基于機器視覺的封印字符編碼與條碼數據綁定系統
2013-08-23 08:33:56李仕奇譚振豪
制造業自動化 2013年16期
李 博,李仕奇,譚振豪
LI Bo1,LI Shi-qi2,TAN Zhen-hao2
(1.電子科技大學中山學院 機電工程學院,中山 528402;2.江門市大光明電力設備廠有限公司,江門 529100)
0 引言
計量封印產品主要用于電能計量裝置上進行加封[1],防止未授權的人員非法開啟計量裝置,達到防竅電的目的。為滿足電力企業防止封印被偽造,以及在使用上對其實施規范化、信息化、智能化管理的要求,封印產品上通常設置有激光打印的字符編碼、條碼等防偽特征,而且每個封印產品在生產出廠前均須將防偽信息讀取、錄入封印管理系統中。為增強防偽性能,某些型號的封印產品具有兩種防偽特征(如圖1所示),在正面采用條碼防偽特征,在側面采用字符編碼防偽特征,產品在包裝盒中的情況如圖2所示。以往對此產品兩種防偽信息的識別、錄入工作主要采用人工方式,由工人目檢包裝盒中的產品側面字符編碼是否與封印管理系統中預設的數據相符;然后,人工逐個拿出產品用手持條碼掃描器識別條碼信息輸入管理系統中。由此可見,該項檢測、數據綁定錄入工作的效率相當低下,而市場上還沒有這方面的自動化檢測裝置,因此,有必要研制封印產品字符編碼與條碼數據綁定系統。
本項目研究綜合應用機械設計、機器視覺檢測與自動化控制技術,開發出一種封印產品字符編碼與條碼數據綁定系統。采用機器視覺檢測技術對產品字符編碼及條碼進行自動識別,開發了基于PLC控制的自動化檢測夾具,應用虛擬儀器開發平臺LabVIEW完成檢測系統的軟件開發。實踐證明,該系統的應用實現了封印產品兩種防偽特征的自動化檢測與數據綁定錄入,大大提高了此項檢測工序的自動化水平和工作效率。

圖1 具有兩種防偽特征的封印
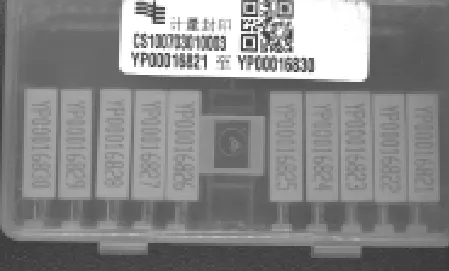
圖2 包裝盒中的封印產品
1 系統檢測夾具設計
如圖1所示,封印產品的兩種防偽特征位于不同位置上,由圖2可知,產品在包裝盒中只能呈現出所有側面字符編碼,而正面的防偽條碼由于產品之間的相互遮擋,無法呈現。因此,必須設計出一種新型的自動化檢測夾具,使產品放置于檢測夾具上能在兩個不同方向上自動呈現出兩種防偽特征,通過在兩個方向上建立分布式機器視覺檢測系統,可以實現對產品字符編碼和條碼兩種防偽特征的圖像采集、檢測。
本項目設計的自動化檢測夾具應用情況如圖3所示,將產品放置于檢測夾具上,所有產品側面呈平整狀態(如圖3(a)所示),在產品垂直上方設置有機器視覺裝置,可以對產品側面的所有字符編碼進行圖像采集。檢測夾具可以在PLC控制下向上運動,前后位置不同的封印產品運動上升的距離不同,這樣就使產品能夠自動錯開擺放,從而使產品所有的條碼特征同時呈現(如圖3(b)所示),在產品條碼正前方設置有另一個機器視覺裝置,可以對產品正面的所有條碼進行圖像采集。兩次檢測采集的圖像分別傳輸入軟件系統中處理,將檢測結果進行數據綁定再自動錄入封印管理系統中。
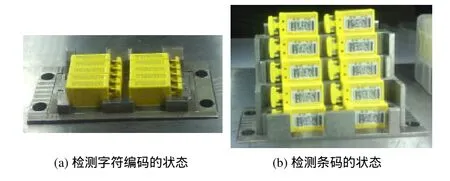
圖3 自動化檢測夾具應用情況
2 系統檢測流程
系統檢測流程如圖4所示,將封印產品放入檢測夾具中,利用光電檢測技術探測到產品存在,由PLC控制器產生視覺裝置1的外觸發信號,觸發相機采集到所有封印產品側面編碼的圖像輸入計算機中,軟件系統中的字符編碼檢測程序進行圖像處理、分析,得到字符編碼識別結果,并檢驗產品是否按照編碼順序排列。字符編碼檢測合格后,計算機軟件系統通過ModBus協議與PLC控制器通信,在PLC控制下使檢測夾具向上升起,呈現所有產品防偽條碼,然后產生視覺裝置2的外觸發信號,采集產品的正面條碼圖像輸入計算機中,軟件系統的條碼檢測程序進行圖像處理、分析,得到所有條碼的識別結果,并檢測產品是否按條碼順序排列。如果兩次檢測均合格,則將產品上的字符編碼與條碼進行數據綁定,采用UDP通信方式輸入封印管理系統中,然后PLC控制夾具下降,檢測系統復位到待機狀態,將合格品包裝出貨。在檢測中,如果出現字符編碼、條碼的識別錯誤,或者產品順序檢驗錯誤,則系統產生報警信號,并在操作界面上顯示出錯位置,檢測系統復位待機,將不合品剔出處理。
3 系統檢測原理
檢測系統以虛擬儀器LabVIEW為開發平臺,運用Ni Vision development module工具包輔助完成封印產品字符編碼及條碼的識別、數據綁定軟件程序(軟件界面如圖5所示)。
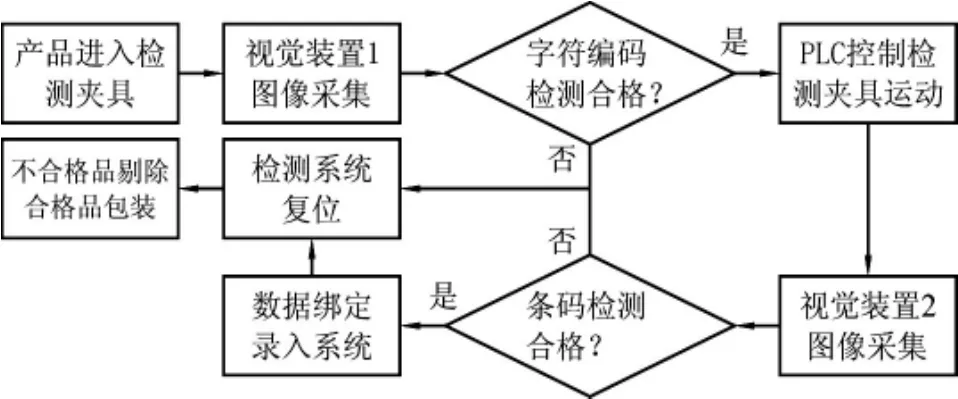
圖4 系統檢測流程圖
3.1 字符編碼檢測
字符編碼檢測應用了機器視覺OCR技術,其原理和主要流程如下:
1)首先通過自學習訓練建立封印產品字符編碼模板庫,在項目中,根據字符在圖像分割時呈現的特征,針對每個字符建立多模板[2],以增強模板匹配識別的適應性。
2)根據封印產品在檢測夾具上的位置設定包含字符與背景的ROI(感興趣區域),并保存于計算機硬盤中,檢測時由程序自動調用。
3)對采集到的字符編碼圖像進行圖像濾波、圖像增強處理;軟件程序按照設定的ROI順序分別調用所有產品字符編碼的ROI信息,采用局部最大方差法進行字符圖像二值化分割,二值化后字符外存在孤立的噪聲點,圖像的模糊也造成字符邊緣產生噪聲,因此應用形態學腐蝕運算進行處理,以消除孤立噪聲點及邊緣噪聲。
4)將二值化分割后的字符圖像與模板庫中的圖像進行匹配運算,根據運算結果,待識別的字符被認為與相似度得分最高的模板一致;將各個字符編碼識別結果存入字符識別數組中。
5)檢驗字符識別數組中字符編碼數據是否按順序排列,若是則合格,進入下一步條碼檢測;反之,則作為不合格品剔出,系統復位等待下一個產品的檢測。
3.2 條碼檢測
條碼檢測應用了機器視覺條碼識別技術,其原理和主要流程如下:
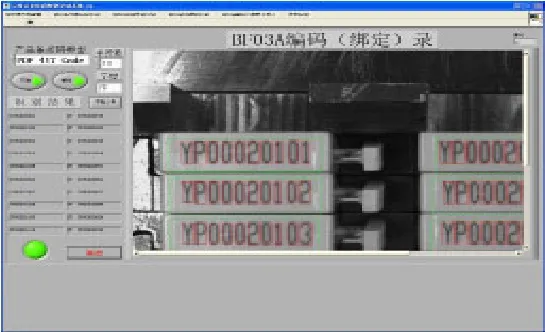
圖5 檢測系統軟件界面
1)根據產品在夾具上的位置設定所有待識別條碼的ROI,并保存在計算機硬盤中,檢測時由程序自動調用。
2)檢測前在軟件中設定待檢產品的條碼類型,有一維碼(code 128)、二維碼(PDF417、QR code、Data Matrix)等四種類型選擇。
3)對采集到的條碼圖像進行圖像濾波、圖像增強處理;軟件程序按照設定的ROI順序分別調用所有產品條碼的ROI信息,以及調用條碼圖像識別函數,完成所有條碼信息的讀取,結果存入條碼識別數組中。
4)檢驗條碼識別數組中條碼數據是否按順序排列,若是則合格,進入下一步數據綁定錄入環節;反之,則屬于不合格品,PLC控制夾具下降及將產品剔出,系統復位等待下一個產品檢測。
3.2 數據綁定錄入
在LabVIEW開發環境中完成數據綁定錄入程序的編程,源程序子VI如圖6所示。字符編碼與條碼的識別結果分別存放在兩個獨立的數組中,條碼識別成功后,將兩個數組中相同位置的元素均提取出來,組合成新的數組元素,從而形成數據綁定數組。以UDP協議方式將綁定的字符編碼和條碼數據傳輸入封印管理系統,按照系統輸入數據的格式要求設置好正確的格式,然后調用UDP通信函數發送數據,并與封印管理系統中預設的數據進行比對校驗。
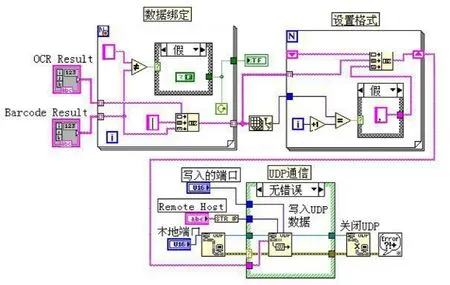
圖6 數據綁定錄入源程序
4 系統檢測實驗
從封印產品的兩種防偽特征來看,其字符編碼均是具有10位字符的相似印刷體,而條碼類型則有四種:一維碼(code 128)、二維碼(PDF417、QR code、Data Matrix),根據條碼類型的不同,在生產過程中各抽取1000盒產品應用于檢測系統進行數據綁定試驗。結果如表1所示,檢測成功率達到99.8%以上,而且該工序的工作效率比以往提升了超過200%。出現識別錯誤的情況均為將良品誤判為不良品;由于字符編碼及條碼的識別結果均需進行順序檢驗,而且輸入管理系統后還要進行二次校驗,因此,出現將不良品誤判為良品的可能性為零。實驗證明,該數據綁定系統達到了應用于大批量自動化生產的要求。

表1 數據綁定檢測實驗結果
5 結束語
本文針對封印產品字符編碼及條碼防偽特征自動化綁定、錄入的需求,研究開發了基于機器視覺的封印產品字符編碼與條碼數據綁定系統。
設計出一種新型的自動化檢測夾具,可以在PLC控制下自動呈現產品的兩種防偽特征;應用機器視覺檢測技術對產品字符編碼及條碼進行自動化識別和順序檢驗,并將識別數據綁定錄入封印管理系統。該數據綁定系統適用于封印產品行業大批量生產時對產品防偽特征進行自動化檢測與數據綁定,改變了以往過多依賴人工操作的落后現狀。目前,該系統已在江門市大光明電力設備廠有限公司使用了超過1年時間,促進企業實施了生產線技術升級、改造,提高了生產的自動化水平及生產效率。
[1]何志強,徐二強,丁濤,等.關于實現電能表鉛封自動化的研究[J].電測與儀表,2011,48(12):83.
[2]吳偉偉,王小紅,周亞南.字符識別中兩種改進的模板匹配算法[J].傳感器世界,2008,(6):35-37.
[3]李俊超,李克天.基于LabVIEW和Vision的二維碼檢測系統[J].機床與液壓,2011,39(24):87-90.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
