利用磨耗實現(xiàn)數(shù)控車床快速對刀方法的研究
2013-08-22 11:23:38鐘如全
機床與液壓 2013年8期
鐘如全
(四川信息職業(yè)技術(shù)學院,四川廣元628017)
數(shù)控車床對刀是加工前必須的準備工作,要求對刀精確、快捷。數(shù)控車床對刀的精度直接關(guān)系到零件的精度,對刀的熟練程度則影響到產(chǎn)品的生產(chǎn)效率,尤其是在單件生產(chǎn)中更加突出。所以,提高數(shù)控車床的對刀速度,則能提高產(chǎn)品的加工效率。作者利用磨耗減化對刀,實現(xiàn)數(shù)控車床的快速對刀,以提高產(chǎn)品的生產(chǎn)效率。
1 對刀原理

圖1 零件一
對刀的目的主要是為了建立工件坐標系和確定刀具長度偏差,即確定編程坐標系原點在機床坐標系中的位置。目前有試切法對刀和采用對刀儀對刀兩種方法。試切法對刀是實際中應用最多的一種對刀方法。
加工如圖1所示的零件,至少用到3把刀,即外圓車刀、切槽刀和螺紋車刀,以右端面為編程原點。現(xiàn)以外圓車刀對刀為例進行試切法對刀步驟的說明。基本所有數(shù)控車床試切法對刀都在工件和刀具裝夾完畢后,驅(qū)動主軸旋轉(zhuǎn)完成下面兩個步驟:
(1)移動刀具試切工件右端面,保持刀具在Z方向位置不變,沿X方向退刀,并在FANUC系統(tǒng)中的【工具補正/形狀】界面下,在 Z坐標下輸入“Z0”,按下【測量】,則Z方向的刀偏就輸入到系統(tǒng)中,如圖2所示。
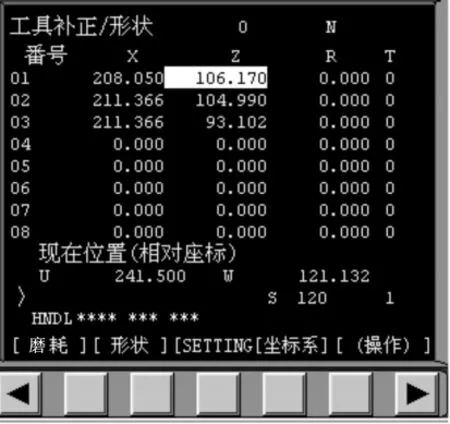
圖2 【工具補正/形狀】界面
(2)移動刀具至工件試切一段外圓,然后保持X坐標不變,向Z軸移動使刀具離開工件,測量試切后的工件外圓直徑為d,并在FANUC系統(tǒng)中的【工具補正/形狀】界面下,在X坐標下輸入“Xd”,按下【測量】,則X方向的刀偏就輸入到系統(tǒng)中,如圖2所示。
其他兩把刀具的對刀重復以上步驟即能完成。
2 利用磨耗實現(xiàn)快速對刀的方法和步驟
在數(shù)控車床中,磨耗值一般用于加工完首件后,測量發(fā)現(xiàn)尺寸有出入,如果不想更改程序的條件下,微調(diào)磨耗值保證零件加工的精度;或者用處更多的是,加工了一段時間后,刀具發(fā)生了損耗,但還能使用,為了保證加工尺寸,則微調(diào)磨耗值同樣能保證零件加工的精度。然而,若在進行單件生產(chǎn)時,由于每件零件都要進行對刀,故效率非常低,但若利用好磨耗,同樣能夠減化對刀,提高對刀的速度。
由于數(shù)控車床在加工零件時,大部分零件的加工刀具基本上變化不大,一般都是用外圓車刀、切槽刀、螺紋車刀、內(nèi)孔車刀等就可以完成,所以刀具安裝好后基本上不需要更換刀體,若刀片磨損則更換刀片就行。若加工第一件工件時這些刀具的對刀都處理好了,則加工第二件工件時不需要重新對3把刀,而只要用一把刀對刀就能解決問題。加工如圖3所示的零件,同樣要用到3把刀(外圓車刀、切槽刀和螺紋車刀),如果采用一般的方法,則要將3把刀重新全部對刀后才能加工,但這樣的效率比較慢。若采用磨耗減化對刀的方法,只需要將其中一把刀重新對刀,其他的刀都不再需要對刀了。

圖3 零件二
下面就是利用磨耗減化對刀的步驟和方法:
(1)以其中的一把刀作為基準刀 (如外圓車刀),進行Z方向的對刀。移動刀具試切工件右端面,保持刀具在Z方向位置不變,沿X方向退刀,并記錄下此時的機床坐標系中的Z坐標值。
(2)將剛記錄下的Z坐標值與上次對刀中的Z偏置中的Z值相減,將兩次的差值作為刀具長度磨耗值輸入到對應刀號的磨耗中,如圖4所示。其他兩把刀的差值同樣處理。例如在加工圖1所示零件時,外圓車刀的Z向偏置值為106.170,而加工圖3所示零件時對刀的Z方向機床坐標值為121.132,故在Z向磨耗中應輸入14.962,而其他刀具同樣相差這么多,故其他兩把刀的Z方向磨耗同樣是14.962。
(3)在X方向上由于都是以零件的軸線建立編程坐標系,故不管怎么變化,X方向的刀偏值始終不變,故磨耗值都為0。

圖4 【工具補正/磨耗】界面
3 結(jié)論
總之,利用磨耗實現(xiàn)車床的快速對刀,可以總結(jié)為如下的公式:

此處Z2為第二次對刀時Z方向的機床坐標值,Z1為第一次對刀時的刀偏值,L長度為對刀時刀位點與編程坐標系原點的Z向距離 (如果圖2以左端為編程原點,則L長度應為80),則在圖4的【工具補正/磨耗】界面下,在Z坐標磨耗下應輸入Z磨耗。同樣,在其他刀具的Z坐標磨耗下相應地輸入Z磨耗。從以上可以看出:在進行單件或小批量生產(chǎn)時,采用磨耗對刀的方法能夠快速地實現(xiàn)車床的對刀,提高生產(chǎn)效率。
【1】FANUC 0i Mate.TC操作編程說明書[M],2007.
【2】張亞萍,曹燕.三點圓法實現(xiàn)工件坐標系的自動設定[J].組合機床與自動化加工技術(shù),2009(6):91-92.
【3】彭美武.數(shù)控車床試切對刀法研究[J].機械設計與制造,2009(2):195-196.
【4】張秀萍.數(shù)控機床的對刀原理及常用的對刀方法[J].機械制造與自動化,2010(4):73-75.
【5】楊靜云,李良仁.數(shù)控加工中對刀設定工件坐標系的控制方法[J].組合機床與自動化加工技術(shù),2009(5):72-74.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
