齒輪泵齒輪數(shù)控快速加工方法研究
2013-08-22 11:23:38周永情靳雷
機床與液壓 2013年8期
周永情,靳雷
(河南質(zhì)量工程職業(yè)學(xué)院機電系,河南平頂山467000)
齒輪泵主要用于輸送不含固體顆粒的液體,應(yīng)用范圍非常廣泛,可作潤滑油泵、重油泵、液壓泵和輸液泵等。其關(guān)鍵部件為兩個相互嚙合的齒輪,依靠兩個齒輪的嚙合和分開實現(xiàn)吸油和壓油,齒輪加工質(zhì)量的好壞直接關(guān)系著齒輪泵的性能。隨著計算機技術(shù)越來越多地應(yīng)用到機械制造行業(yè),CAD/CAM技術(shù)成為機械制造行業(yè)關(guān)鍵技術(shù)之一。作者利用CAXA系列軟件中的CAXA電子圖版和CAXA制造工程師無縫連接的特性,完成了齒輪從繪制到生成數(shù)控加工程序的整個過程,提高了齒輪輪廓的繪制精度和加工質(zhì)量,避免了交互建模中復(fù)雜的布爾運算,減輕了設(shè)計人員的工作強度,特別適合中小企業(yè)單件小批量的生產(chǎn)加工。
1 齒輪泵齒輪主要參數(shù)的確定
以直齒圓柱中低壓齒輪泵的齒輪為例,介紹其加工過程。綜合考慮現(xiàn)初步確定加工齒輪為齒數(shù)z=20、模數(shù)m=3、齒寬定為b=25 mm、壓力角α=20°的標(biāo)準(zhǔn)漸開線齒輪,電機轉(zhuǎn)速為2 000~2 500 r/min,工作壓力p=10 MPa。以上參數(shù)可能不符合齒輪泵設(shè)計中流量、排量和模數(shù)的相關(guān)關(guān)系,需要驗證。代入不修正的標(biāo)準(zhǔn)直齒圓柱齒輪的齒輪泵的理論排量:
式中:m為齒輪模數(shù);
z為齒輪齒數(shù);
α為齒輪壓力角。
理論流量:

式中:n為泵轉(zhuǎn)速(r/min)。
實際流量:

式中:ηv為泵的容積效率,取為0.75。
計算所得數(shù)據(jù)符合齒輪泵設(shè)計中流量、排量和模數(shù)的相關(guān)關(guān)系,因此確定以上參數(shù)為此次加工的齒輪參數(shù)。
2 齒輪泵齒輪外形輪廓的繪制
對于漸開線齒輪外形輪廓的繪制,傳統(tǒng)的方法是依據(jù)漸開線的坐標(biāo)方程,先繪制出漸開線齒輪的一個齒形,然后陣列出其他齒形。這樣做必然引起誤差,并且效率不高。作者主要利用CAXA電子圖版的參數(shù)化繪制漸開線齒輪模塊,快速準(zhǔn)確地繪制漸開線齒輪外形輪廓。
啟動CAXA電子圖版,選擇參數(shù)化繪制漸開線齒輪模塊,彈出參數(shù)化繪制對話框,在相應(yīng)的的位置輸入齒數(shù)、模數(shù)、壓力角等相關(guān)參數(shù),然后輸入齒輪頂部位置過渡圓的半徑值、齒輪根部位置過渡圓半徑值和需要畫的齒數(shù),點擊預(yù)覽,查看繪制的圖形,沒有問題,點確定,把齒輪圖形中心放置在坐標(biāo)原點處,便于下一步自動編程。最后生成圖形如圖1所示,保存為DWG格式就完成了全部繪制。

圖1 漸開線齒輪外形輪廓
3 齒輪泵齒輪加工軌跡仿真與自動編程
一般情況下,要想自動獲得齒輪加工軌跡和G代碼程序,就必須對其進(jìn)行三維造型,這種方法對于3軸以上的數(shù)控銑削的自動編程是必須的,但對于3軸以下的數(shù)控銑削自動編程就顯得比較麻煩,影響到編程效率。作者利用CAXA制造工程師,能實現(xiàn)與CAXA電子圖版的對接,不用三維造型,利用CAXA電子圖版生成的齒輪的二維輪廓圖,就能自動生成加工軌跡和G代碼程序。
3.1 齒輪加工刀具軌跡的生成
依據(jù)漸開線齒輪二維圖形的相關(guān)尺寸,對于粗加工,選擇直徑為3 mm的高速鋼平底立銑刀做為加工刀具,主軸轉(zhuǎn)速為800 r/min,切削進(jìn)給率為150 mm/min,吃刀量為2 mm,應(yīng)用CAXA制造工程師的區(qū)域式粗加工模塊,定義毛坯尺寸,選擇區(qū)域式粗加工加工方法,在彈出的對話框中設(shè)置主軸轉(zhuǎn)速、切削進(jìn)給率、吃刀量、安全高度等相關(guān)參數(shù),選擇好刀具,根據(jù)提示拾取,右鍵確定,系統(tǒng)自動生成加工軌跡,如圖2所示。
對于精加工,選擇直徑為2 mm的高速鋼平底立銑刀做為加工刀具,主軸轉(zhuǎn)速為1 500 r/min,切削進(jìn)給率為100 mm/min,吃刀量為1 mm。應(yīng)用CAXA制造工程師的平面輪廓精加工模塊,設(shè)置相關(guān)參數(shù),拾取加工輪廓和加工方向,生成加工軌跡,如圖3所示。
圖2 粗加工刀具軌跡
圖3 精加工刀具軌跡
3.2 齒輪加工動態(tài)仿真和G代碼的生成
依次拾取粗加工刀具軌跡和精加工刀具軌跡,點擊右鍵,選擇實體仿真指令,彈出軌跡動態(tài)仿真界面,對顯示參數(shù)進(jìn)行必要設(shè)置,點開始鍵,開始軌跡動態(tài)仿真,結(jié)果如圖4、5所示。
圖4 粗加工動態(tài)仿真
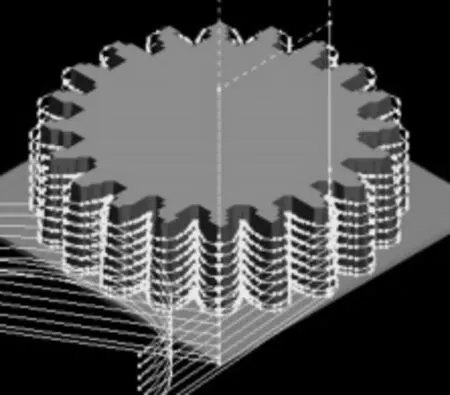
圖5 精加工動態(tài)仿真
單擊“應(yīng)用-后置處理-生成G代碼”指令,在彈出的“選擇后置文件”對話框中指定生成NC代碼文件名及其存儲路徑,按“確定”退出。分別拾取粗加工軌跡與精加工軌跡,按右鍵確定,生成加工G代碼,經(jīng)簡單修改后如所示。
O0001
N10G90G54G00Z100.000
N11S600M03
N12X29.500Y-28.472Z100.000
……………
N9467G00Z100.000
N9468M05
N9469M30
4 齒輪泵齒輪實際加工仿真
自動編程生成的G代碼,只是對加工軌跡的再現(xiàn)。通過軌跡動態(tài)仿真,說明加工運動軌跡不存在問題,不能說明生成的加工程序就能直接用于實際加工。為了檢驗生成的加工程序、選擇的刀具和設(shè)置的加工參數(shù)是否符合實際加工的需要,作者利用宇龍數(shù)控仿真系統(tǒng),模擬實際加工過程,對其進(jìn)行檢驗。
首先,在宇龍數(shù)控仿真系統(tǒng)中按照自動編程中已經(jīng)設(shè)計好的加工工藝,設(shè)置相同的毛坯,選擇相同的刀具、夾具,選擇與現(xiàn)有數(shù)控設(shè)備相同的加工系統(tǒng)和機床;然后依據(jù)自動編程選擇的z0平面完成對刀,導(dǎo)入數(shù)控程序進(jìn)行加工;最后觀察刀具走刀路線是否符合要求,測量加工好的工件與設(shè)計尺寸是否一致。如果符合要求,就可以導(dǎo)入數(shù)控設(shè)備進(jìn)行實際加工,如不符合要求,再修改程序和相關(guān)參數(shù),直至符合要求。實際加工仿真結(jié)果如圖6所示。

圖6 實際加工仿真
5 結(jié)束語
利用CAXA系列軟件完成了齒輪泵齒輪從二維圖形繪制到程序生成的整個過程,并對生成的軌跡進(jìn)行了動態(tài)仿真;然后用宇龍數(shù)控仿真軟件模擬了實際加工過程,檢驗了生成的數(shù)控程序在相應(yīng)的數(shù)控設(shè)備中進(jìn)行加工的正確性。此方法特別適合齒輪加工的單件小批量生產(chǎn),在某市一小型加工企業(yè)應(yīng)用,取得了不錯效果。
【1】張衛(wèi)青,郭曉東,張明德,等.?dāng)[線齒錐齒輪銑齒機的運動及加工仿真研究[J].制造技術(shù)與機床,2011(9):109-112.
【2】賀鵬,劉光磊.面齒輪數(shù)值仿真[J].科學(xué)技術(shù)與工程,2007,7(12):2956-2958.
【3】楊玉芳,林大鈞,付掌印.齒輪加工仿真技術(shù)[J].東華大學(xué)學(xué)報:自然科學(xué)版,2005(4):89-91.
【4】任繼文,郭厚焜.基于AutoCAD的齒輪加工仿真[J].現(xiàn)代制造工程,2004(6):51-52,65.
【5】顧頌虞,.基于CAXA制造工程師2008的葉輪仿真與加工[J].蘇州大學(xué)學(xué)報:工科版,2010(6):68-71.
【6】李存鵬,.基于CAXA與VERICUT的虛擬數(shù)控仿真加工的研究[J].CAD/CAM與制造業(yè)信息化,2011(2):93-95.
【7】杜家熙,鄭素真.基于CAXA制造工程師的齒輪造型與加工仿真[J].工具技術(shù),2011,45(9):35-37.
