三角形D形環鍛造
2013-08-28 06:40:30呼和浩特機床附件總廠牟平分廠山東264000刁志文
金屬加工(熱加工) 2013年5期
關鍵詞:工藝
呼和浩特機床附件總廠牟平分廠 (山東 264000) 刁志文
在鍛造廠工作時,接到一個外協鍛件,是一個三角形D形環,材料為45鋼,如圖1所示。這個鍛件雖然十分簡單,但是如何鍛制預鍛件很傷腦筋,用圓棒料自由鐓鍛,無論如何也做不成近似鍛件形狀的預鍛件,如果用鋼板沖裁,制作沖裁模太繁瑣,且浪費材料。經過反復分析比較得到了一個比較理想的鍛制方案。
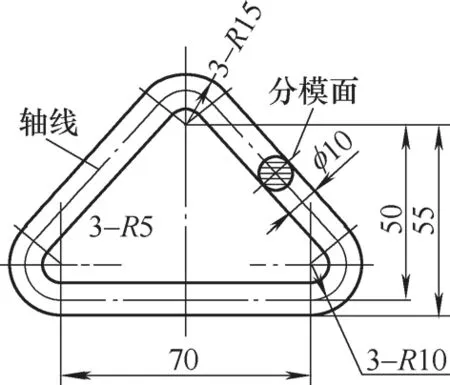
圖1
鍛造工藝及必要計算:首先計算出鍛件軸線長239.159mm,鍛件重147.5g,飛邊重37.5g,燒損40g,鍛件毛坯下料重190g。
鍛造工序為:選原料為外徑84mm、壁厚8mm的無縫管,鋸成長12.7mm的環,如圖2所示。箱式爐加熱至1150℃。在150kg空氣錘上用型砧鍛制成預鍛件,鍛制過程如圖3所示。在300t摩擦壓力機上終鍛成形,如圖4所示。在1600kN曲柄壓力機上切內外飛邊,該鍛件即鍛造完成。
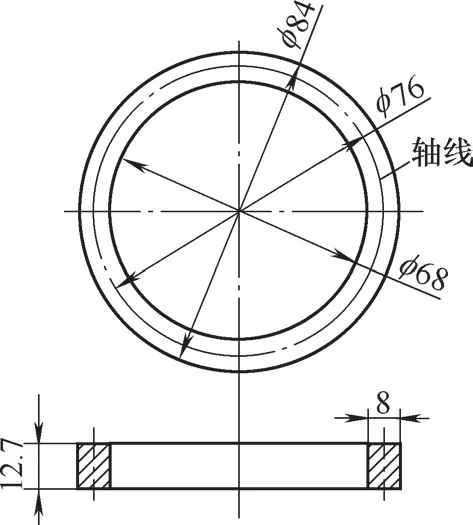
圖2
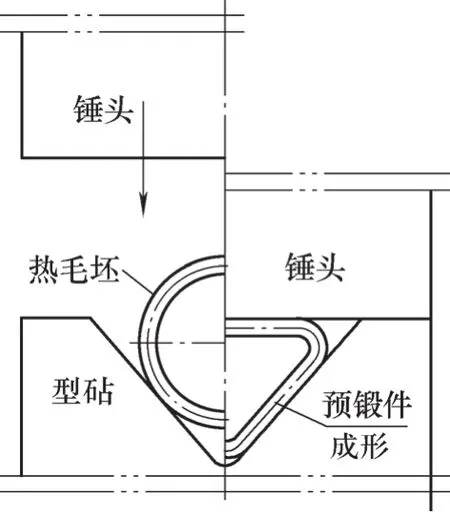
圖3
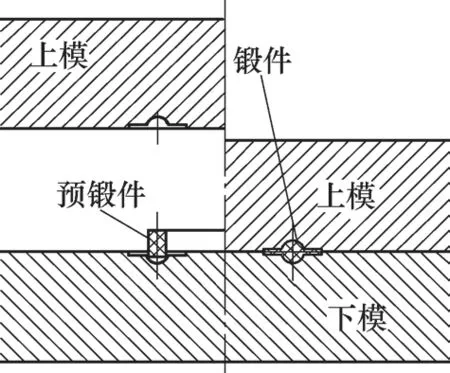
圖4
該鍛件在考慮鍛打工藝時,假設鍛件、預鍛件及毛坯的軸線長度始終不變。這在三角形D形環鍛造成功后,這個假設被證實是正確的。在型砧上預鍛成功三角環形預鍛件,是該鍛件順利鍛成的關鍵所在。
(20121226)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
