卷煙生產計劃排產模型建立與優化
2013-08-30 10:00:20祁躍東JINJianJINZhaoQIYuedong
計算機工程與應用
2013年18期
金 劍,金 釗,祁躍東 JIN Jian,JIN Zhao,QIYuedong
1.紅塔集團玉溪卷煙廠,云南 玉溪 653100
2.云南大學 信息學院,昆明 650091
1.Hongta Group Yuxi Cigarette Factory,Yuxi,Yunnan 653100,China
2.School of Information Science,Yunnan University,Kunming 650091,China
1 引言
盡管很多卷煙企業采用了ERP軟件的排產調度模塊,但核心算法與軟件受制于人,卷煙詳細排產主要采用人工根據經驗進行各卷煙牌號的排產,排產方案的優劣取決于人工經驗,ERP的模塊更多是作為一種生排程優化功能。隨著卷煙“一點控制、多點生產”的協同制造格局快速形成,產品需求小批量、多牌號發展及各種生產工藝約束限制,這種模式影響卷煙生產排產效率和快速反應能力的提高,難以對制造資源進行全面優化配置,妨礙了對生產運作過程的優化[1-3]。
由于生產排程問題本身屬于NP難問題,尋求最優解比較困難[3]。卷煙生產排產不僅要處理錯綜復雜的約束條件,還要從“無窮”多種滿足約束的可行方案中找到優化排程方案,這是ERP計劃模塊面對的真正瓶頸問題,其中的關鍵在于算法。因此,迫切需要開展卷煙生產排產調度優化技術研究。
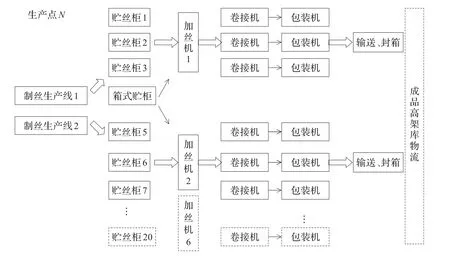
圖1 卷煙生產流程
卷煙生產包括了離散式模型,如卷包機組排產,主要是解決多機組,多資源的優化調度問題;流程式模型,如制絲線生產,主要是解決順序優化問題;多點生產組是解決成本優化問題[2-3]。因此需要建立各環節的排產數學模型,開發煙草行業高級計劃排程算法,在給定約束:設備資源、生產任務訂單、工藝要求、生產成本、運輸成本等約束條件下,快速對卷煙生產計劃進行優化,實現各種優化目標如:總生產成本最低、庫存最少、完工時間最短、換牌次數最少、提高設備運行效率、平衡設備負荷,以達到產能均衡的目的;……
登錄APP查看全文
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
現代企業(2015年2期)2015-02-28 18:45:09
汽車零部件(2014年11期)2014-09-18 11:57:16