大厚度復合鋼板過渡層焊接工藝與組織性能研究(上)
2013-08-02 08:40:12河北省安裝工程公司石家莊050011賀廣利于春芬付書賓
金屬加工(熱加工) 2013年10期
河北省安裝工程公司 (石家莊 050011) 賀廣利 于春芬 付書賓
河北工業(yè)大學 (天津 300132) 鄭振太
1.概述
近年來隨著國內(nèi)化工和冶金項目的增多,雙金屬復合鋼板以其投資成本低而得到廣泛應用,但復合鋼板的焊接質(zhì)量一直是困擾制作單位的一個難題,尤其是大厚度復合鋼板由于焊接層數(shù)多、焊接應力大、易出缺陷、焊縫返修困難等原因,直接影響到制作成本和制作工期。
我公司通過對復合容器制作中出現(xiàn)的焊接質(zhì)量問題的分析和試驗發(fā)現(xiàn),復合鋼板焊接缺陷出現(xiàn)的部位大多集中在過渡層,而不同的焊接工藝對過渡層金屬組織的影響非常大,進而影響到產(chǎn)品質(zhì)量,因此我們決定對大厚度雙金屬復合鋼焊接進行研究,從根本上找出復合鋼板過渡層組織性能與焊接工藝的關系,以便在制作過程中對產(chǎn)生缺陷的主要原因加以控制。
2.焊接性分析
為保證復合鋼板不因焊接而失去原有優(yōu)良的綜合性能,通常都是分別對基層和復層焊接,即把復合板接頭的焊接分為:基層焊接、復層焊接和基層與復層交界處過渡層的焊接三個部分。基層Q345R是壓力容器常用鋼材,一般用以滿足復合鋼板對強度、剛度和韌性等力學性能的要求,其焊接性良好,焊接時一般不需采取特殊工藝措施。但當厚度≥30mm或剛性較大的焊件在焊接時需進行預熱;復層06Crl9Ni10屬奧氏體不銹鋼,一般用以滿足復合鋼板對耐蝕性的要求,與其他類型的不銹鋼相比,較易焊接,在任何溫度下都不發(fā)生相變,對氫脆不敏感,主要問題是焊接熱裂紋、碳化物析出敏化等,焊接時要控制好熱輸入和道間溫度。由于基層、復層及焊縫金屬的線膨脹系數(shù)相差較大,易于因溫度應力而引起裂紋;另外,基層和復層的含碳量和合金成分方面,也存在著較大差異,焊接時容易產(chǎn)生合金元素的稀釋,碳遷移等一系列問題,因此在焊接時,既要滿足基層焊接結(jié)構(gòu)強度,又要使較薄的復層滿足耐腐蝕性能要求;對于基層要避免Cr、Ni等合金元素含量增高,因Cr、Ni含量增高,基層焊縫中會形成硬脆組織,故容易產(chǎn)生裂紋,影響焊縫強度;對于復層要避免增碳,因復層增碳會大大降低其耐腐蝕性。過渡區(qū)的焊接性主要決定于基層Q345R和復層06Cr19Ni10的物理化學性能、接頭形式和填充金屬等。表1是基層和復層母材化學成分。

表1 母材的化學成分(質(zhì)量分數(shù)) (%)
Q345R的室溫組織為珠光體加鐵素體,常溫焊接條件下一般不會出現(xiàn)脆硬組織,但在低溫下或在大剛度、大厚度結(jié)構(gòu)上用小規(guī)范短焊縫焊接時會出現(xiàn)馬氏體組織;06Cr19Ni10不銹鋼的金相組織為奧氏體,用A102焊條焊接組織為奧氏體加少量鐵素體,Q345R和06Cr19Ni10異種鋼焊接時,焊縫組織與選用的焊材和焊接時的熔合比有極大關系,選用Cr-Ni含量為25-13型的焊材,在控制好熔合比的情況下會得到正常的奧氏體加鐵素體組織,但如果控制不好熔合比,Cr、Ni被過度稀釋后,焊縫會出現(xiàn)脆硬馬氏體組織。
3.焊接方案的確定
(1)焊接順序 不銹鋼復合鋼板焊接時一般采用先焊基層焊縫,然后焊過渡層焊縫,最后焊復層焊縫。
(2)焊接方法 基層厚度比較大,選擇埋弧焊;復層厚度比較薄,采用焊條電弧焊或氣體保護焊。過渡層厚度一般為2~4mm,包括復層0.5~1.5mm,基層1.5~2.5mm,采用焊條電弧焊、半自動熔化極混合氣體保護焊、手工鎢極氬弧焊均可,對容器制作采用手工鎢極氬弧焊效率太低,實際操作中不適用。如果采用埋弧焊,會因埋弧焊熔深大,過多的熔化基層焊縫而形成鉻、鎳成分很高的合金鋼焊縫,引起開裂。因此過渡層決定采用焊條電弧焊或半自動熔化極混合氣體保護焊。
(3)焊接材料 基層Q345R采用H10Mn2埋弧焊焊絲和HJ431焊劑;復層06Cr19Ni10采用焊條電弧焊,A102焊條,半自動熔化極混合氣體保護焊采用97.5%的氬氣和2.5%的 CO2氣體,H06Cr21Ni10Si焊絲;過渡層考慮到基層焊縫和基層母材金屬的稀釋作用,選用25-13型焊接材料。焊條電弧焊采用A302焊條,半自動熔化極混合氣體保護焊采用97.5%的氬氣和2.5%的 CO2氣體,H022Cr24Ni13Si焊絲。
(4)坡口形式 板厚比較大,適宜選擇不對稱X形坡口。鈍邊、間隙根據(jù)具體焊接方法確定。
(5)焊接參數(shù) 在焊接順序、焊接方法、焊接材料和坡口形式都確定的情況下,過渡層形成與焊接參數(shù)有很大關系。本文敘述的重點,就是尋找過渡層焊接時焊縫不出現(xiàn)馬氏體組織,過渡層化學成分能保證復層焊縫接近復層母材化學成分的焊接參數(shù)。即通過焊接參數(shù)控制過渡層焊接時的熔合比,從而控制過渡層的焊縫組織和化學成分。首先對于焊條電弧焊最重要的焊接參數(shù)是焊條直徑和焊接電流,其次是電弧電壓和焊接速度。在保持電弧電壓和焊接速度不發(fā)生大的變化情況下,分別采用了φ3.2mm和φ4mm焊條焊接,旨在對比在保證焊接質(zhì)量的前提下,尋找高效率焊接。對于半自動熔化極混合氣體保護焊,最重要的是焊接電流、電弧電壓和焊接速度,在保證焊接電流和電弧電壓最佳狀態(tài)下,大幅度提高焊接速度,從而提高焊接效率。
4.工藝試驗
(1)母材準備 母材為Q345R+06Cr19Ni10,規(guī)格為500mm×250mm×(28+4)mm;基層焊絲為H10Mn2、φ4mm,焊劑為 HJ431;基層焊條為J506、φ4mm。過渡層焊絲為H022Cr24Ni13Si、φ1.2mm,過渡層焊條為A302、φ3.2mm、φ4mm;復層焊絲為H06Cr21Ni10Si、φ1.2mm,復層焊條為A102、φ4mm。
(2)焊接工藝擬定 第一,采用不對稱X形坡口,基層鈍邊大小和基層坡口深度如圖1所示。

圖1 坡口形式
第二,復合鋼板下料用等離子弧切割,切割時復層朝上,從復層側(cè)開始切割,并留出二次加工余量,避免將切割的熔渣濺落在復層表面上。
坡口采用機械方法加工,并用焊縫檢測尺檢測坡口的角度、鈍邊是否符合焊接工藝要求,如圖2所示。
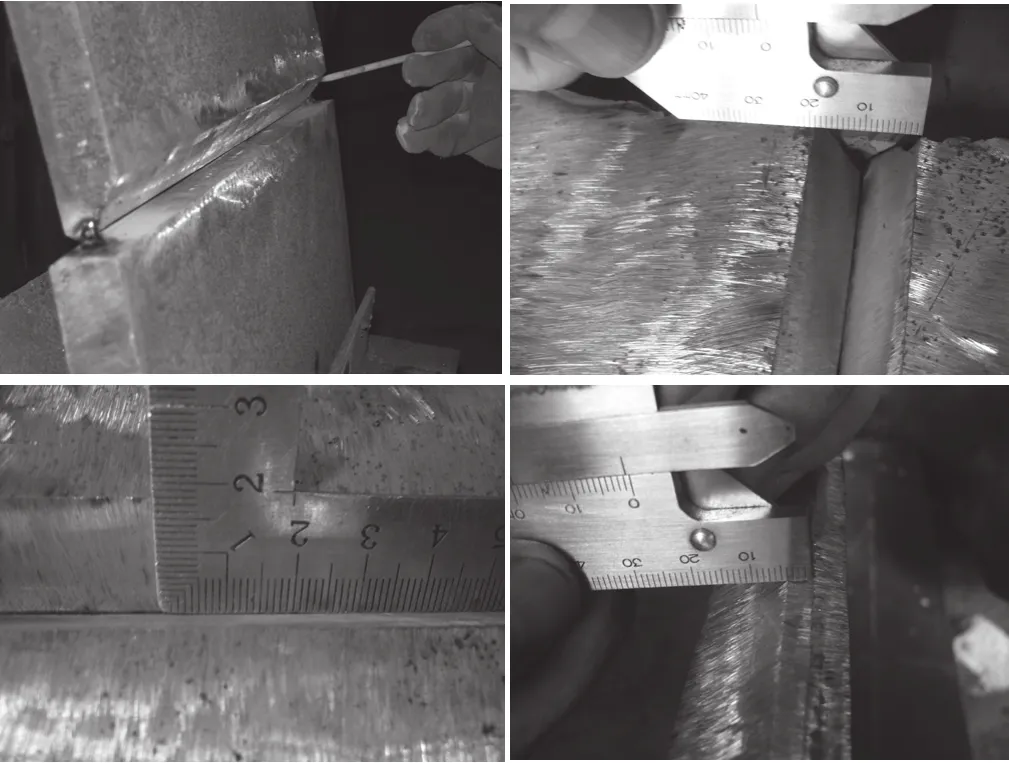
圖2 坡口檢驗示意
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
人大建設(2020年2期)2020-07-27 02:47:54
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年6期)2019-11-17 04:27:38
當代陜西(2019年13期)2019-08-20 03:54:10
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
