機(jī)電產(chǎn)品表面涂裝色差故障分析及控制*
2013-08-02 00:48:26馬艷琴
機(jī)械研究與應(yīng)用 2013年2期
馬艷琴
(天水長城開關(guān)廠有限公司,甘肅天水 741018)
1 引言
機(jī)電產(chǎn)品表面涂裝,一方面為了提高涂裝產(chǎn)品的防銹、防腐和保護(hù)性能,另一方面是使涂裝產(chǎn)品有良好的裝飾和美化作用(表面需達(dá)到Ⅱ級(jí)精度裝飾要求)。隨著科技的發(fā)展和社會(huì)的進(jìn)步,機(jī)電產(chǎn)品表面涂裝的裝飾性要求和保護(hù)性日漸受到了同樣的重視。而其裝飾和美化作用,很重要的因素是涂膜外觀和顏色問題。一般來說,涂裝產(chǎn)品顏色要求跟用戶提供的色板或色卡保持一致,不能出現(xiàn)肉眼可見的色差。
環(huán)氧-聚酯粉末靜電涂裝具有生產(chǎn)效率高,粉末能夠二次利用,涂膜具有良好的防護(hù)性和裝飾性的特點(diǎn),被廣泛應(yīng)用于機(jī)電產(chǎn)品表面涂裝。但是,環(huán)氧-聚酯粉末固化爐溫度的均勻性及配方原材料的熱穩(wěn)定性會(huì)引起涂膜色差故障,影響涂裝產(chǎn)品的的外觀質(zhì)量。為此,本文針對(duì)某公司產(chǎn)品出現(xiàn)的箱式固化爐與U形雙行程通過式固化爐固化后零部件色差問題和同一固化爐固化后薄厚冷軋板零件色差問題從涂裝工藝參數(shù)及粉末制造原材料進(jìn)行試驗(yàn)分析,解決了開關(guān)柜零件色差故障。
2 兩種固化后零部件色差問題
2.1 實(shí)際固化溫度試驗(yàn)分析比較
某公司箱式固化爐與U形雙行程通過式固化爐均采用超遠(yuǎn)紅外輻射器加熱,通過對(duì)空氣的加熱傳遞給固化工件使粉末涂料發(fā)生交聯(lián)固化。固化爐溫度采用熱電偶多點(diǎn)分布進(jìn)行溫度監(jiān)測(cè),箱式爐容積較小采用4點(diǎn)監(jiān)測(cè),保溫性較差,顯示溫差高低處達(dá)18℃,U形通過式固化爐采用8點(diǎn)監(jiān)測(cè),顯示溫差12℃。為了掌握工件涂膜固化的實(shí)際溫度,采用爐溫跟蹤儀進(jìn)行檢測(cè)。
2.1.1 試驗(yàn)方案
制作200 mm×100 mm×2 mm冷扎鋼板8塊,經(jīng)脫脂→水洗→除銹→水洗→表調(diào)→磷化→水洗→熱水洗→預(yù)烘烤→其中2塊靜電噴涂RAL7035環(huán)氧-聚酯粉末;同時(shí)脫脂處理并砂紙打磨100 mm×50 mm×0.5 mm規(guī)格的馬口鐵板2塊噴涂RAL7035環(huán)氧-聚酯粉末,將兩個(gè)固化爐升溫至180℃,爐溫跟蹤儀3根導(dǎo)線連接在未噴涂的3塊冷軋板上,并采取高、中、低(具體位置以正常生產(chǎn)時(shí)工件的最大尺寸為參考)懸掛,另一根導(dǎo)線懸空至固化爐中部測(cè)試空氣溫度,對(duì)噴涂粉末的1塊試板和馬口鐵板懸掛于中間位置同爐溫跟蹤儀一起送入箱式固化爐中,溫度到達(dá)180℃計(jì)時(shí)20 min。測(cè)試完用相同的方法將其余試板懸掛送U形通過固化爐,固化時(shí)間由鏈速控制(550 r/min固化20 min)。
2.1.2 試驗(yàn)結(jié)果及比較
通過爐溫跟蹤儀的測(cè)試,箱式固化爐固化后冷軋板涂膜顏色明顯比U形通過式固化爐所固化涂膜發(fā)白。對(duì)兩塊冷軋板做劃格、附著力試驗(yàn),未出現(xiàn)脫落;對(duì)馬口鐵板涂膜作50 kg沖擊試驗(yàn),涂膜未出現(xiàn)明顯裂紋。從爐溫跟蹤儀曲線看出噴涂工件在儀表顯示溫度達(dá)180℃,固化時(shí)間20 min的情況下,通過式固化爐到達(dá)180℃實(shí)際平均時(shí)間為14 min(見圖1),箱式固化爐到達(dá)180℃溫度實(shí)際平均時(shí)間為10 min(見圖2)。涂膜實(shí)際發(fā)生交聯(lián)固化的時(shí)間長短不一致及溫度均勻性差導(dǎo)致出現(xiàn)零件涂膜色差。
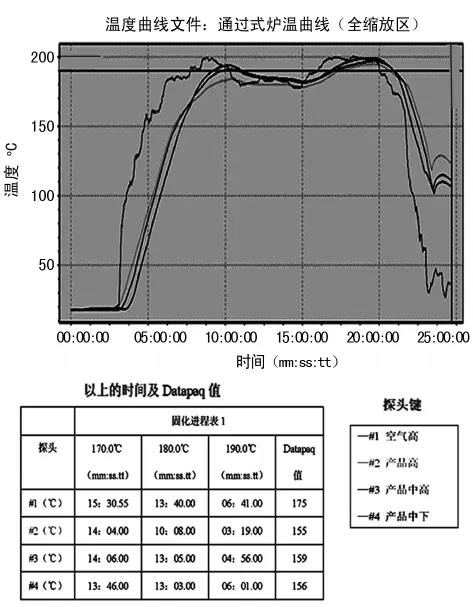
圖1 U型雙行程通過式固化爐爐溫跟蹤曲線
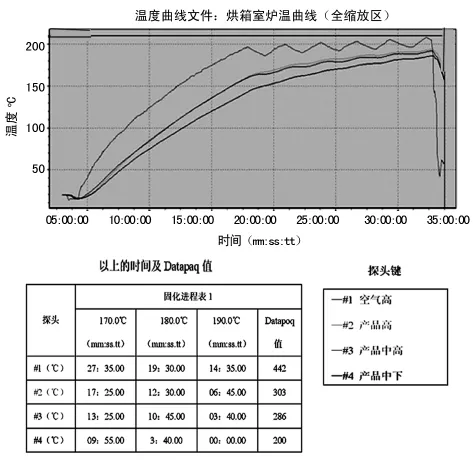
圖2 箱式固化爐爐溫跟蹤曲線
2.2 解決方法
(1)箱式固化爐設(shè)定溫度參數(shù)由原來的185℃提高到190℃,提高涂膜的實(shí)際固化時(shí)間。
(2)由于箱式固化爐空間限制無法增加熱循環(huán)裝置,通過對(duì)箱式爐底部改造為軌道進(jìn)出烤爐,底部增加遠(yuǎn)紅外輻射器,輻射器上層覆蓋篦子進(jìn)行安全防護(hù)。這樣,減少了固化爐底部與高部的溫度差,使?fàn)t內(nèi)整體溫度相對(duì)均勻。
(3)通過對(duì)設(shè)定參數(shù)的改進(jìn)及固化爐底部增加熱輻射器,改進(jìn)固化爐溫度的均勻性后,再一次采用上述方法用爐溫跟蹤儀進(jìn)行測(cè)試,從爐溫跟蹤儀曲線圖看出箱式爐實(shí)際固化溫度在180℃以上的時(shí)間基本與U形通過固化爐取得了一致,對(duì)兩烤爐固化試板涂膜顏色進(jìn)行對(duì)比,顏色光澤無明顯差異。
3 同一固化爐固化后薄厚冷軋板零件色差
3.1 常見涂膜色差分析
色差一般出現(xiàn)在用不同批次粉末涂料噴涂的涂裝產(chǎn)品之間;或者用同樣批次的粉末,涂裝不同材質(zhì)、不同形狀、不同大小和厚度的工件之間;原材料由于批次間的色度、參數(shù)的不同,粉末涂料生產(chǎn)過程中操作者調(diào)色經(jīng)驗(yàn)的不足,淺色粉末的泛黃及其助劑(如低溫固化劑,流平劑等)自身易泛黃;生產(chǎn)混料時(shí)間長也會(huì)使粉末整體顏色加深等都能引起粉末批次間色差問題。以上涂膜色差問題,都會(huì)影響組裝產(chǎn)品的顏色,最后影響到涂裝產(chǎn)品的質(zhì)量。
通常為減少調(diào)色次數(shù)提高生產(chǎn)效率,對(duì)影響調(diào)色的原材料進(jìn)行相應(yīng)庫存,以減少調(diào)色色差;薄厚板材在相同的條件下涂膜固化,由于吸熱快慢的不同使涂膜反應(yīng)時(shí)間差異,但以前沒有引起色差故障。
經(jīng)過初步排查并未找到出現(xiàn)色差的真正原因后,我們決定對(duì)對(duì)容易引起涂膜色差的原材料(鈦白粉和低溫固化劑)重點(diǎn)進(jìn)行試驗(yàn)排查。
3.2 環(huán)氧-聚酯粉末制造工藝流程
稱量配料→預(yù)混合→熔融擠出壓片→粉碎→過篩→加浮花劑混合→包裝
3.3 低溫固化劑206影響試驗(yàn)
環(huán)氧-聚酯粉末其固化反應(yīng)是由環(huán)氧樹脂中的環(huán)氧基團(tuán)與聚酯樹脂中的羥基交聯(lián)成膜,其反應(yīng)式為:
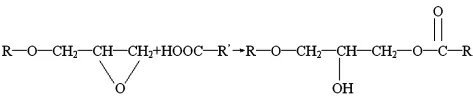
因此配方中的低溫固化劑206實(shí)際上為促進(jìn)劑,是降低環(huán)氧和聚酯反應(yīng)溫度,縮短固化時(shí)間,它是環(huán)脒類化合物,其化學(xué)結(jié)構(gòu)中含有叔氮原子和活潑的氫原子,能夠在相對(duì)低的溫度下使環(huán)氧基聚合。
依據(jù)表1“試驗(yàn)方案”中配方一和配方二,分別生產(chǎn)粉末各500 g。然后,制作200 mm×400 mm板材厚度為1 mm和2 mm冷軋板各3塊(其中兩塊薄厚板另做試驗(yàn))經(jīng)脫脂磷化后,采用配方一粉末和配方二制作的粉末噴涂薄厚板材各一塊,做好標(biāo)識(shí),在固化爐溫度達(dá)到180℃下固化20 min,取出試板冷卻后進(jìn)行顏色對(duì)比,兩配方薄厚板材涂膜依然存在色差,兩配方之間同一厚度板材涂膜顏色一致。排除了低溫固化劑引起的故障。
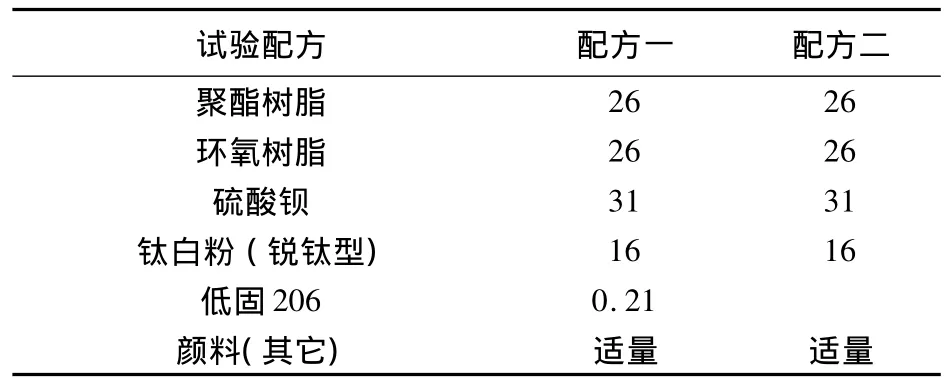
表1 試驗(yàn)方案
3.4 鈦白粉對(duì)比試驗(yàn)
我公司生產(chǎn)的中高壓開關(guān)柜使用環(huán)境主要為戶內(nèi),因此在粉末原材料中為了降低成本選擇了銳鈦型BA01-01鈦白粉。鈦白粉在所有白色顏料中具有最高的遮蓋力,同時(shí)吸收紫外線,確保涂料的耐候性能,因此在粉末生產(chǎn)中被廣泛應(yīng)用。但作為顏料的一種,其色澤在溫度、時(shí)間和反應(yīng)性介質(zhì)的作用下,通常會(huì)發(fā)生顯著變化。為了驗(yàn)證薄厚板材色差故障,重新采購了金紅石型R″-996鈦白粉進(jìn)行對(duì)比試驗(yàn)。
依據(jù)粉末涂料制作的工藝流程,將配方一中BA01-01替換為 R″-996,制作粉末500 g,噴涂經(jīng)過磷化前處理的薄厚板材各一塊,在固化溫度180℃下烘烤20 min,取出樣板冷卻后對(duì)比顏色,薄厚冷軋板涂膜顏色均勻一致,并且同標(biāo)準(zhǔn)色卡比較無色差。以上試驗(yàn)說明導(dǎo)致薄厚板材出現(xiàn)色差的原因在于鈦白粉原材料的熱穩(wěn)定性影響。
4 結(jié)語
為確保機(jī)電產(chǎn)品涂膜顏色,滿足用戶的要求,組裝于同一產(chǎn)品的零部件在涂裝后選用不同固化爐固化時(shí),應(yīng)通過爐溫跟蹤測(cè)試,確定一致的固化工藝參數(shù)才能保證最終涂膜一致的顏色和光澤。金紅石型鈦白粉有優(yōu)良的熱穩(wěn)定性,為避免不同厚度工件涂裝后的涂膜色差,推薦選用金紅石型鈦白粉用于環(huán)氧-聚酯粉末生產(chǎn)。通過小批量試生產(chǎn),對(duì)某公司國網(wǎng)開關(guān)柜門板和端封板顏色色差問題得到了徹底解決。
[1] 張俊智,周師岳.粉末涂料與涂裝工藝學(xué)[M].北京:化學(xué)工業(yè)出版社,2008.
[2] 毛建平.粉末涂料的人工配色[J].涂料工業(yè),2011(12):41-43.
[3] 聶文福.涂裝質(zhì)量與檢驗(yàn)標(biāo)準(zhǔn)[J].機(jī)械制造,1992(7):34-35.