淺談車曲軸時的變形及克服方法
2013-09-15 01:58:50陳國慶
中國新技術新產品 2013年8期
關鍵詞:變形
陳國慶
(江蘇省昆山第二中等專業學校,江蘇 昆山 215316)
曲軸是多種發動機中承受沖擊載荷、傳遞動力的重要零件,發動機五大件中最難以保證的加工質量。由于曲軸工作條件的惡劣,因此對曲軸材質以及毛坯的加工技術、精度、表面粗糙度、熱處理和表面強化、動平衡等要求都十分嚴格。如果其中任何一個環節質量沒有得到保證,則可嚴重影響曲軸的使用壽命和整機的可靠性。
在車曲軸時工件的變形是始終存在的,變形越大,則工件的質量就越差,因此減少變形是我們提高曲軸加工質量的一個重要關鍵,在加工時,我們只要正確了解變形的原因,掌握克服的方法,就能使變形盡量減少直至消除。(如圖1)
1 曲軸變形的主要原因
1.1 工件靜平衡差異對曲軸變形的影響
在加工時,工件的靜平衡差異會產生一個離心力,使工件回轉軸線彎曲;和使工件外圓各處車削深度不等,從而使工件外圓產生不圓整度誤差(如橢圓度誤差等),靜平衡差異越大,則工件的不圓整度誤差越大。
1.2 頂針及支撐螺栓的松緊對曲軸變形的影響
在加工曲軸時,特別是加工細長類曲軸時,頂針或支撐螺栓頂得過緊,會使工件回轉軸線彎曲,增大曲拐軸頸軸線對支承軸頸軸線的不平行度。
1.3 中心孔鉆得不正確對曲軸變形的影響
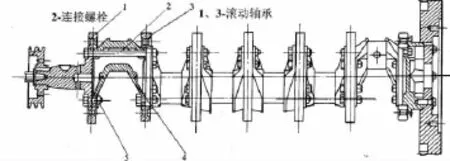
圖1
在加工曲軸時,中心孔鉆得歪斜(兩端中心孔不在同一條直線上或兩端中心孔的軸線歪斜),使曲軸在回轉時產生輕微搖晃,造成軸頸不圓整度誤差,增大曲拐軸頸和支撐軸頸的不平行度,有時還會損壞中心孔和頂針,甚至發生事故。
此外車床精度和切削速度也會影響曲軸變形,車床精度越差,則由靜平衡差異所造成的離心力對加工質量的影響越大。切削速度越高,離心力就越大,工件的變形也就越嚴重。
2 克服曲軸變形的幾種方法
2.1 認真對待鉆各個中心孔的工序,使兩端相對應的中心孔盡量在同一軸線上,并且盡量不歪斜。
2.2 認真校正工件的靜平衡,在加工時先用兩頂針輕輕頂住,使曲軸在每個回轉位置都能起步和停止,當粗車后發現工件靜平衡差異增大,就應該重新校正,但須注意保證工件有足夠的精車余量。當余量過少時,就不能重新校正工件的靜平衡,否則會由于工件變形而車不出,造成廢品。
2.3 裝夾時適當頂緊曲軸中心孔,注意不宜頂得過緊。如裝夾條件許可,可將工件尾端裝夾由頂針改為外圓支撐,以避免頂緊力的影響。
2.4 在車削時,除了需要車削的部分外,其余部分都要盡可能用支撐螺栓頂住或壓板壓牢,但不宜過緊,否則也會產生工件變形。
2.5 車削時,切削速度不宜選得過高。同時,變化范圍也不宜過大。
2.6 注意調整車床主軸的間隙,特別是當車床精度較差時,更顯得重要。
2.7 中心架偏心套的使用
在加工曲拐軸頸時,為了減少產生橢圓度和軸線彎曲等誤差,除了在偏心家具中將頂針改成尾座主軸支承外,老師傅們還采用了中心架偏心套的支承方法。偏心套的側面做有校正用的平面,要求與偏心夾具的偏心體相同,使用時與偏心體的相應校正面一起校對,工件由對合孔支承,用螺栓壓住上蓋得以緊固,即可搭上中心架進行車削,同時在偏心套的內圈裝有四個調節螺釘,可以根據工件的橢圓誤差方向,調整中心架爪腳的支承圓周,能夠有效地消除曲拐軸頸的橢圓度。(圖2)
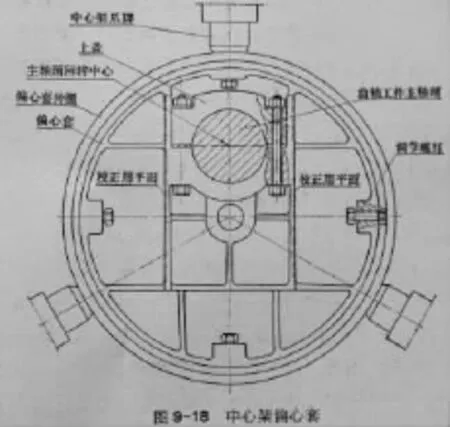
圖2
2.8 主軸頸外圓的車削
車削主軸頸外圓時,采用中心架支承。為減小主軸頸的橢圓度誤差,可用適當“引”的方法,即先車靠近車頭處的主軸頸外圓,如有橢圓度誤差,則用手工修整,隨后搭中心架支承,車靠近的另一檔主軸頸外圓,并移動中心架支承。如該牌樓檔橢圓度誤差仍較大,則還須修整,如此類推,使中心架支承在中間的主軸頸外圓的牌樓檔上,并使車削主軸頸外圓時的橢圓度誤差控制在允差范圍內。校正中心架三爪的支承中心時可采用拐檔表,使用時把拐檔表放在曲拐扇板之間,由板簧定牢,隨后開低速觀察百分表指針擺動幅度,調整中心架三爪,使指針擺動小于0.01mm,即可開始車削。
[1]孫小孟.微車曲軸精密鍛造成形工藝及模具的研究[D].重慶:重慶大學,2006.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
