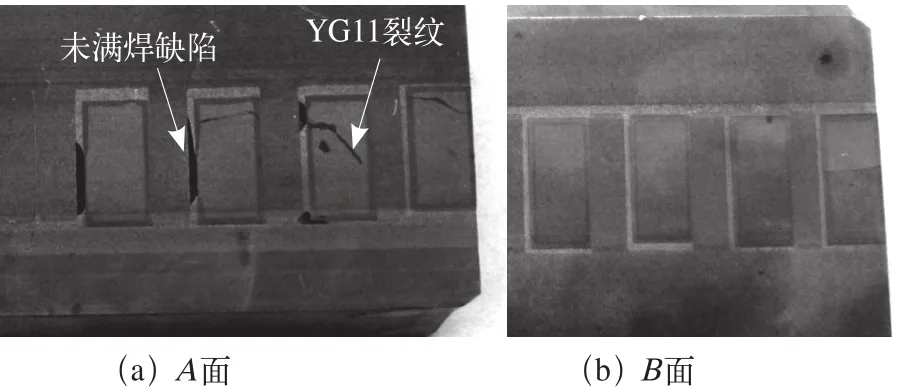
圖9 2#試樣鑲嵌YG11宏觀金相
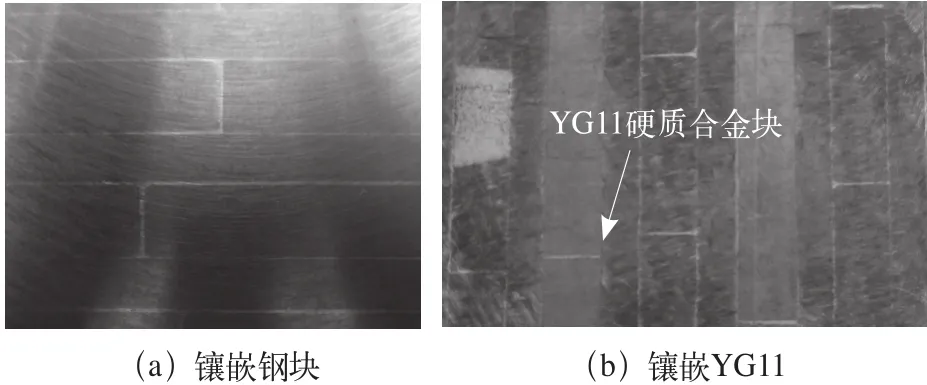
圖10 3#試樣宏觀金相(縱截面)
6.結(jié)語
(1)裝配間隙是影響釬焊能否成功的主要因素,試驗(yàn)中的封閉式復(fù)雜鑲嵌結(jié)構(gòu)對于裝配間隙的要求更為嚴(yán)格,通過試驗(yàn)最終確定硬質(zhì)合金塊YG11與普通碳鋼基體的裝配間隙為0.12~0.25mm。
(2)HS221黃銅釬料與BMn3-12白銅釬料在硬質(zhì)合金上都具有良好的浸潤效果,能夠滿足硬質(zhì)合金與低碳鋼的異種材料釬焊要求,但考慮到硬質(zhì)合金耐磨襯板的實(shí)際使用工況,釬料應(yīng)具有耐熱性和抗蝕性,因此選擇在這方面更具優(yōu)勢的BMn3-12白銅釬料作為最終的釬焊釬料。
(3)柴油在高溫下裂解出的產(chǎn)物能夠起到與釬劑相同的作用,即去除工件表面氧化層,提高釬料對母材的浸潤性。
(4)由于加熱速度過快會導(dǎo)致硬質(zhì)合金本身產(chǎn)生裂紋,冷卻速度過快會導(dǎo)致釬焊應(yīng)力過大,所以浸潤焊溫控曲線的制定尤為重要,試驗(yàn)結(jié)果驗(yàn)證了BMn3-12的浸潤焊溫控曲線是合理的。
(5)YG11硬質(zhì)合金表面的游離碳層會導(dǎo)致未滿焊缺陷,在裝配前應(yīng)認(rèn)真清理硬質(zhì)合金表面的游離碳。
通過對本次試驗(yàn)結(jié)果的分析總結(jié),為后續(xù)硬質(zhì)合金耐磨襯板的成品件生產(chǎn)提供了可靠的理論依據(jù),現(xiàn)已成功應(yīng)用于實(shí)際生產(chǎn)。
