儀表板橫梁焊接總成檢具設計及總成質量控制
2013-09-13 07:42:04袁曉波劉毓文
機電產品開發與創新 2013年4期
石 玫,袁曉波,劉毓文,譙 波,王 輝
(中國第一汽車集團股份有限公司技術中心,吉林 長春 130011)
0 引言
目前,汽車行業在國內正處于高速發展階段,國內各大車企之間競爭異常激烈,新車研發周期日益縮短。試制作為汽車研發過程中的重要環節,如何在短時間內提供高質量的產品逐漸成為一個重要的課題。儀表板橫梁焊接總成是汽車內飾中最重要的總成之一,它是由管梁和支架焊接而成的,由于其上裝配關系眾多,因此精度要求很高。本文詳述了檢具設計和總成制造過程中需關注的要點。
1 檢具的用途、種類及組成
用途:檢具是工業生產企業用于控制產品各種尺寸(例如孔徑、空間尺寸等)的簡捷工具,以提高生產效率和控制質量。
種類:在汽車行業中,檢具通常劃分為:零件檢具、分總成檢具和車身總成檢具。
組成部分:通常情況下,檢具由如下幾部分組成:底板部分、支撐部分、定位裝置、夾緊裝置、測量裝置和輔助裝置等,如圖1所示。
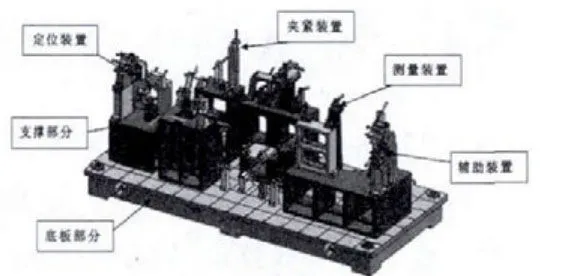
圖1 組成部分
1.1 定位原則
檢具的定位是基于 “321”原則,即通常所說的點-線-面,但是在實際零件檢測中,不可能存在真正的點和線,故而通過單位面進行逼近,單位面的大小和數量視檢測零件的大小和剛性而定,例如,檢測保險杠等剛性較差零件時,第一基準的單位面一般多于三個。如圖2所示,物體在三個方向被完全約束;此外,檢測時應考慮被檢測零件重力因素對檢測結果的影響,應盡量選擇零件的重心平面作為第一基準面,以便零件在重力的作用下與基準面接觸。
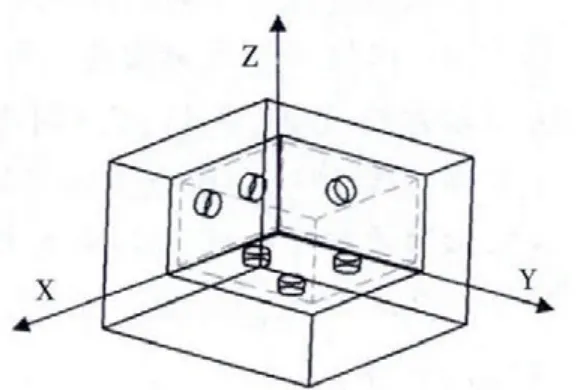
圖2 “321”原理示意
1.2 術語
車身坐標系:車身坐標系是整車設計的唯一坐標系,通常由整車總布置給定,檢具設計中通常采用被檢測零件的車身坐標系,以精確模擬零件在裝車情況下的狀態,但是在特殊情況下,如為了方便零件檢測,可以旋轉零件,但是只允許選擇90°的整數倍進行旋轉。
R&R 重復性和再現性:R&R 重復性和再現性(Repeatability&Reproducibility)是考查檢具檢測的穩定性,評價標準如下:①R&R<10%,可以接受;②10%≤R&R≤30%,可能可接受,視被檢測件重要程度而定;③R&R>30%,不可接受,必須整改。
2 檢具的設計
2.1 輸入信息
下面以某車型儀表板橫梁焊接總成檢具設計進行說明。檢具設計前需要的輸入信息包括產品圖紙(見圖3),產品圖紙需要包含的信息有定位基準、安裝情況、檢測位置及相關的尺寸公差、位置度等等。
圖3 儀表板橫梁焊接總成產品圖紙
如圖3所示,該圖紙通過RPS點的形式對上述信息進行了說明。在輸入信息完備的情況下,檢具設計人員需要了解該總成的檢測要求和KPC(關鍵產品特性)情況,并構想如何實現。
2.2 3D設計
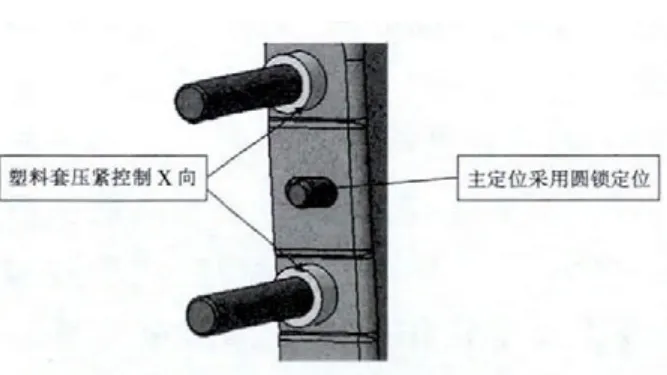
圖4 定位機構示意
銷尺寸計算:通過閱讀產品圖紙,該總成的定位基準情況為:左右支架上的平面和孔控制X 向和Z 向,管梁中部圓孔控制Y 向,位置度均為0,考慮尺寸公差,采用最大實體原則,故檢具上定位銷的直徑和理論數模一致。
對于檢測銷尺寸確定,以該總成中一處孔為例,該孔尺寸要求為φ5.5 ±0.2,位置度為1,采用最大實體原則,直徑D=額定孔最小直徑-位置度公差,即D=5.5-1=4.5。檢測孔尺寸確定,直徑D=額定銷最大直徑+位置度公差。
結構設計:①底板設計。檢具底板是整個檢具的基礎,整個檢具的基準坐標設置其上,并且穩定性直接關系到檢具的精度,其上需設有起吊環,底面需設計合理的離地高度,方便叉車搬運,臺面上刻0.5mm 寬的車身百位基準檢測標識線;臺面尺寸需保證檢具上的翻轉機構打開后不落于臺面外;②定位系統和檢測系統設計。根據產品圖紙信息,控制Z 向的主定位采用圓銷,控制Y 向的采用兩方位的菱形銷,控制X 向的銷配合塑料套使用,防止檢測時劃傷零件,見圖4;③輔助機構設計。為方便檢測,此套檢具采用了翻轉機構和滑動檢測銷的結構形式,見圖5。
材料選擇:為保證精度,同時根據檢具各部位的功能特點,該檢具選擇的材料有鑄鋁、45 鋼、不銹鋼。
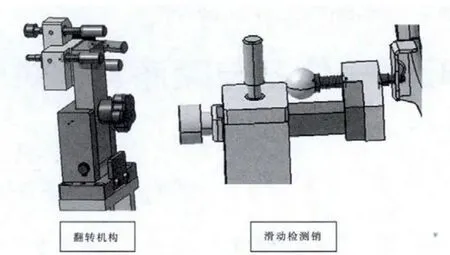
圖5 輔助機構示意
2.3 檢具附屬文件制作
檢具附屬文件主要包含檢具圖紙、檢具測量計劃書、檢具使用說明書三部分。檢具圖紙包含單件圖、分裝圖和總裝圖,主要由制造部門使用。檢具測量計劃書主要由檢測人員使用,方便檢測人員快速理解檢具需檢測的部位和精度要求。
檢具使用說明書主要由產品檢測人員使用,方便檢具使用人員快速了解檢具的使用方法及相關保養措施。
3 檢具制造
檢具制造應嚴格按照主機廠的制造標準進行加工制造,如必須對底板進行失效退火處理,消除內應力,保證底板的平面度、平行度、粗糙度、垂直度等要求;測銷檢測部分進行淬火處理。
檢具的局部表面要按照要求涂漆。檢測銷在底板上要有合理的擺放位置和標識,末端要有細鋼絲繩固定,防止檢測銷遺失。檢具的滑動和翻轉機構要能平穩的工作。檢具的基準孔要安裝防塵蓋。
檢具組裝完畢后,需依據檢測計劃書進行三坐標檢測和調整。
4 總成焊接質量控制
儀表板橫梁總成焊接質量與沖壓件的質量及焊接總成工藝制定有著密不可分的關系,每一環節控制得當,提供匹配驗證的數據就準確、完整。
4.1 沖壓件的質量
儀表板橫梁上搭載的沖壓件數量較多,且每個沖壓件都是整車裝配件,所以對沖壓件的質量要求要高。這些沖壓件的精度不僅體現在尺寸、形狀上,更體現在孔位間的相對尺寸及孔位與制件搭接面的相對位置上。在沖壓件質量控制時,需要嚴格保證以上精度。
4.2 焊接總成工藝
(1)焊接方法。 產品試制過程中,儀表板橫梁焊接總成一般是采用CO2氣體保護焊,其優點為速度快、成本低、便于操作;缺點為焊接變形大、對操作人員的技能要求比較高。
(2)焊接參數。焊接參數對變形的影響不可忽視,在產品試制過程中,由于產品的品種不同,焊接工藝人員要根據實際情況制定合理的、不同的焊接參數,并且通過試焊來調整,直至產品質量穩定及合格。
(3)焊接順序。合理的焊接順序可以使焊接變形互相抵消,反之則互相疊加更為嚴重。儀表板橫梁焊接總成的共性點為在一根管梁上焊接多種零件,焊縫密集且不能規則分布,這使得選擇一個合理的焊接順序至關重要。
選擇焊接順序的原則為:①先焊短的焊縫,然后焊長的焊縫;②采用對稱焊接;③對于一個焊縫不對稱的零件,先焊焊縫少的一側,然后焊焊縫多的一側;④先焊薄焊縫再焊厚焊縫;⑤先焊對接焊縫再焊角焊縫。
(4)預變形。儀表板橫梁焊接總成焊接時通常使用專用的焊接夾具,這樣的固定措施為剛性固定,能有效的預防焊接變形,但有時由于零件的結構及形狀導致雖然按理論數據剛性固定,焊接完畢打開夾具的時候由于殘余應力導致零件變形,這時候需要采用預變形的措施,即分析變形趨勢后,提前在焊接夾具上進行反方向預變形,這樣就能保證焊后零件的尺寸精度。
5 結論
本文以儀表板橫梁焊接總成為例,詳細介紹了檢具設計及總成制造過程中的要點。該檢具在控制儀表板橫梁焊接精度過程中,使用方便,效果顯著,有力地保證了整車研發項目對高精度儀表板橫梁焊接總成的需求。
[1]翟江偉.儀表板本體總成檢具的設計[J].模具技術,2011,2.
[2]趙喜廣,孔嘯.汽車大型飾件檢具設計制造技術[J].模具技術,2007,1.
[3]王海巖.汽車零件高標準檢具的設計制造[J].質量與維修,2001,9.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車實用技術(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代工人(2019年20期)2019-12-13 08:26:11
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
