某波導天線工藝設計與制造
2013-08-07 06:02:18羅仕安
機電產品開發與創新 2013年3期
羅仕安
(中國電子科技集團公司 第十研究所,四川 成都 610036)
0 引言
波導天線是某彈載設備的重要組成部分,用以完成測量信號的收發傳輸等任務。天線性能指標高,結構復雜,安裝于彈體上并與彈體外表面共形,其將承受溫度、振動、沖擊等惡劣環境的影響,為天線工藝設計與制造提出了嚴格要求。
為滿足波導天線信號傳輸性能要求,保證彈載工作環境下的可靠性,依據天線組成,進行可制造性分析和工藝設計,制定加工流程,開展工藝驗證,實現波導天線設計與制造最優化,保證波導天線性能和環境適應性要求,并達到提高波導天線生產效率和降低生產成本的目的。
1 可制造性分析
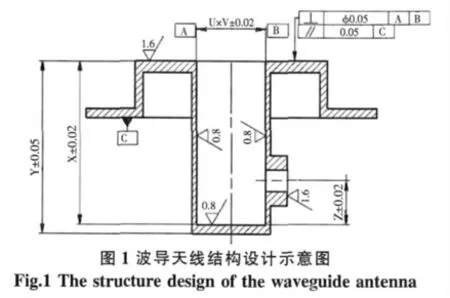
經電訊設計,波導天線主要由波導和安裝法蘭組成,如圖1所示。
波導內腔尺寸精度,如長度尺寸U±0.02mm、寬度尺寸V±0.02mm、深度尺寸X±0.02mm,位置精度,如波導腔和安裝面的垂直度0.05mm,都是保證波導天線電性能指標的關鍵工藝要素。除波導內腔尺寸對電性能指標影響外,內壁光滑與否對信號傳輸的損耗程度影響也很大,光滑的內壁能很大程度上減少電性能的損耗,波導天線要求其波導腔表面粗糙度在Ra1.6μm 以下,為此,需要減小鍍銀波導內腔表面的加工粗糙度達Ra0.8μm,達到低電性能損耗要求。
波導腔體內腔兩相鄰面間成直角,沒有圓角過渡,由于單純的刀具加工不能清角,而電火花成型加工效率低、成本高。因此,對波導腔體工藝設計,將波導腔體進行可制造性拆分加工,選擇 “標準波導” 或通過數控銑和電火花線切割完成波導及法蘭的 “整體波導” 加工,再通過精密焊接組裝一體,實現天線波導腔體制造;為滿足輕量化和精密焊接要求,波導組件的材料選用Al-Mn 合金制造。
采用 “標準波導” 方案實現波導天線制造,需根據可制造性要求,將波導天線設計為法蘭盤、波導管、板、反射板四部分組成,見圖2。選用與工作頻段相匹配的鋁合金標準波導管,然后通過精密釬焊技術先焊接法蘭盤和波導管,再焊接板和反射板實現四個組件拼裝焊接。

圖2 標準波導天線組成圖Fig.2 The composition structure of the standard waveguide antenna
由于波導天線安裝于彈體上,工藝設計時法蘭和板與彈體安裝面需要留余量2mm,用于焊接后加工獲得理想的安裝表面。
在 “標準波導” 方案下,波導天線的法蘭盤和標準波導的尺寸精度和位置關系依靠焊接夾具保證,見圖3,由于焊接夾具和焊接組件之間必須留有一定量的間隙,釬焊時零件熱膨脹變形,導致波導管延伸量,在焊接裝夾狀態下,使得熱膨脹的波導只能向法蘭端面延伸,難以保證波導天線關鍵尺寸X±0.02mm、法蘭盤和標準波導的垂直度0.05mm 的實現。工藝驗證顯示由于焊接時造成的熱變形,垂直度只能達到0.1mm,即使通過增加墊片調整到最好狀態也 只 能 到 達0.07mm,為后續法蘭盤安裝面數控加工帶來了困難,需要采用杠桿表對X、Y、Z 三個方向進行找正,顯著降低了生產效率。同時,由于焊接組件多,焊縫長,容易出現焊接缺陷,并可能導致缺陷處涂覆層起泡,影響天線外觀質量,見圖4。

圖3 標準波導天線焊接裝配示意圖Fig.3 The scheme of the welding assembly for the standard waveguide antenna
采用 “整體波導” 方案實現波導天線制造,需根據獨立性和信息量最小原則,將法蘭盤和波導管集成一體為 “整體波導”,由整體波導、板、反射板三部分組成,通過精密釬焊將三部分拼裝焊接形成波導天線,如圖5所示。在 “整體波導” 方案下,板和反射板加工與 “標準波導” 方案一致,整體波導采用數控銑加工和線切割加工實現,波導腔關鍵尺寸X±0.02mm,波導與法蘭端面的垂直度0.05mm 均能得到直接保證,避免了焊接熱膨脹變形影響,與板和反射板精密焊接后無需后續機械加工,不需預留切削加工余量,大大簡化了加工流程。
另外,由于 “整體波導” 不需要使用 “標準波導” 方案中的焊接夾具,板和反射板時焊接操作簡單,焊接組件少,焊縫短,不易產生焊接缺陷,顯著降低了焊縫涂覆后起泡的隱患,如圖6所示。



2 工藝設計
采用 “標準波導” 方案進行工藝設計,選用標準波導成形,包括波導熱處理退火、波導平直校形和波導管內壁拋光等共有8 道工序;法蘭盤加工需數控銑、鉆孔等6 道工序;板和反射板的加工則僅需4 道工序;波導天線組裝焊接是關鍵,包括焊接、數控銑、鍍銀等共8道工序。焊接時需采用焊接夾具裝夾控制天線組裝焊接精度,同時,需控制焊接順序,先焊接法蘭盤和波導管,再焊接板和反射板。焊接完成后采用數控加工法蘭端面預留的加工余量以及去除焊疤,保證安裝要求,天線成形后表面鍍銀,滿足電性能要求。“標準波導” 方案天線制造流程如圖7所示。
采用 “整體波導” 方案進行工藝設計,包括整體波導、板和反射板3 個焊接組件加工,其中板和反射板的加工工藝流程與“標準波導” 方案相同,而由于波導和法蘭形成整體波導,采用數控加工完成,沒有標準波導加工以及法蘭和波導的焊接相關工序,并且整體波導、板、反射板組裝焊接后,僅需對板和反射板處進行加工,因而天線加工工序由32 道減少到22道,減少了31%,天線結構也得到了優化。“整體波導”方案天線制造流程如圖8所示。

圖7 標準波導方案天線制造流程Fig.7 The manufacturing process of the standard waveguide antenna

圖8 整體波導方案天線制造流程Fig.8 The manufacturing process of the holistic waveguide
“標準波導”方案和 “整體波導” 方案制造波導天線工藝過程相似,先加工波導、板和反射板等焊接組件,然后組裝焊接,再數控加工成形,最后進行鍍銀表面處理。但是,比較兩種方案見表1,采用“整體波導” 方案制造波導天線,由于波導和法蘭一體化工藝設計,優化了天線焊接結構,減少了焊接組件數量,降低了焊接組裝要求,簡化了焊接夾具,焊縫長度由387mm 減少到236mm,減少了39%,天線焊接過程得到良好控制,天線關鍵尺寸得到可靠保證,降低了加工難度,降低了生產成本87.5%,具有良好的批量生產性。
3 工程驗證
在綜合比較 “標準波導” 與 “整體波導” 兩種工藝方案基礎上,優選 “整體波導” 方案進行工藝設計,制定工藝流程,完成工藝驗證波導天線制造。經性能測試和高低溫試驗(低溫40℃,高溫70℃)、濕熱試驗 (溫度45℃、相對濕度95%~98%)、振動試驗(XYZ 方向、加速度2.3g、持續時間240min)、離心試驗以及電磁發射和敏感 度 檢 測 (頻 率 范 圍2MHz~18GHz)等系列環境試驗驗證,天線性能指標滿足系統要求,抗惡劣環境適應性滿足產品規范要求。現今,生產完成的20套波導天線已應用于某彈載設備上,保證了系統任務的順利完成。

表1 波導天線兩種制造工藝方案綜合對比表Tab.1 The comprehensive comparison between the manufacturing processes of the holistic waveguide and the standard waveguide
4 結束語
在關鍵部件產品研制中,為滿足產品性能和環境適應性要求,應依據電訊設計進行可制造性分析和工藝設計,并對可行性工藝方案進行制造質量、生產效率、加工成本等綜合比較,實現產品工藝設計與制造的最優化,滿足產品性能、環境適應性、工藝可靠性、生產效率和生產成本綜合要求。
[1]李宗斌,陳富民.產品開發的可制造性設計方法[J].制造業設計技術,2002,2.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39