小殼體零件的工藝研究
2013-09-07 05:45:22
中國新技術新產品 2013年5期
關鍵詞:變形
(1.中航工業沈陽黎明航空發動機(集團)有限責任公司黎航部件公司,遼寧 沈陽 110043;2.中航工業沈陽黎明航空發動機(集團)有限責任公司工裝制造廠,遼寧 沈陽 110043)
1 引言
對于一些小殼體零件,由于鑄造毛料,結構復雜,在以往,合格率低至30%左右,零件的設計要求很難得以保證,高投入低產出的日子持續了很長時間,為徹底解決這一瓶頸問題,能提高產品合格率,減少廢品損失,完成現場的生產任務,我們對該系列零件的加工進行了工藝攻關研究。
2 零件的設計要求及加工難點
小殼體是油門桿操縱機構中的零件,內配滑輪,和鋼索聯合起傳動作用。該零件結構復雜,毛料為CT7級精度熔模鑄件,零件上多處需機械加工,部位間相互均有位置要求,加工時裝夾困難,毛料與機加之間的同軸問題矛盾突出,因此零件上各部分同時保證裝配位置,這對零件加工提高了難度。
加工難點:
如毛料圖所示,圖上2-Ф17圓柱位置即要求加工出M14外螺紋,設計考慮到零件結構復雜,零件背面有一個內圓球狀形面相連,四方與圓柱面相接,后空刀槽不必機加,M14螺紋機加出即可,直接鑄造到位,但在M14圓柱內部要求鉆、擴、鉸通孔,這一步機械加工與原始鑄造圓心造成客觀偏移,使退刀槽部分最終壁厚偏薄,這一項目難以滿足設計要求,也是小殼體零件中易超差部位,難點所在。
3 零件超差的原因分析
由于零件結構復雜特殊,鑄件毛料在成形后熱處理釋放應力過程中變形機率極大,隨之自然變形,其中兩項變形為主要影響因素。
毛料圖如下:
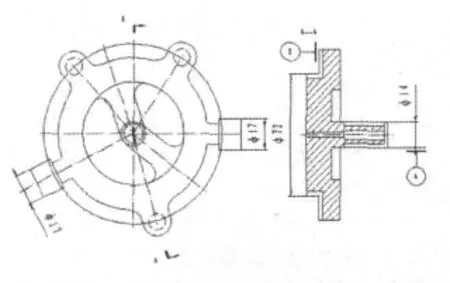
其一是首道工序基準B面與Ф14圓柱面不垂直,定位面不準確,直接導致加工從開始就脫離原始中心線,其后的多道工序再傳遞加積累定位誤差,致使最后一個工序機加中心與毛料原始中心越偏越遠,而機械加工M14同時在原中心鉆通孔,在沒有余量的Ф12小圓柱段的壁厚差最為明顯,薄處超出極限者因此而報廢。同時定位不準的毛料,劃線檢查余量的結果也不可靠,垂直度需限制大0.3mm以內。
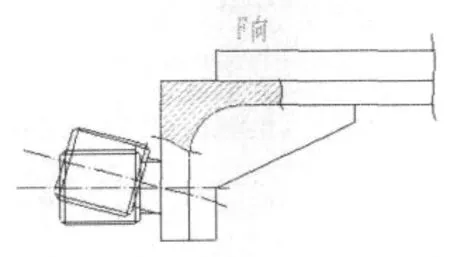
其二的變形情況是如圖所示,毛料螺紋圓柱中心直接變形偏離原始中心線,這類毛料由于退刀槽外無余量,中心偏離超過0.5mm以上者就沒有挽救的希望了。
另外,原機械加工的方法為直接領料按工藝規程加工,而由于零件結構復雜,前幾個工序加工中并不能反映出最后工序(加工螺紋柱和內孔工序)的可能結果,而偏偏這最后工序還必須得其它部位加工完才得到定位面,才可實施加工。這樣,前面的大部分工序一切正常,以至最后的半成品就不得不半途成廢品,因為帶有機加表面的半成品不能再進行毛料校正了,因而失去了挽救的機會,這個結果讓人感到婉惜,無奈,大家決心一定要把廢品率降下來。
3 針對影響因素而采取的改進措施增加加工余量經與設計協調,允許將非加工表面的退刀槽加一些余量,然后機械加工,因為形狀復雜,是方形與圓柱形相接,所以要求加工余量限制在1至1.5mm左右才可。這樣才能 挽救偏移不超過1mm的零件。
增加提前劃線工序
根據該零件的具體情況,力求降低廢品率,采取提前預防措施,我廠和鑄造廠共同商定,毛料在出廠前在鑄造廠先按我機加廠要求劃線篩選,覺得有把握的毛料發出來,由于毛料廠劃線條件有限,我們機械加工工節中也增加劃線檢查余量的工序,現采用領料后逐個毛料劃線法,首先檢查定位面,垂直度限制在0.35以內,超范圍的毛料返修至定位面符合要求。然后再次回來劃線檢查中心偏移量,在單面1mm以內者留下加工。中心偏移量大于1mm的毛料在機加前再退回毛料廠,給他校正機會,予以挽救,盡可能的降低超差機率。
調整機械加工工藝尺寸
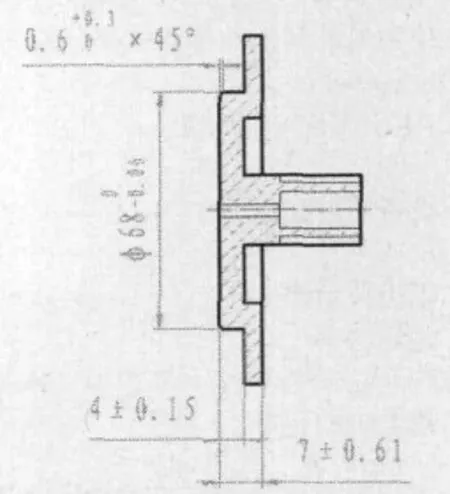
在加工第二道工序時,針對劃線時發現的圓柱中心偏離方向統一性,在公差范圍內調整兩個避免公差積累的工藝尺寸,將4±0.15調整為3.85~4,將7±0.61調整為7.3~7.61,就避免了安裝誤差和毛料變形對零件尺寸的影響,因此零件的各項要求均可以得到有效保證。
調整后的尺寸如下:
應用措施后取得的成果
接下來的8個月左右 ,我廠先后領取了5個批次的小殼體毛料,雖然件號不都相同,但結構相同,我們均采用了上述方法,并作了細致的跟產記錄,并制表如下:

?
以上五批毛料加工的平均合格率為88.3%。
結語
通過以上113件毛料的加工跟產記錄看出,改進后的合格率由原30%提高到88.3%,該零件在加工中產生的壁厚不均問題得到了有效控制,說明此工藝方法是行之有效的。
[1]機械制圖[M].高等教育出版社.
[2]金屬材料與熱處理[M].高等教育出版社.
[3]公差配合與技術測量[M].人民教育出版社.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
