加工工藝對AZ61鎂合金拉壓不對稱性的影響
2013-09-14 00:45:14王敬豐李琳俊楠潘復生
材料工程 2013年11期
汪 清,王敬豐,黃 崧,李琳俊楠,耿 鐵,潘復生
(1重慶大學 國家鎂合金材料工程技術研究中心,重慶 400044;2河南工業大學 機電工程學院,鄭州 450007)
鎂及其合金是目前最輕的結構材料,具有密度小、比強度和比剛度高、機加工性能好、易回收等優點,在航空航天、汽車、通訊等行業已經得到廣泛的應用[1-3]。與鑄造鎂合金相比,變形鎂合金具有更高的強度以及塑性,在作為結構材料方面受到人們廣泛的關注。而變形鎂合金通常需要進行擠壓、鍛造、軋制和沖壓等塑性加工工藝。由于鎂合金是密排六方結構,滑移系十分有限,對鎂合金進行擠壓塑性變形時會形成擠壓絲織構,使得{0002}基面平行于擠壓方向[4,5],這種織構的存在使得鎂合金在擠壓方向上產生了強烈的拉壓不對稱性,通常表現為合金的壓縮屈服強度通常僅只有拉伸屈服強度的四分之三甚至二分之一[6-9]。使得單純依據鎂合金的拉伸性能來設計構件帶來了安全隱患,限制了鎂合金在結構材料上的應用。通常以壓縮屈服強度與拉伸屈服強度的比值(CYS/TYS)來評價鎂合金拉-壓屈服強度不對稱性的程度。為了改善鎂合金拉伸和壓縮性能的不對稱性,許多學者開展了大量的研究。J.Swiostek等[10]通過靜液擠壓技術獲得了比較細小的鎂合金晶粒,從減小晶粒尺寸方面改善了鎂合金的各向異性。路君等[11]通過等通道角擠壓變形技術(ECAP)對AZ31鎂合金進行塑性加工,使其織構相對隨機化,從而降低了拉壓不對稱性。Bohlen等[12]發現,對于鎂合金材料,隨著Al含量的增加,鎂合金的拉壓不對稱性降低。
本工作以AZ61鎂合金為對象,通過不同的加工工藝對其進行塑性變形,并對加工后的試樣進行拉伸和壓縮性能測試,研究加工工藝對鎂合金力學性能以及各向異性的影響規律,探討從加工工藝方面調整鎂合金的取向分布,從而改善鎂合金的拉壓不對稱性。
1 實驗
實驗材料為直徑φ258mm的AZ61鎂合金半連續鑄錠,具體成分如表1所示。為消除合金在鑄造過程中出現的溶質偏析等鑄造缺陷,對半連續鑄錠進行了390℃,8h的均勻化退火處理。接著在2500T的日產臥式擠壓機上進行一次正擠壓,其擠壓比為11∶1,擠壓溫度為380℃,得到φ78mm的一次擠壓棒材。取部分一次擠壓的棒材在500TXJ-500的臥式擠壓機上進行二次擠壓,擠壓比為25∶1,擠壓溫度為380℃,得到φ16mm的二次擠壓棒材,另取部分一次擠壓棒材在YX32-800A液壓機上經380℃保溫1.5h后垂直于擠壓方向進行自由鍛造,壓下率為35%。

表1 AZ61鎂合金的化學成分(質量分數/%)Table 1 Chemical composition of AZ31magnesium alloy(mass fraction/%)
采用線切割從不同加工狀態的AZ61鎂合金材料中分別取直徑5mm,標距為25mm的拉伸樣品(GB/T 228—2002)以及直徑為10mm,高度為25mm的壓縮樣品(GB 7314—87)。拉伸和壓縮方向都平行于擠壓方向。拉伸以及壓縮試驗是在室溫下在CMT25105微機控制電子萬能試驗機上進行,實驗加載速率為2mm/min。
為了評估加工工藝對擠壓后晶體取向的影響,實驗中采用Rigaku D/max2500PC X射線衍射儀并利用CuKα輻射(陽極電壓為40kV,陽極電流為150mA)對樣品橫向斷面進行10~90°的掃描,并對橫截面進行織構分析。利用光學顯微鏡(OM)對樣品的微觀組織進行觀察。
2 結果與分析
圖1為AZ61變形鎂合金一次擠壓態(圖1(a))、一次擠壓+鍛造態(圖1(b))、二次擠壓態(圖1(c))的顯微組織。從圖1(a)可以看出一次擠壓變形后的AZ61鎂合金為混晶組織,在粗大晶粒的附近存在著細小的晶粒。如圖1(b)所示,一次擠壓后進行鍛造,晶粒變得異常粗大且極不均勻,這是因為一次擠壓后材料獲得了一定的變形儲存能,且由于鎂合金具有較低的堆垛層錯能(純鎂的層錯能為60~78mJ/m2)和較高的晶界遷移速率[13],在熱塑性變形時容易發生動態再結晶。在隨后的自由鍛造過程中,鍛造溫度高于AZ61鎂合金的再結晶溫度,所以在鍛壓過程中發生了動態再結晶。為了防止鍛壓時,材料出現裂紋,采用的緩慢的變形速率使得再結晶后的晶粒有足夠的時間長大,以至于得到了粗大的再結晶晶粒。根據Hall-Petch公式[14],粗大的晶粒會降低材料的力學性能。由圖1(c)可見,經過二次擠壓變形后,AZ61鎂合金晶粒得到了細化,且較一次擠壓后的晶粒更均勻細小,晶粒的細化在一定程度上可以明顯改善金屬材料的強度,使力學性能得到提高。

圖1 不同加工工藝AZ61鎂合金的顯微組織 (a)一次擠壓;(b)一次擠壓+鍛造;(c)二次擠壓Fig.1 Microstructure of AZ61magnesium alloy after different machining techniques(a)one pass extrusion;(b)forging after extrusion;(c)two passes extrusion
圖2所示為在室溫下,沿初次擠壓方向,不同加工工藝的AZ61鎂合金拉伸力學性能的測試結果。從圖2中可以看出,在經過一次擠壓后進行鍛造,試樣的拉伸屈服強度以及抗壓強度急劇下降(其中屈服強度從203MPa下降到157MPa,抗拉強度從320MPa下降至291MPa),而經過二次擠壓后,AZ61鎂合金的拉伸屈服強度增加(從203MPa增加到212MPa),但抗拉強度增加不大。
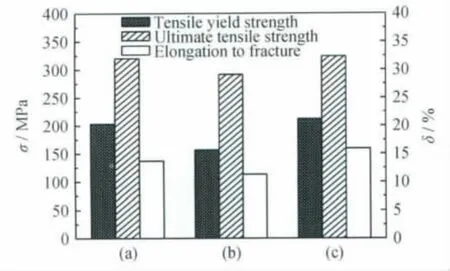
圖2 不同加工工藝AZ61鎂合金的拉伸力學性能(a)一次擠壓;(b)一次擠壓+鍛造;(c)二次擠壓Fig.2 Tensile mechanical property of AZ61magnesium alloy after different machining techniques(a)one pass extrusion;(b)forging after extrusion;(c)two passes extrusion
圖3為在不同加工工藝下AZ61鎂合金的壓縮力學性能,從圖3中可以看出,經過三種不同的塑性變形工藝,AZ61鎂合金的壓縮力學性能也呈現出一定的差異,其中二次擠壓相對于一次擠壓壓縮屈服強度有了一定的下降(從149MPa下降到123MPa),而抗壓強度有了一定量的增加。而在一次擠壓后進行鍛造后,盡管得到粗大的晶粒,但壓縮屈服強度不但沒有下降,反而較一次擠壓后出現了小幅的增加。而這與Hall-Petch公式相矛盾,故認為存在可抵消因晶粒尺寸增大而屈服強度軟化的因素。
不同加工工藝對AZ61鎂合金的拉壓不對稱性的影響是本次實驗需要評價的指標之一。由于鎂合金是密排六方晶體結構,對鎂合金進行塑性變形會使材料形成強烈的擇優取向,從而使其拉伸性能和壓縮性能呈現出明顯的不一致性[15]。
圖4為在不同加工工藝下,AZ61鎂合金材料的拉伸屈服強度和壓縮屈服強度比較。由圖4可以看出,經過不同的加工工藝,試樣的拉壓不對稱性變化很明顯。其中經過一次擠壓后,其壓縮屈服強度與拉伸屈服強度之比(CYS/TYS)為0.75,而一次擠壓后經過自由鍛造,其壓縮屈服強度與拉伸屈服強度的比值為0.97,AZ61鎂合金的拉壓不對稱性大為改善,已經接近理想值,其緣由是拉伸屈服強度下降,而壓縮強度保持不變的緣故。而二次擠壓后,壓縮屈服強度與拉伸屈服強度的比值為0.55,AZ61鎂合金的拉壓不對稱性加大,這是由于拉伸屈服強度增加,與此同時壓縮屈服強度下降的緣故。這說明二次擠壓變形加大材料的拉壓不對稱性,而擠壓后鍛造可明顯地改善AZ61鎂合金的拉壓不對稱性。
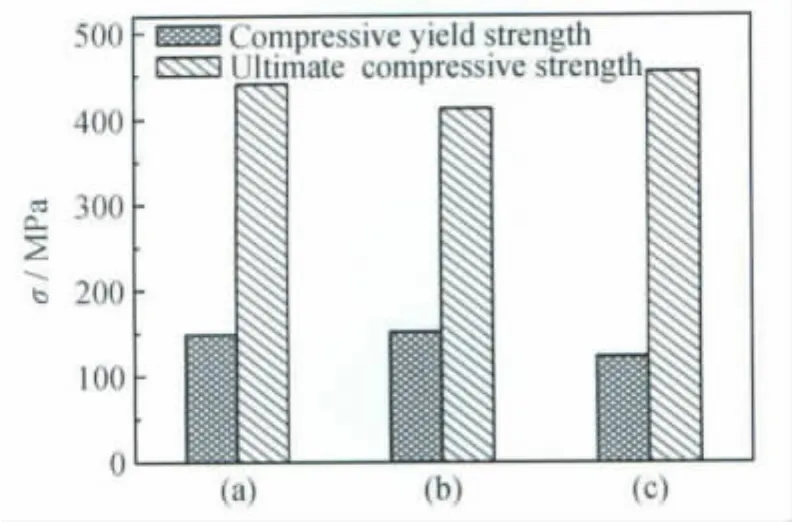
圖3 不同加工工藝AZ61鎂合金的壓縮力學性能(a)一次擠壓;(b)一次擠壓+鍛造;(c)二次擠壓Fig.3 Compressive mechanical property of AZ61 magnesium alloy after different machining techniques(a)one pass extrusion;(b)forging after extrusion;(c)two passes extrusion
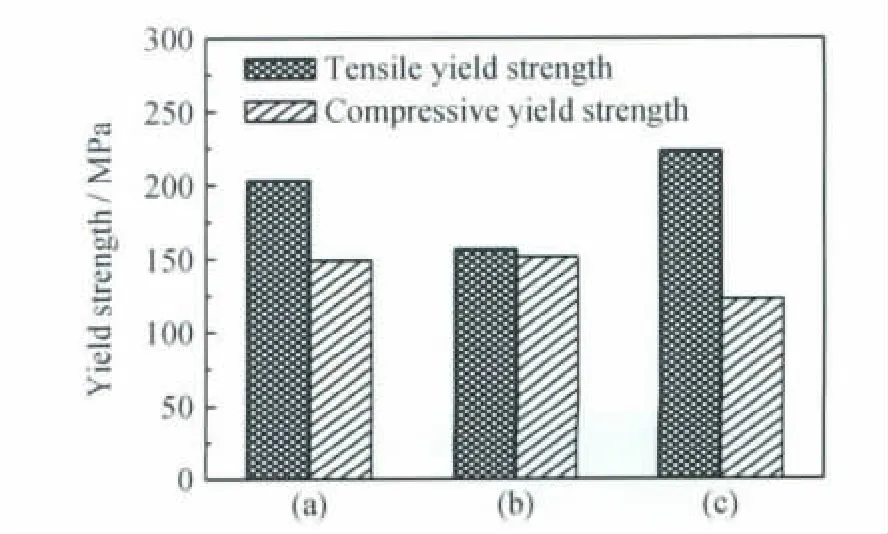
圖4 不同加工工藝對AZ61各向異性的影響(a)一次擠壓;(b)一次擠壓+鍛造;(c)二次擠壓Fig.4 Effect of machining techniques on tension-compression symmetry of AZ61magnesium alloy (a)one pass extrusion;(b)forging after extrusion;(c)two passes extrusion
為了進一步了解加工工藝對AZ61鎂合金性能的影響,對加工后的AZ61試樣的橫向斷面進行了XRD掃描。圖5為在不同加工工藝下,AZ61鎂合金的XRD掃描圖譜。從圖5中可以看出,經過加工后,橫向面上AZ61鎂合金在棱柱面上出現了最強的衍射峰,而衍射峰的出現也就意味著在該位置上出現了擇優取向[7,16,17]。這說明經過塑性變形后的 AZ61鎂合金形成了強烈的擇優取向,其中絕大部分晶胞的晶面與橫向斷面的法向垂直,也就是說其0002}晶面平行于擠壓方向。

圖5 不同加工工藝AZ61鎂合金的XRD掃描譜(a)一次擠壓;(b)二次擠壓;(c)一次擠壓+鍛造Fig.5 XRD patterns of AZ61magnesium alloys after different machining techniques (a)one pass extrusion;(b)two passes extrusion;(c)forging after extrusion
對于六方金屬,特別是對于鎂合金來說,在較低的溫度下,由于滑移系有限,形變孿生就成為塑性變形的主要方式之一。且由于AZ61鎂合金滿足軸比c/a<1.732,當受到沿著c軸方向的拉應力或垂直于c軸方向的壓應力可以誘發{1012}拉伸孿生,而受到沿著c軸方向的壓應力或垂直于c軸方向的拉應力可以誘發壓縮孿生[5]。室溫下,鎂合金基面滑移系啟動的臨界剪切應力(Critical Resolved Sheer Stress,CRSS)約為0.5~0.7MPa,而拉伸孿生的CRSS為2~28MPa壓縮孿生的CRSS為76~153MPa[18]。在有基面織構的擠壓態鎂合金材料中,對于沿著擠壓方向的拉伸載荷,晶體的c軸受到壓應力的作用壓縮孿生受到激發,而該孿生變形的CRSS很高,故滑移是其主要的變形方式。而合金產生基面織構時,其Schmid因子為0,根據σys=ζCRSS/M(M 為Schmid因子),滑移系處于硬取向狀態[14],滑移變得異常困難,從而造成了高的拉伸屈服強度。而AZ61鎂合金沿著擠壓方向受到壓縮變形時,晶體的c軸受到拉應力的作用孿生受到激發,而滑移系依然處于硬取向,由于啟動孿生所需的應力小,孿生成為了主要的變形方式[19]。從而使得壓縮屈服強度較之拉伸屈服強度要小,從而造成鎂合金的拉壓不對稱性。圖6為AZ61鎂合金經過各種加工工藝后拉伸與壓縮至斷裂后樣品的橫截斷面顯微組織圖,從圖6(a-1),(b-1)和(c-1)可以看出,在拉伸塑性變形樣品的顯微組織中沒有出現明顯的孿晶,說明拉伸塑性變形時主要激發的變形機制的是滑移變形;而從圖6(a-2),(b-2)和(c-2)可以看出,在壓縮塑性變形樣品的顯微組織中出現了大量的孿晶,這說明在壓縮變形時,孿生在塑性變形過程中起到了很重要的作用。
圖7所示為AZ61鎂合金經過各加工工藝后橫截面的{0002}基面極圖,由圖7(a)可以看出,經過小擠壓比的一次擠壓后,并沒有形成強烈的擠壓纖維織構,而圖7(b)表明經過二次擠壓后,基面極密度增加,AZ61鎂合金形成了強烈的擠壓絲織構,其基面極點呈圓環狀的均勻分布在擠壓軸的周圍,說明絕大部分{0002}基面平行于擠壓方向。這種織構分布使得沿著擠壓方向拉伸時拉伸孿生受到抑制,而基面滑移系產生幾何硬化效果,柱面滑移及錐面滑移臨界分切應力較高,從而導致AZ61鎂合金的拉伸屈服強度提高,而在壓縮變形時,啟動時所需CRSS較小的孿生在塑性變形中占主導作用,所以導致壓縮屈服強度較一次擠壓有所下降。圖7(c)表明在經過垂直于擠壓方向的高溫自由鍛造后,部分晶面發生了轉動,且由于高溫鍛造后不均勻的再結晶,最終導致了拉伸與壓縮性能趨于同性。

圖7 不同加工工藝AZ61鎂合金的{0002}基面極圖 (a)一次擠壓;(b)二次擠壓;(c)一次擠壓+鍛造Fig.7 Pole figures of{0002}plane after different machining techniques (a)one pass extrusion;(b)two passes extrusion;(c)forging after extrusion
3 結論
(1)不同的加工工藝會影響AZ61鎂合金的顯微組織,一次擠壓后AZ61鎂合金為混晶組織,二次擠壓后為典型的等軸晶組織,而擠壓后鍛造使得合金的晶粒組織粗化。
(2)通過改變塑性加工方式可以調整擠壓棒的取向分布。
(3)二次擠壓增強擠壓絲織構,并增加拉壓不對稱性。而一次擠壓材經過自由鍛造后,部分晶體c軸發生轉動,擠壓絲織構狀態得到改變,拉壓不對稱性得到改善。
[1]陳振華.變形鎂合金[M].北京:化學工業出版社,2005.
[2]AVEDESIAN M,BAKER H.ASM Specialty Handbook-Magnesium and Magnesium Alloys[M].Ohio,USA:ASM Interna-tional,1999.44-51.
[3]MORDIKE B L,EBERT T.Magnesium properties-applicationspotential[J].Materials Science and Engineering A,2001,302:37-45.
[4]肖林.密排六方金屬的塑性變形[J].稀有金屬材料與工程,1995,24(6):21-28.XIAO L.Plastic deformation of hexagonal close-packed metals[J].Rare Metal Materials and Engineering,1995,24(6):21-28.
[5]劉慶.鎂合金塑性變形機理研究進展[J].金屬學報,2010,46(11):1458-1472.LIU Q.Research progress on plastic deformation mechanism of Mg alloys[J].Acta Metallurgica Sinica,2010,46(11):1458-1472.
[6]BARNETT M R,DAVIES C H J,MA X.A constitutive law for twinning dominated flow in magnesium [J].Scripta Materialia,2005,52(7):627-632.
[7]BALL E A,PRANGNELL P B.Tensile-compressive yield asymmetries in high strength wrought magnesium alloys[J].Scripta Metallurgica et Materialia,1994,31(2):111-116.
[8]WANG Y N,HUANG J C.Texture analysis in hexagonal materials[J].Materials Chemistry and Physics,2003,81(1):11-26.
[9]陳振華,夏偉軍,程永奇,等.鎂合金織構與各向異性[J].中國有色金屬學報,2005,15(1):1-10.CHEN Z H ,XIA W J,CHENG Y Q,et al.Texture and anisotropy in magnesium alloys[J].The Chinese Journal of Nonferrous Metals,2005,15(1):1-10.
[10]SWIOSTEK J,G?KEN J,LETZIG D,et al.Hydrostatic extrusion of commercial magnesium alloys at 100℃and its influence on grain refinement and mechanical properties[J].Materials Science and Engineering A,2006,424:223-229.
[11]路君,靳麗,董杰,等.等通道角擠壓變形AZ31鎂合金的變形行為[J].中國有色金屬學報,2009,19(3):424-432.LU J,JIN L,DONG J,et al.Deformation behaviors of AZ31 magnesium alloy by equal channel angular extrusion [J].The Chinese Journal of Nonferrous Metals,2009,19(3):424-432.
[12]BOHLEN J,DOBRON P,SWIOSTEK J,et al.On the influence of the grain size and solute content on the AE response of magnesium alloys tested in tension and compression[J].Materials Science and Engineering A,2007,462:302-306.
[13]ION S E,HUNPHREYS F J,WHITE S H.Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium [J].Acta Materialia,1982,30(12),1909-1912.
[14]崔中圻.金屬學與熱處理[M].北京:機械工業出版社,2000.169-181.
[15]KAINER K U,DAVIES C H J,XIONG F,et al.Magnesium Alloys and Their Applications[M].Weinheim,Germany:Wiley-VCH,2003.433-438.
[16]MABUCHI M,CHINO Y,IWASAKI H,et al.The grain size and texture dependence of tensile properties in extruded Mg-9Al-1Zn[J].Materials Transactions,2001,42(7):1182-1189.
[17]劉天模,劉建忠,盧立偉,等.雙向雙通道變通徑擠壓AZ31鎂合金的顯微組織及變形行為 [J].中國有色金屬學報,2010,2010,20(9):1657-1664.LIU T M,LIU J Z,LU L W,et al.Microstructure and deformation behavior of dual-directional extruded AZ31magnesium alloy[J].The Chinese Journal of Nonferrous Metals,2010,20(9):1657-1664.
[18]CHEN Y J,WANG Q D,ROVEN H J,et al.Network-shaped fine grained microstructure and high ductility of magnesium alloy fabricated by cyclic extrusion compression[J].Scripta Materialia,2008,58(4):311-314.
[19]BARNETT M R,KESHAVARZ Z,BEER A G,et al.Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn[J].Acta Materialia,2004,52(17):5093-5103.
[20]BARNETT M R,NAVE M D,BETTLES C J.Deformation microstructures and textures of some cold rolled Mg alloys[J].Materials Science and Engineering A,2004,386:205-211.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03