900MW汽輪機中壓缸首級靜葉與第一級動葉損傷分析
2013-08-31 06:06:40王恩來樂聯敏
電力與能源 2013年3期
王恩來,樂聯敏
(1.上海上電電力工程有限公司,上海 200090;2.上海外高橋第二發電有限責任公司,上海 200137)
1 900MW機組概況
上海外高橋第二發電有限責任公司(以下簡稱外高橋第二發電廠)6號機組(900MW),系德國Siemens AG公司制造。采用超臨界壓力、單軸、四缸四排汽、中間再熱凝汽式機組。中壓缸為整體組裝,汽輪機部分的缸體水平對分具有雙缸體構造;反動式、雙流2×13級反動級,每側包括1級低反動度葉片和12級扭葉片,共26級葉片。中聯門由中壓主汽門與中壓調門兩部分閥殼合為一體,中聯門安裝在中壓缸兩側,中聯門與汽缸通過法蘭直接相連無導氣管;閥門支撐于彈簧支架上對汽缸附加力較小。中壓主汽門與中壓調門采用液壓調節的油動機進行控制,閥門動態控制性能好。高壓高溫的再熱蒸汽通過進汽通道從中壓主汽門進入中壓調節門,再通過擴散嘴進入中壓缸內缸,如圖1所示。
2 中聯門及中壓缸運行狀況
6號機組自2004年10月投運以來,共進行B級檢修2次,C級檢修5次,機組運行情況正常。2012年9月3日至11月22日,進行投運后的第三次B級檢修。
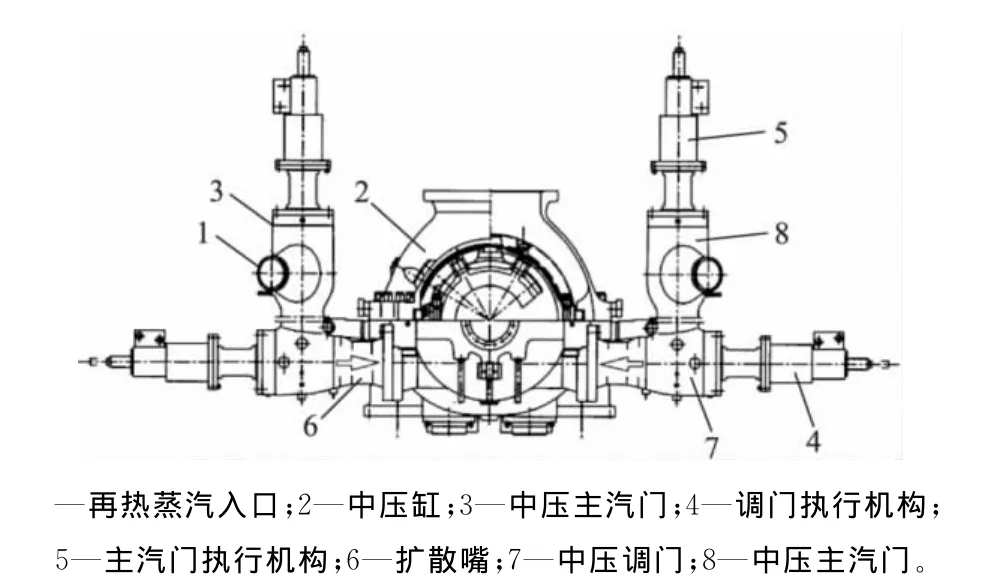
圖1 中聯門結構
2.1 中聯門運行狀況
1)檢查中壓調門 解體中壓調門A,發現材質為司太利合金的閥座硬質合金密封面全周有多處裂紋,如圖2所示。輕敲合金密封面有明顯脫殼聲。解體中壓調門B,發現在閥座硬質合金密封面的5—7時點位置,有條裂紋長4~5cm。

圖2 調門A閥座密封面裂縫

圖3 主汽門A閥座密封面脫落
圖4 主汽門B閥芯密封面脫落
2)檢查中壓主汽門 分別檢查中壓主汽門A、B閥體,發現中壓主汽門A閥座硬質合金密封面幾乎全部脫落,僅剩20cm,閥芯密封面有明顯壓痕現象,如圖3所示。中壓主汽門B閥座硬質合金密封面全部脫落,閥芯硬質合金密封面全部脫落,閥芯損壞嚴重,如圖4所示。在中壓主汽門A腔室和B腔室中,沒有找到脫落的硬質合金密封面碎片。使用內窺鏡從中低壓聯通管法蘭孔進入中壓缸內缸與外缸間,發現中壓缸內缸進汽道的首級靜葉與第一級動葉表面損傷嚴重。
2.2 中壓缸運行狀況
1)檢查動葉 吊離中壓缸上缸后,發現第一級動葉(全周)受硬質合金密封面碎片撞擊,損壞較為明顯,葉片表面呈現不規則細小凹坑,深度為0.1~0.5mm。金屬碎片嵌入動葉與葉頂圍帶,如圖5所示。金屬碎片大小不均,顆粒度重約0.01~1.50g。第二級動葉表面(全周)受金屬碎片撞擊,呈現分散的少量輕微損傷點。自第三級動葉起至末級(第十三級)動葉,受金屬碎片撞擊損壞不明顯。檢查發現,末級動葉圍帶、次末級動葉圍帶(全周)有輕微磨損翻邊。

圖5 第一級動葉損壞嚴重

圖6 首級靜葉隔板縫內嵌有碎片
2)檢查靜葉 吊離轉子后檢查中壓缸下半部分,發現首級靜葉隔板縫隙內(全周)多處嵌有不規則硬質合金密封面碎片,如圖6所示。首級靜葉(全周)受金屬碎片撞擊損壞明顯,而且首級靜葉多處磨損與撕裂并呈現靜葉流道變形現象,如圖7所示。從第二級靜葉起至末級(第十三級)靜葉受金屬碎片撞擊損壞不明顯。末級靜葉圍帶(全周)有輕微磨損翻邊。

圖7 首級靜葉磨損、撕裂及流道變形
3 首級靜葉和第一級動葉損傷分析
1)葉片損傷嚴重 中壓缸第一級動葉材質主要是12%Cr鋼(壓延、鍛造),首級斜置靜葉材質是 X12CrMoWVNbN10-1-1。中壓主汽門 A閥座和B閥座硬質合金密封面脫落、中壓主汽門B閥芯硬質合金密封面脫落,碎片進入中壓缸進汽流道是造成中壓缸首級靜葉與第一級動葉損傷的直接原因。
2)密封面內外溫差較大 機組解列24h后,當主蒸汽壓力、再熱蒸汽壓力小于0.15MPa,高壓進口管道蒸汽溫度小于370℃,中壓缸內缸金屬壁溫小于400℃時,投入快冷裝置。此時,中壓調門、中壓主汽門閥座的溫度約為400℃,現場環境溫度約為28℃,閥座硬質合金密封面內外溫差約為350℃。較大的溫差應力引起合金密封面與閥體(閥芯)焊縫處產生裂縫和起殼,最終導致硬質合金密封面碎片掉落,隨再熱蒸汽進入中壓缸進汽道,損傷中壓缸首級靜葉與第一級動葉。
3)密封面與閥體面的焊融不佳 針對中壓調門A閥座硬質合金密封面焊縫面呈現多處裂紋和起殼問題,對取下的部分硬質合金密封面材料樣品進行材質分析,發現合金密封面與閥體表面的焊接融合度不良。而垂直安裝的中壓主汽門閥座,在液壓執行機構作用下以及閥芯自重作用關閉時的向下撞擊力非常大,使得發生裂紋的硬質合金密封面加速老化和碎裂,隨著再熱蒸汽進入中壓缸進汽道沖刷首級靜葉與第一級動葉。
4)合金材質的硬度偏高 將中壓調門A內取出的一塊硬質合金密封面碎片作為堆硬層小樣,厚約5mm,寬約60mm,對異種合金材料焊接進行光譜分析,檢測結果如表1所示。
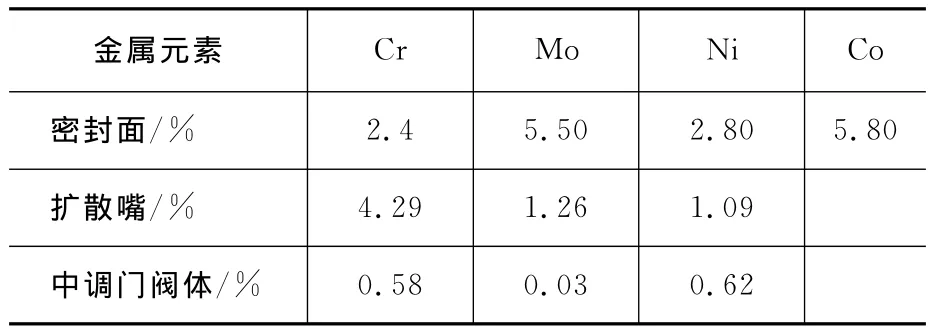
表1 光譜分析結果
由硬質合金密封面(堆硬層)和閥座(基體)分離面的形貌宏觀檢驗表明,堆硬層與基體的分離不是一般斷裂,而是一種剝落,說明堆硬層和基體融合度不好。標準Stellite 21(司太利合金粉末)硬度為HRC28,而硬質合金密封面(堆硬層)的實測硬度為維氏顯微硬度,接近500(合HRC45以上),這一檢測結果說明硬質合金材質的硬度較高,這可能與機組停服役過程中,中壓主汽門閥座與閥芯的撞擊硬化有關。
4 檢修與處理
1)剔除撞擊粘連在第一級動葉汽道與圍帶處的合金密封面碎片,剔除嵌入靜葉與隔板縫隙內合金密封面碎片,避免殘余金屬碎片在機組啟動和運行時掉落損傷后級動葉與靜葉。為了防止粘連的金屬碎片在運轉時掉落,可能引起中壓缸轉子失去平衡,產生振動,影響機組安全運行,對中壓缸第一級動葉根部表面做超聲波探傷,對第一級動葉表面(全周)做著色探傷。
2)為了降低因第一級動葉表面受金屬碎片撞擊影響以及首級斜置靜葉變形,在處理過程中為了保證噴嘴端壁面的幾何形狀以及調節級和第一級噴嘴與動葉相對距離,使用微型合金磨頭打磨首級靜葉表面裂紋處,在打磨撕裂部分做圓滑過渡處理并進行著色探傷。
3)打磨末級動葉圍帶、次末級動葉圍帶翻邊處;打磨末級靜葉圍帶翻邊處。
4)處理中壓缸首級靜葉和第一級動葉的原則,是不改變Siemens AG公司設計制造將蒸汽中顆粒軌跡作為密度和速度的函數進行模型分析后制作的流道幾何形狀,減少高溫高壓蒸汽在中壓缸第一級動葉流道內動能損失、首級靜葉流道內渦流損失。
5 預防措施
1)措施一 機組運行和調停時,要密切注意中壓主汽門和中壓調門再熱蒸汽流量的變化趨勢,切實做好對應閥門再熱蒸汽泄漏量的記錄。在機組檢修期間,要對泄漏量較大的中壓主汽門、中壓調門,檢查其閥座與閥芯硬質合金密封面的密封度、是否起殼、著色探傷、檢查有無裂紋等安全狀況。要及時處理損壞的合金密封面,避免碎片隨再熱蒸汽沖入中壓缸進汽道損傷動葉與靜葉。
2)措施二 機組停役后,快冷裝置的投用除嚴格控制再熱蒸汽壓力小于0.15MPa,高壓進口管道蒸汽溫度小于370℃,中壓缸內缸金屬壁溫小于400℃的同時,快冷裝置投用開始時真空泵空氣抽吸量調節控制真空度要小于或等于50%,避免低溫空氣大量進入,引起閥座硬質合金密封面內、外過大溫差應力,產生裂紋與起殼。
6 結語
由于超臨界900MW汽輪機中壓缸首級靜葉和第一級動葉的備品制造較長,故這次B級檢修未能從根本上解決中壓缸首級靜葉和第一級動葉損傷問題。外高橋第二發電廠已經與德國Siemens AG制造商進行積極商務與技術洽談,設備部已經著手制訂詳細機組檢修計劃,實施中壓缸首級靜葉和第一級動葉的更換準備工作。