基于FDM 中溫度對表面硬度的影響研究
2013-09-13 03:38:58穆存遠吳振興
機電產品開發與創新 2013年4期
關鍵詞:模型
穆存遠,吳振興,呂 明
(沈陽建筑大學,遼寧 沈陽 110168)
0 引言
快速成型技術是20 世紀80年代末發展起來的一項先進制造技術[1],而且是制造領域中一個革命性的技術突破,能在很短的時間內得到實物模型,這種技術對于塑料工程師而言,可以提高產品質量,降低成本并節省時間[2]。
熔融沉積成型FDM(Fused Deposition Modeling)工藝是將復雜的三維加工簡化為二維加工的方式,采用ABS塑料、石蠟等材料,由噴頭擠出熱塑材料堆積,通過層層疊加,最終加工完成模型。
在FDM 工藝成形過程中影響成型件精度的因素有很多種,但溫度控制尤其是在FDM 工藝中的溫度控制會更影響成型件的性能。其中包括了噴嘴溫度的控制和成型室溫度控制。因為FDM 工藝是通過絲材的堆積成型,在堆積過程中,不同的溫度下,FDM 成型件的成形質量會受到直接影響。因此選擇合適的溫度,對于一個成型件是否成功是至關重要的。
1 FDM 中噴嘴溫度對成型件的影響
噴嘴溫度決定了材料的粘結性能、堆積性能、絲材流量以及擠出絲寬度。噴嘴溫度應在一定的范圍內選擇,使擠出的絲呈塑性流體狀態,即保持材料粘性系數在一個適用的范圍內。噴頭溫度太低,材料偏向于固態,則材料粘度增大使擠出摩擦阻力加大,擠絲速度變慢,這不僅加重了擠壓系統的負擔,極端情況下還會造成噴嘴堵塞,縮短噴頭的壽命,而且材料層間粘結強度降低,還會引起層間剝離;而溫度太高,材料偏向于液態,出現焦黃,材料分子破裂,粘性系數變小,流動性強,擠出過快,無法形成可精確控制的絲,使擠出的絲表面粗糙,制作時會出現前一層材料還未冷卻成形,后一層就加壓于其上,從而使得前一層材料坍塌和破壞。因此,噴頭溫度應根據絲材的性質在一定范圍內選擇,以保證擠出的絲呈熔融流動狀態。
從圖1 中可清楚看到,若噴嘴溫度低于130℃,材料不能完全熔融,容易使噴嘴堵塞,無法成形;若噴嘴溫度高于180℃,材料會多度熔融,材料會焦黃,影響成型質量。若每層的成形時間過短,上一層的材料來不及固化,就繼續再堆積,則成形的面會塌陷。
在熔融沉積快速成形工藝中,噴嘴溫度同樣與每一層的成形時間t 有關系。每一層的成形時間t與成型機系統的擠出速度、模型的外觀是相關的。如果每層的擠出速度快,模型體積小,則該層的成型時間會短,這時需要在圖1的成型區域選擇噴嘴溫度較低的一側;如果每層的擠出速度慢,模型體積小,那么該層的成形時間就會加長,這時就需要在圖1的成型區域選擇噴嘴溫度較高的一側。因此,在加工成型時需要控制好噴嘴溫度與每一層成型時間的關系,這樣才能獲得較好的成型件。
圖2 是通過FDM 得到的產品模型,從圖中我們看出a、b、c 三處的表面精度依次降低,尤其在c 處出現明顯的參差不平,不能滿足我們的加工要求。從圖2 我們可以明顯看出,在成型過程中成型面積逐漸縮小,并且在噴嘴溫度不改變的情況下,模型表面隨著成型面積的減小而變得更加粗糙,而對于比較小的成型面,則無法完成加工。
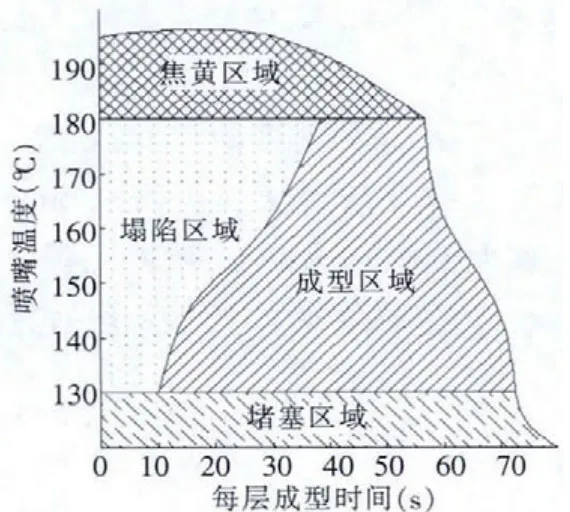
圖1 TSJ-200 快速成型機的成型范圍Fig.1 Forming range of TSJ-200 FDM machine
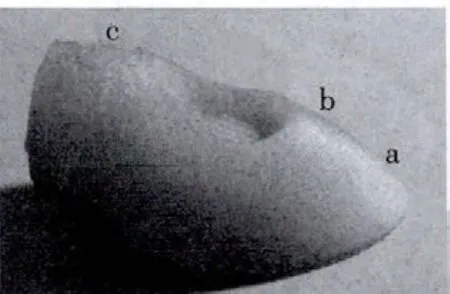
圖2 門把手車鎖部分模型Fig.2 Mold of the door handle lock part
2 FDM 快速成型件表面硬度的測試
2.1 塑料硬度概述及測定
硬度是物質受壓變形程度或抗刺穿能力的一種物理度量方式。硬度可分相對硬度和絕對硬度。絕對硬度一般在科學界使用,生產實踐中很少用到。我們通常使用硬度體系為相對的硬度,常用有以下幾種標示方法[3]:肖氏(也叫邵氏,邵爾,英文SHORE)、洛氏、布氏三種。橡膠類材料一般采用邵氏硬度來測量。
邵氏硬度的測試方法:用邵氏硬度計垂直放于被測模型上,表盤上的指針通過彈簧與一個刺針相連,用針刺入被測模型表面,保持住1s 后,表盤上所顯示的數值即為硬度值,這時就可以讀數記錄。
本次實驗中采用的硬度計時濟南時光試驗儀器有限公司的橡膠硬度計,硬度標準執行GB/T531-99、GB2411-80、HG/T2489-93、JJG304-2003的有關規定。
2.2 汽車門把手的制作
實驗條件:設備為TSJ-200 熔融沉積快速成型機、溫度計、硬度計等,實驗材料為ABS。
模型制作方法:本實驗以汽車門把手為載體進行建模,首先通過在犀牛軟件中建三維模型,然后將其導成.stl格式的文件,輸入到快速成型機中,層層疊加得到制件。
實驗方法:將犀牛做好的三維模型轉化為stl 格式的文件,輸入到快速成型機中,對快速成型機進行參數的調整,選擇適當填充速度和出絲速度,調整噴嘴和工作臺墊紙板的距離(大約一張A4 紙的厚度),便可開始造型,直到得到制件。
本實驗主要是研究溫度系統對成型件表面硬度的影響。實驗采用單因素法,保證快速成型機的分層厚度、噴嘴直徑、擠出速度、填充速度、理想輪廓補償量等因素不改變的情況下,單獨改變成型室的溫度,從而得到多個在不同溫度下的汽車門把手。論文分別在26℃、21℃、16℃、12℃、9℃、7℃六個不同的成型室溫度下進行實驗,圖3 就是在不同溫度下做制作的汽車門把手。
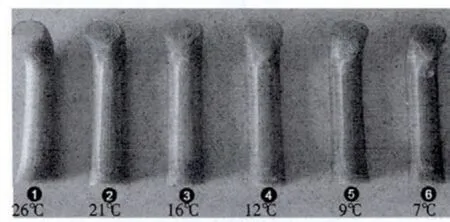
圖3 六個不同溫度下的制件Fig.3 Six models in different temperatures
3 成型室溫度對模型表面質量影響
如圖4所示所選的門把手的測量點是一個曲面,屬于門把手的內側,而門把手的內側在成型過程中需要有支撐材料來支撐,并且沒有裸露在空氣當中。
將實驗得到的六個不同溫度
下的實驗模型,對如圖4所示的位置進行硬度測量,得出實驗數據如下:
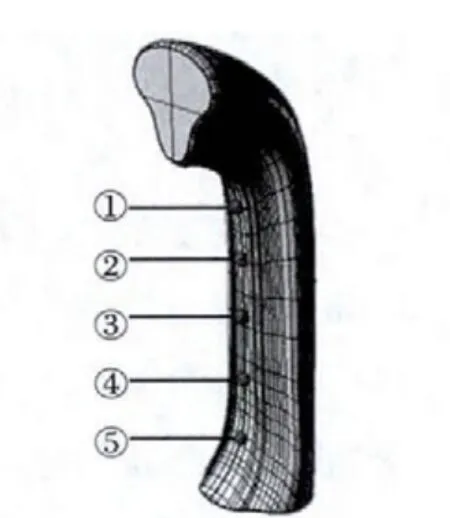
圖4 門把手的測量點Fig.4 Measured point of car handle
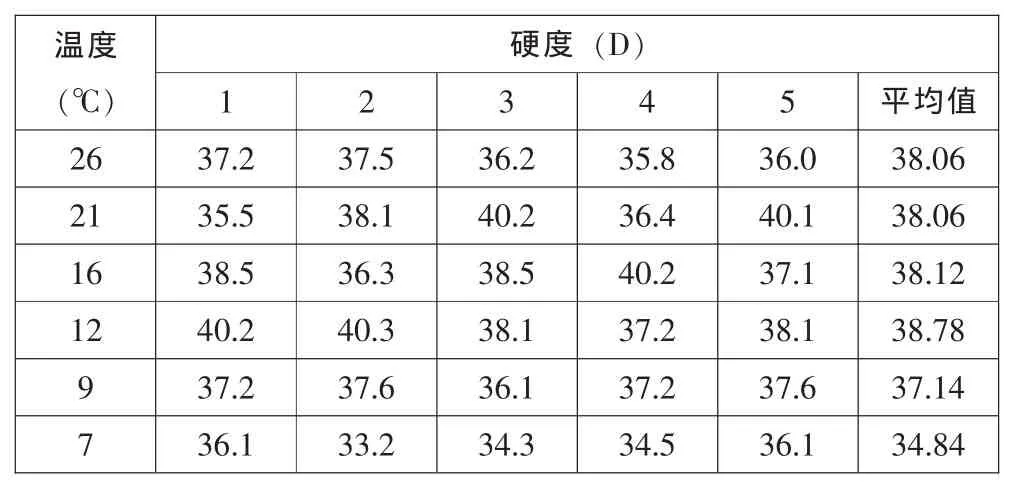
表1 門把手五個測量點的表面硬度Tab.1 Surface hardness of the five points of car handle
門把手的正面在熔融沉積成型的過程中,需要添加支撐,從圖4 中可以看出,門把手的內側并沒有直接裸露在成型室當中,而是被支撐材料所包圍,其中五個測量點的表面硬度值變化曲線圖,如表1 和圖5所示,在溫度低于12℃時,硬度值慢慢上升,到達13℃后,硬度值趨于最高,所測點的硬度值在38D 左右,不再有明顯的變化,這說明有支撐材料的一面能對門把手具有一定的 “保溫”作用,而在其成型過程中,受成型室溫度變化相對較小,硬度值的變化相對穩定。
由以上實驗分析,我們可以得出如下結論:
(1)在其余加工參數不改變的情況下,熔融沉積成型件的表面硬度隨溫度增加而增加,并且在15℃以下,硬度值增加較快,15℃~30℃硬度值增長緩慢。但當溫度低于3℃,模型質量將大大降低,不能滿足正常加工需要。
(2)成型件在不同溫度下的表面硬度測量數據顯示,有支撐材料的一面在0℃~30℃硬度整體在34~39D 之間,變化曲線相對比較平穩。說明有支撐材料的一側的硬度受到了支撐材料的影響。
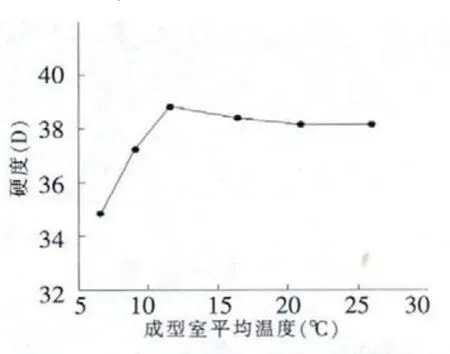
圖5 門把手硬度變化曲線圖Fig.5 Variation curve of hardness of car handle
4 其他加工參數對成型精度的影響
FDM 工藝中其他的工藝參數有:分層厚度、擠出速度、填充速度、填充方式、網格間距、理想輪廓線的補償量、開啟延時、關閉延時、絲的材質、成型室吹風方式、空行程速度、添加支撐等[4]。其中對原型精度和成形時間有影響的工藝參數主要有:分層厚度、補償量、擠出速度、填充速度、開啟延時和關閉延時等因素。
(1)分層厚度[5]。當分層厚度一定時,成型方向與成型表面法矢量間的夾角越小,臺階效應對零件的影響越大;分層厚度越小,表面的質量越高,但隨之帶來的是成型時間變長,加工效率低。而分層厚度越大,臺階效應越明顯,表面質量也就越差。
(2)擠出速度與填充速度[6]。如果填充速度與擠出速度匹配后出絲太慢,則材料填充不足,出現 “斷絲”現象,難以成型;相反,填充速度與擠出速度匹配后出絲太快,熔絲堆積在噴頭上,使成型面材料分布不均勻,表面會有 “疙瘩”,影響造型質量。所以,應根據具體情況,將擠出速度和填充速度進行合理匹配。
(3)理想輪廓線的補償量。由于噴絲具有一定的寬度,造成填充輪廓路徑時與實際輪廓線不重合。故在生成輪廓路徑時,對理想輪廓線進行補償。
5 結論
作者主要研究了成型室溫度和噴嘴溫度對熔融沉積成型件表面硬度的影響。成型件的硬度與成型室溫度有密切的依賴關系,不同溫度下加工的成型件硬度是不一樣的,在最佳成型室溫度范圍內,能夠得到較好的成型件,一旦超過這一溫度范圍,成型件的質量會明顯下降,不能滿足加工要求。通過實驗以汽車門把手為造型基礎,通過在不同溫度下加工模型,用標準塑料硬度計測量模型的硬度,得出了硬度變化曲線,分析原因,最終得出結論。通過FDM 工藝得到的ABS 成型件的表面硬度在34~39D 之間,其中成型室溫度10~15℃之間的時硬度最高,成型件的質量也是最好的。
噴嘴溫度對成型材料的影響明顯,不同的噴嘴溫度對ABS的絲材出絲影響明顯,在造型時,應控制好噴嘴的工作溫度,才能造出效果較好的實體。在相同的噴嘴溫度和成型室溫度下,模型表面的粗糙度隨著成型面積的減小而增大。
[1]王春光,趙國群.快速成型與快速模具制造技術[M].新技術新工藝,2003.
[2]R üdiger Landers,Ute H übner,Rainer Schmelzeisen.A review of rapid prototyping technologies and systems[J].Computer-Aided Design,2007,16.
[3]單曉鳳,司春杰.里氏硬度值與布氏硬度值、洛氏硬度值的關系[J].山東冶金,1998.1.
[4]張永,周天瑞,徐春暉.熔融沉積快速成型工藝成型精度的影響因素及對策[J].南昌大學學報工科版,2007,9.
[5]穆存遠,宋祥波.快速成型臺階誤差分析及其降低措施[J].機械設計與制造:2011,4.
[6]鄒國林,郭東明,賈振元.FDM 工藝出絲過程影響因素分析[J].制造技術與機床,2002,10.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
