滌綸POY/DTY 復合絲熱收縮率的影響因素探討
2013-08-16 01:35:28楊秀琴季玉棟謝俊霞
合成纖維工業 2013年6期
楊秀琴 ,季玉棟,謝俊霞
(1.河南工程學院,河南 鄭州 450007;2.新鄉白鷺化纖集團有限責任公司,河南 新鄉 453011)
滌綸POY/DTY 復合絲是以不同規格的滌綸POY 原絲為原料,通過對33-H 加彈機的適當改造,利用不同的絲道,使一束POY 加彈成DTY 與另一束未加彈的POY 網絡合股形成包芯復合絲,利用POY 與DTY 的染色差異改善織物染色性能,使織物呈現雪花狀色丁效果[1];又因POY 和DTY 取向度的不同,熱收縮性不同,POY/DTY 復合絲表現出異收縮效果,屬于異收縮絲。用該復合絲織成的織物有優良的排汗吸濕性和彈性,是保暖內衣首選面料,有廣闊的發展前景。在滌綸POY/DTY 復合絲的實際生產中,主要考慮提高其異收縮性,既要考慮卷曲收縮率和沸水收縮率,還要考慮生產的穩定性。作者重點探討了生產過程中原料及工藝條件對產品熱收縮率的影響。
1 試驗
1.1 原料及設備
2 種滌綸POY:線密度分別為86 dtex/48 f,135 dtex/72 f,斷裂強度2.5 cN/dtex,斷裂伸長率115%,條干不勻率0.94%,沸水收縮率41%,新鄉白鷺化纖集團有限責任公司產。
設備:日本村田公司生產的33-H 加彈機;常州銳品精密儀器有限公司YG086型縷紗測長儀;德國Textechno 公司Statimat 強伸儀及Texturmat自動收縮儀。
1.2 主要工藝流程及參數
以86 dtex/48 f 和135 dtex/72 f 滌綸POY 為原料,生產滌綸POY/DTY 復合絲,線密度為167 dtex/120 f,其工藝流程見圖1。

圖1 167 dtex/120 f 滌綸POY/DTY 生產流程Fig.1 Flow chart of 167 dtex/120 f PET POY-DTY production
POY/DTY 復合絲生產是在一臺加彈機上,其中2 個絲道POY 絲路和DTY 絲路工藝參數有所不同,不經假捻的POY 絲路主要控制其送絲速度即零羅拉送絲速度,一般為避免不假捻POY 絲束的意外拉伸,其送絲速度與假捻變形的第二羅拉速度相近,即不假捻POY 絲束的零羅拉送絲速度為578 m/min;而需要假捻變形的一束POY 絲在生產POY/DTY 復合絲時其工藝參數除第二熱箱溫度不宜太高以免不假捻POY 絲束的在第二熱箱中的意外拉伸,一般控制約150℃,其他工藝參數與普通DTY 生產基本相同。生產復合絲的主要工藝參數見表1,其中,第一熱箱溫度、拉伸倍數、假捻角為DTY 工藝參數;而其他的為POY 與DTY 經復合導絲器后的復合絲工藝參數。
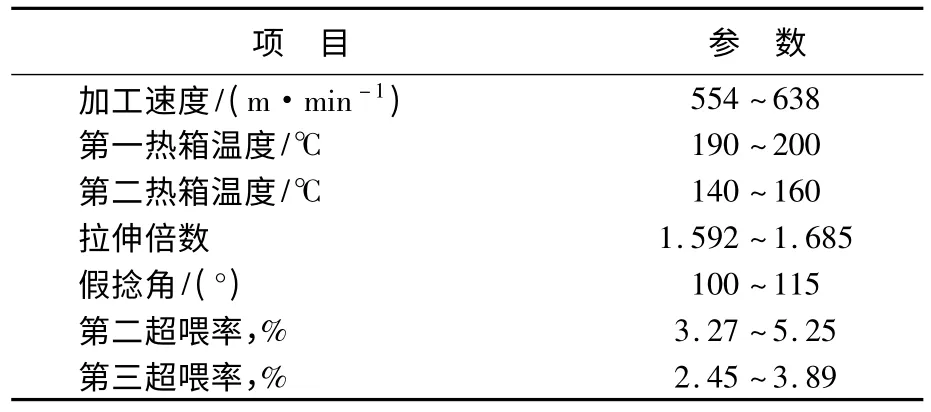
表1 167 dtex/120 f 滌綸POY/DTY 主要工藝參數Tab.1 Process parameters of 167 dtex/120 f PET POY-DTY
1.3 分析測試
線密度:使用YG086型定長儀,DT-100型單盤天平采用定長稱重法測試。
斷裂強度及斷裂伸長率:采用Statimata 強伸儀測試。
卷曲收縮率:采用Texturmat 自動收縮儀測試。
沸水收縮率(S):采用YG086型縷紗測長儀繞取一定數量的纖維,在預加張力(0.089 cN/dtex)下測定POY/DTY 的原始長度(L0),然后用紗布包好,放入沸水中煮30 min,取出并自然冷卻,在相同預加張力下測定纖維長度(L1),纖維S 計算如下:

2 結果與討論
2.1 加工速度
加彈機加工速度越高,生產能力越大,但加工速度還對成品絲的染色性、有無毛絲降等、生產過程中斷頭率的高低有直接影響,同時還影響成品DTY 的S。對生產POY/DTY 復合絲而言,DTY的S 下降,而沒有假捻的POY 絲束的S 不變,則POY/DTY 復合絲的異收縮率增大[2]。從表2 可看出,隨著加工速度的提高,復合絲的S 降低,并且出現毛絲及斷頭現象。因此,在保證正常生產和無毛絲降等,無斷頭的情況下,生產POY/DTY復合絲采用578 m/min 的加工速度。
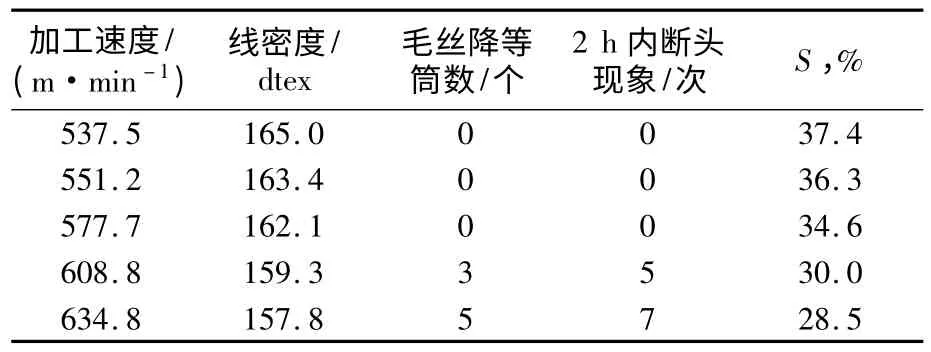
表2 加工速度與復合絲S 的關系Tab.2 Relationship between processing speed and S of POY-DTY
2.2 DTY 拉伸倍數
隨拉伸倍數的增加,DTY 線密度下降,DTY毛絲降等幾率上升[3],加捻張力、解捻張力及卷繞張力均隨之上升。同時,拉伸倍數提高,DTY的S 減小,POY/DTY 復合絲異收縮性增加。生產POY/DTY 復合絲時,為避免毛絲降等,POY/DTY復合絲的拉伸倍數與普通DTY 生產基本相同,為1.592~1.680。從表3 可見,在其他工藝條件一定時,綜合考慮,135 dtex/72 f POY 假捻變形時選擇拉伸倍數為1.631。
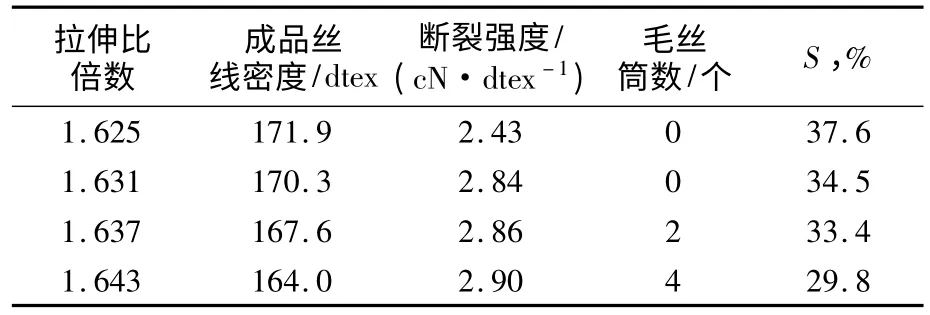
表3 拉伸倍數與POY/DTY 復合絲S 關系Tab.3 Relationship between draw ratio and S of POY-DTY
2.3 第二超喂率
第二超喂率主要影響DTY 成品絲的卷曲收縮率。隨第二超喂的升高,DTY 成品絲的卷曲收縮率明顯增加,DTY 成品絲穩定性增強。沸水收縮率下降。為增加POY/DTY 復合絲的異收縮性可采用比普通DTY 生產稍高的第二超喂率,生產中選擇第二超喂率為4.20 %。
2.4 第一熱箱溫度
POY 的拉伸過程實質是纖維大分子由折疊鏈向伸直鏈的轉變過程,所以第一熱箱溫度越高越有利于纖維的拉伸變形,即有利于DTY 的取向度提高,S 下降,但過高的溫度,當接近于纖維的軟化點時,纖維間發生粘連、并絲,產品DTY 手感發硬、蓬松性下降,成品降等。隨著第一熱箱溫度的升高,DTY 卷曲收縮率增加。從表4 可知,為獲得良好的POY/DTY 異收縮性,在生產POY/DTY 復合絲時,應采用比普通DTY 生產加工稍高的變形熱箱溫度,即為190~200℃。
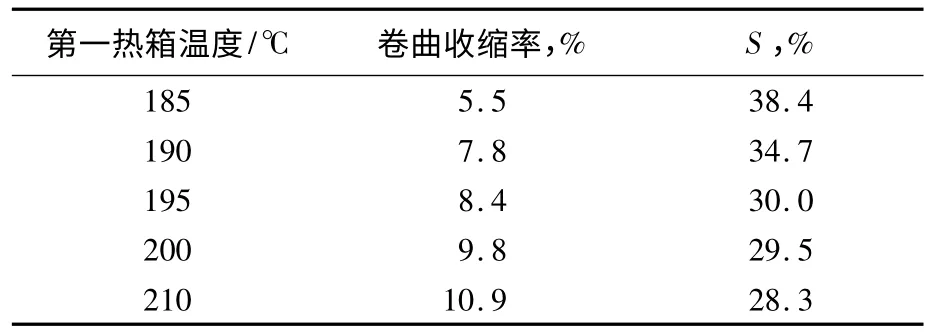
表4 第一熱箱溫度與POY/DTY 復合絲S 的關系Tab.4 Relationship between the first heat box temperature and S of POY-DTY
2.5 第二熱箱溫度
第二熱箱主要對纖維的拉伸和假捻變形起定型作用,消除卷曲內應力,降低纖維熱收縮率,賦予纖維尺寸熱穩定性[4]。第二熱箱溫度的高低主要影響DTY 纖維卷曲收縮率、松圈的多少、剩余扭矩的高低,第二熱箱溫度升高,DTY 松圈現象增加,剩余扭矩下降,DTY 纖維卷曲收縮率減小,成品絲的S 下降。生產POY/DTY 復合絲時,POY 與DTY 的復合是在假捻器后第二羅拉前完成的,為增加復合絲的異收縮率需要采用較低的定型熱箱溫度。由表5 可知,在生產POY/DTY復合絲時,為獲得良好的纖維成形,及合理的卷曲收縮率,第二熱箱溫度采用在140~150℃。
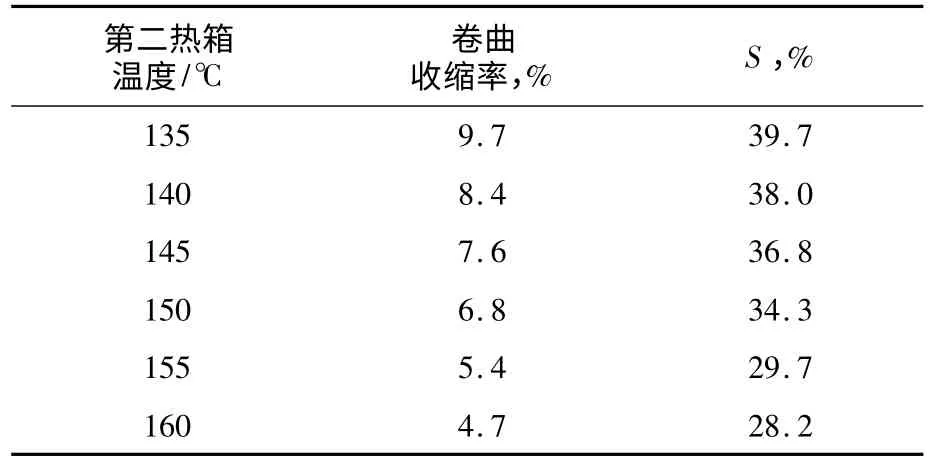
表5 第二熱箱溫度與POY/DTY 復合絲S 的關系Tab.5 Relationship between the second heat box temperature and S of POY-DTY
2.6 POY/DTY 復合絲性能
生產167 dtex/120 f POY/DTY 復合絲時,除了對上述工藝參數進行優化外,還對其他工藝參數也進行了調整。采用加工速度578 m/min,POY 加工為DTY 的拉伸倍數為1.631,第二超喂率為4.2%,第三超喂率為2.95%,第一熱箱溫度為195℃,第二熱箱溫度為150℃,生產穩定,產品性能良好,其性能指標見表6。
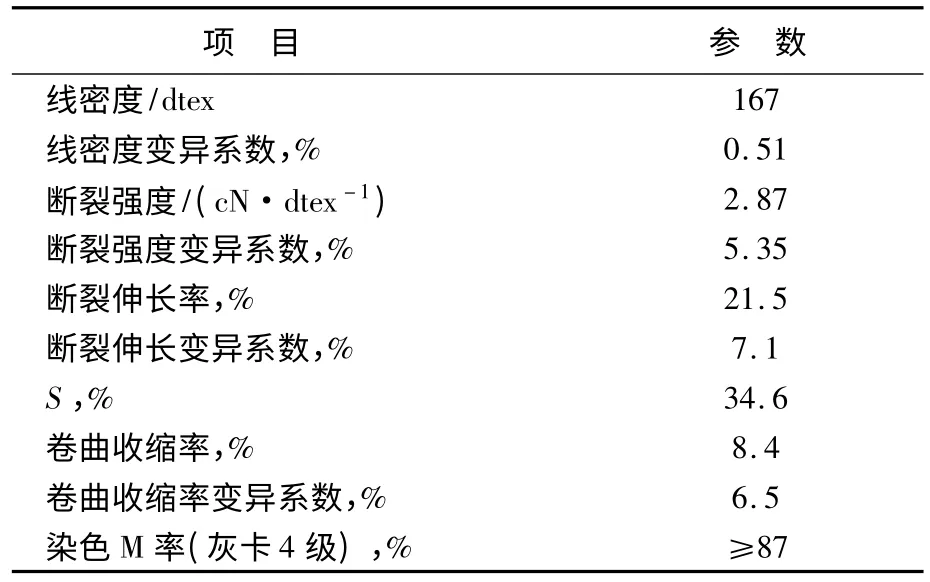
表6 167 dtex/120 f 滌綸POY/DTY 復合絲性能指標Tab.6 Physical index of 167 dtex/120 f PET POY-DTY
3 結論
a.滌綸POY/DTY 復合絲生產中,影響其熱收縮率的主要工藝條件有加工速度、拉伸倍數、第二超喂率、第一和第二熱箱溫度。
b.滌綸POY/DTY 復合絲的沸水收縮率隨加工速度、拉伸倍數、第二超喂率及第一和第二熱箱溫度的提高而降低。
c.滌綸POY/DTY 復合絲的沸水收縮率受其中POY 組分的影響較大,復合絲的沸水收縮率比普通DTY 產品高,生產的167 dtex/120 f 復合絲S 為34.6%。
[1]王圖強,汪濤.滌綸復合絲(POY+DTY)的研發[J].江西化工,2008(2):131-132.
[2]謝倩,黃莉茜,王學利,等.一步法POY/FDY 滌綸混纖絲異收縮性能的表征[J].東華大學學報:自然科學版,2010,36(6):599-603.
[3]吳建亭.83 dtex/146 f 滌綸低彈網絡絲生產工藝探討[J].聚酯工業,2007,20(2):43-44.
[4]王妮.新型滌綸仿毛長絲紗成形原理及應用研究[D].上海:東華大學紡織學院,2005.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
