團泊新橋鋼塔加工工藝研究
2013-09-04 10:41:52張建利
天津建設(shè)科技 2013年5期
關(guān)鍵詞:工藝
□文 /張建利
團泊新橋鋼塔加工工藝研究
□文 /張建利
文章介紹了團泊新橋鋼塔的加工方法,用三維坐標工裝控制了鋼塔的空間線型,鋼塔橫連的加工使用了空間三維放樣技術(shù)和空間三維零件展開圖技術(shù),提高了加工效率,降低了加工難度,保證了加工質(zhì)量。
團泊新橋;鋼塔;加工工藝
1 工程概況
團泊新橋采用了“彩針型”獨塔斜拉橋形式,橋塔向河道主心方向傾斜,橋塔與墩柱鉸接、主梁與墩柱固結(jié)。鋼塔總長度120 m,垂直方向傾斜角度18°,主塔柱由3根外徑1 200 mm、厚度50 mm的主塔鋼管組成,沿塔主心線方向高度為77 m。鋼管彎曲半徑為660.8 m,鋼管內(nèi)設(shè)置豎向加勁肋和環(huán)向加勁肋,豎向加勁肋高200 mm,厚50 mm,按圓周均勻布置8條,環(huán)向加勁肋厚度50 cm,高40 cm。主塔鋼管之間設(shè)置橫聯(lián),橫聯(lián)間距為7 m,斜拉索錨固橫聯(lián)為外徑1 200 mm、厚度50 mm的鋼管,共9道,普通橫聯(lián)為外徑800 mm、厚度40 mm的鋼管,共2道。鋼塔主結(jié)構(gòu)采用3根主鋼管組合而成,斷面形式見圖1。
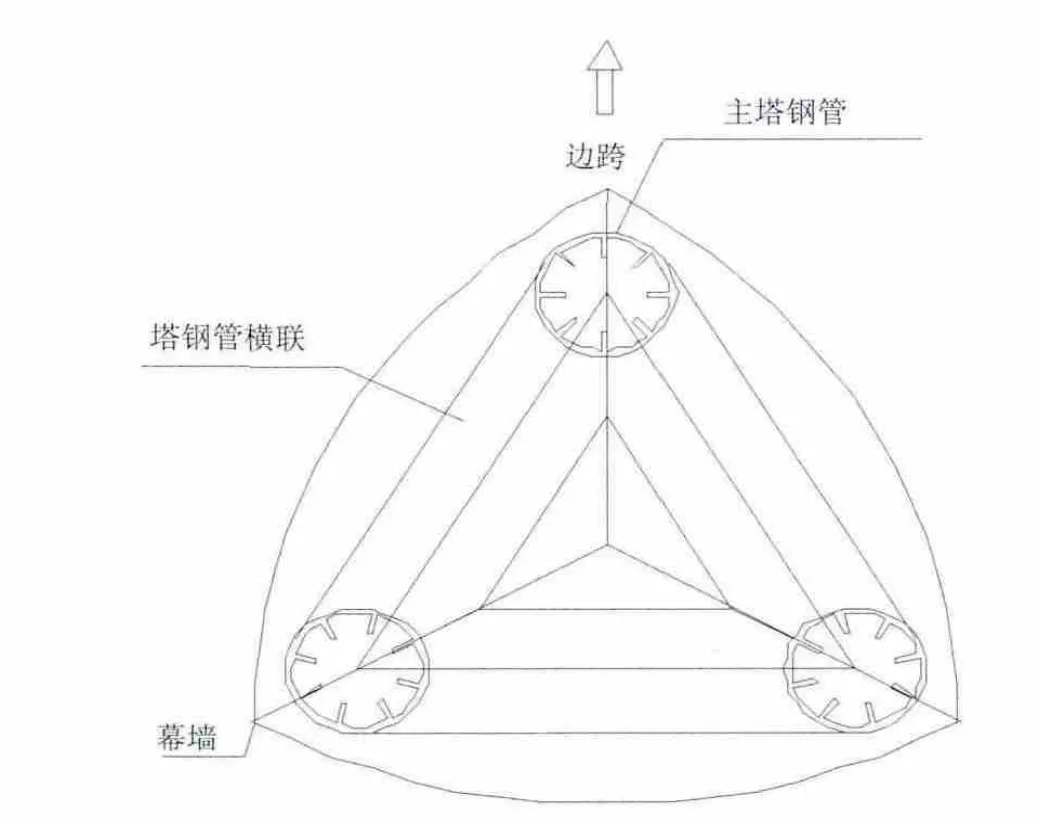
圖1 鋼塔斷面
主跨側(cè)鋼拉索與鋼箱梁錨固,共18根鋼索,邊跨側(cè)鋼拉索與預(yù)應(yīng)力混凝土梁錨固,也是18根鋼索。主塔與主墩之間為鉸接,鋼鉸由上下2個構(gòu)件組成,上構(gòu)件與下塔連接,下構(gòu)件與墩柱通過精軋螺紋鋼筋錨固,上構(gòu)件全高1.5 m,截面為弧邊三角形,上部挖50 cm深槽口,槽口形狀與鑄鋼下塔根部相同,下部為1 m高鑄鋼實體,上構(gòu)件底部留630 mm×100 mm槽口與下構(gòu)件形成鉸接。下構(gòu)件為擴散主塔豎向力的鑄鋼實體,頂部設(shè)置凸塊與上構(gòu)件槽口相接。
2 工藝流程
材料復(fù)驗→量具的標定與統(tǒng)一使用→鋼板的預(yù)處理→涂飾過程底漆→鋼板號料、對接及探傷檢查→放樣、劃線與切割→零部件的標識→組裝定位焊接→焊接及探傷檢查→鋼塔的矯正→精矯正→涂漆、標識。
3 鋼塔的分段和加工工裝
鋼塔加工時,根據(jù)鋼塔的結(jié)構(gòu)形式、現(xiàn)場吊裝和運輸能力將主塔柱分11段加工,由于鋼塔7 m間距布置一個橫聯(lián),所以除塔頂和鑄鋼塔身外,鋼塔分為7 m一節(jié),具體分段情況為與鑄鋼段連接的一段為6.2 m段,接著是9節(jié)7 m段,然后是1節(jié)7.8 m段。
鋼塔是一個空間異型結(jié)構(gòu),加工精度高是安裝精度能保證的前提條件,加工精度高首先有一個高精度的加工平臺,保證鋼塔線型。
根據(jù)鋼塔的設(shè)計線型搭設(shè)一個長80 m、寬10 m的工裝平臺,鋼塔的組裝都在此平臺內(nèi)進行,在一個工裝平臺內(nèi)加工鋼塔,可以更精確地保證鋼塔加工精度。加工時工裝的搭設(shè)根據(jù)工裝坐標表控制位置,在工裝坐標表中給出每一個接口點和橫聯(lián)鋼管接口位置的主心線的三維坐標值,做為鋼塔制作的控制點,所有控制點控制準確了就能準確控制鋼塔的空間線形,保證鋼塔的制作精度。
4 重點加工工藝
4.1 鋼板的預(yù)處理
經(jīng)檢驗合格并做好標記后鋼板即可以用拋丸機進行表面拋丸處理。
4.2 號料板材對接及探傷檢查
板材需要在長度(橫向)方向和寬度(縱向)方向上進行對接,板對接在平臺上采用埋弧自動焊進行焊接。坡口的制備、焊接工藝參數(shù)的選擇須按焊接工藝評定試驗確定并通過的參數(shù)進行。對接后的焊縫按照規(guī)范要求進行探傷檢查,在檢驗合格后并進行調(diào)平處理并加以標識。
4.3 鋼管相貫線的加工
主塔橫連鋼管為φ1 200 mm×50 mm和φ800 mm×50 mm的鋼管組成,由于橫聯(lián)鋼管與主塔豎向鋼管相貫,橫聯(lián)鋼管下料時接口為縱橫管相貫線線形。根據(jù)鋼塔的形狀位置要求,制作出1∶1的三維空間模型,在模型主切割出所有橫聯(lián)鋼管的相貫線形狀,制作出加工圖紙,下料時嚴格按照加工圖紙給定的尺寸進行下料,保證鋼管切口的形狀和尺寸準確。
4.4 鋼塔索道管加工定位的控制
索道管加工定位的準確才能保證纜索安裝精度要求,否則纜索甚至不能成功安裝。索道管角度就是鋼塔纜索的角度,由于團泊新橋纜索為空間索面結(jié)構(gòu),每一個索道管角度都是不一樣的空間三位角度,在制作過程主用安裝時的空間角度來控制是幾乎不可能完成的,因為制作位置和安裝位置不是同一個坐標系,而且角度的測量精確度不高,誤差在0.5°范圍內(nèi),由于鋼管直徑為1.2 m,尺寸誤差為10.5 mm,為保證索道管的安裝精度,建立每個帶有索道管的橫聯(lián)鋼管的空間模型,然后利用空間展開圖方法對橫聯(lián)鋼管進行展開,每個索道管位置用索道管孔的位置尺寸來控制索道管的角度,這樣大大降低了索道管的角度誤差,降低了安裝難度。
4.5 塔柱厚板焊接控制
施焊前應(yīng)對所有焊件進行檢查,焊件是否平整、拼接是否密合,縫隙、坡口是否符合圖紙及工藝要求并檢查各種焊接設(shè)備是否良好,焊接材料是否符合工藝,焊劑與焊條在使用前須烘干,焊劑中的污物要清除干凈,焊絲亦清理干凈。
焊接時應(yīng)嚴格控制焊接工藝參數(shù),確保依據(jù)已經(jīng)通過的焊接工藝評定所確定的參數(shù)進行。同時在焊接過程中采取相應(yīng)的控制變形措施或采用反變形手段,保證鋼塔單元段成型后的準確性。
鋼塔所有結(jié)構(gòu)為厚鋼板焊接,焊前焊后必須進行熱處理,焊前預(yù)熱采用火焰加熱,溫度控制在100~150℃,加熱范圍每側(cè)寬度均應(yīng)大于焊件厚度的1.5倍且≮100 mm,焊后熱處理應(yīng)在焊后立即進行,采用火焰加熱,溫度在300~350℃,保溫材料采用石棉,保溫時間根據(jù)板厚每25 mm板厚1 h,焊后熱處理加熱范圍以焊口主心為基準,每側(cè)不應(yīng)小于焊縫的3倍。焊接時控制層間溫度,層間溫度控制在150~200℃。
5 結(jié)語
鋼塔加工過程中使用了三維空間放樣技術(shù),用三維坐標工裝控制了鋼塔的空間線型,保證了鋼塔線型的準確,橫聯(lián)鋼管相貫線下料采用了空間模型展開圖的技術(shù),保證了橫聯(lián)鋼管下料精確,從而保證了鋼塔的組裝精度,提高了工作效率。鋼塔焊接為厚板焊接,采用了很好的焊接方法,保證了厚板焊接質(zhì)量。鋼塔加工完成后經(jīng)過測量每個控制點誤差小于規(guī)范要求。
[1]JTG/TF 50—2011,公路橋涵施工技術(shù)規(guī)范[S].
[2]GB 50205—2001,鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范[S].
[3]DB 29-75—2004,天津市市政工程施工技術(shù)規(guī)范(橋梁工程部分)[S].
U443.38
C
1008-3197(2013)05-64-02
10.3969/j.issn.1008-3197.2013.05.024
2013-07-10
張建利/男,1972年出生,高級工程師,天津城建集團,從事工程技術(shù)管理工作。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
