感應釬焊技術及其在電連接器焊接中的應用
2013-09-17 01:49:28霍紹新解啟林
電子工業專用設備 2013年10期
霍紹新,解啟林
(中國電子科技集團公司第三十八研究所,安徽合肥 230031)
感應釬焊技術及其在電連接器焊接中的應用
霍紹新,解啟林
(中國電子科技集團公司第三十八研究所,安徽合肥 230031)
感應釬焊技術因其具有加熱迅速、焊接效率高、焊料氧化少和加熱部位局域化的優點,被用來焊接微波組件中的電連接器。針對組件外形不同和待焊電連接器種類不同,設計了與組件結構相匹配的感應線圈,探索優化了感應加熱參數設置。焊接獲得的電連接器焊縫質量良好、氣密性指標優異,滿足氣密封質量要求。
感應釬焊技術;電連接器;氣密性
感應釬焊技術因其具有加熱效率高、速度快、可控性好及易于實現自動化等優點,正被廣泛應用于金屬熔煉、透熱、熱處理和焊接等工業生產過程中,成為冶金、國防、機械加工等部門及鑄、鍛和船舶、飛機、汽車制造業等不可缺少的技術手段。其技術原理主要利用高頻、中頻或工頻感應電流作為熱源,依靠工件在交流電的交變磁場中產生感應電流進而產生電阻熱來加熱,如圖1的示意圖。具體是將導電的金屬工件放置在單匝或者多匝的感應線圈中,感應加熱電源給感應線圈提供交變電流,從而在線圈周圍產生交變磁場,當工件被放置到變化的磁場中時,依據電磁感應原理,金屬工件中產生電動勢和電流,進而形成電阻熱,電阻熱以渦流進入工件內部,形成了精確可控、局域的熱能。
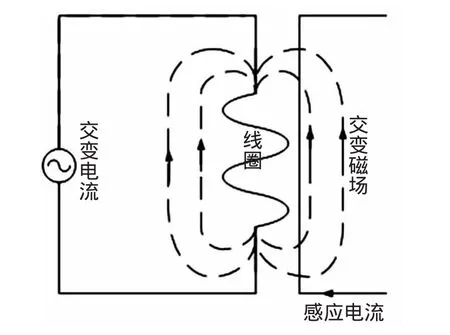
圖1 感應加熱原理示意圖
根據其技術原理,感應釬焊技術具有顯著的優點:
(1)由于熱量是由工件本身產生的,因此加熱迅速,工件表面的氧化比爐中釬焊少得多,而且可防止母材的晶粒長大和再結晶的發展。
(2)由于感應加熱的集膚效應,可以實現對工件的局部加熱,熱量的高度局域性,可以使焊點快速達到熔融所需溫度而不必冒損壞工件的危險。
(3)由于感應加熱釬焊采取的是由內而外的加熱方式,它的效果不受釬焊位置或接頭變化的影響。
(4)感應加熱可以實現快速加熱和冷卻,往往幾秒鐘就一個周期,焊接周期更快,提高了生產效率,非常適用于自動化、大規模生產工藝。
目前,感應加熱技術廣泛應用于各種金屬,包括鋁、純銅、銅合金、鐵、鑄鐵、不銹鋼等具有對稱形狀的焊件的焊接,特別適用于管件的套接,管子和法蘭,軸和軸套等類似接頭形式的連接。如感應加熱焊接大型構件如火箭上需要拆卸的管道接頭[1],在文獻[2]中報道了應用于同軸微帶線內導體焊接。而現在,通過使用更精密的感應線圈、非接觸式溫度測量技術,以及更精確地送絲和填料成形,感應加熱釬焊技術可以用來焊接各種小型部件組件,例如雷達的微波組件。
由于微波組件中包括了大量的基板、MMIC和裸芯片等,各部分在組裝焊接時,為保證性能穩定性,必須控制合理的溫度剃度,以防止各部分相互干涉。為保證微波組件長期可靠的工作,對其上與外部連接的電連接器的封裝焊接提出了很高的要求,如要求氣密焊接、要求低溫方式焊接,同時滿足機械穩定性要求。傳統的電連接器低溫釬焊可以選用的方法主要有真空釬焊、回流焊、熱板焊等[3],在這里真空釬焊工藝雖然可以克服回流焊和熱板焊工藝中焊料高溫氧化缺陷,但它們都是對組件整體進行加熱且加熱時間較長,這會對組件上的其他元器件造成二次加熱。然而感應釬焊工藝則能很好地克服這些缺陷,根據感應釬焊的優點,可以快速地加熱和冷卻,所以焊料氧化少,焊接效率高;并且可以將熱量控制在工件焊接局域部位,避免了對其他部位和元器件的加熱影響。
本文通過感應釬焊工藝設計,以某微波組件上的兩類電連接器焊接為研究對象,研究了感應釬焊過程中,針對工件的外形結構差異,連接器種類差異,進行的感應線圈的設計以及焊接工藝參數的確定過程。同時對感應釬焊焊接的電連接器,進行了外觀質量檢驗和氣密性檢測。
組件工件側面及其上連接器安裝孔結構如圖2所示,在工件的一端有6個排布在一起的SSMA型圓形射頻連接器,而另一端則同時包含了SSMA型連接器和矩形的J30JM1型低頻連接器有待焊接。兩種連接器外形差別大,熱容量也有很大差異,低頻連接器與盒體接觸周線長(即焊縫長),而射頻連接器數量多,所以焊接工藝與參數控制難度大,同時設計時外觀質量以及氣密封要求很高,給高質量的氣密焊接帶來了挑戰。針對上述狀態的電連接器,其氣密封焊接通過感應釬焊工藝來實現。
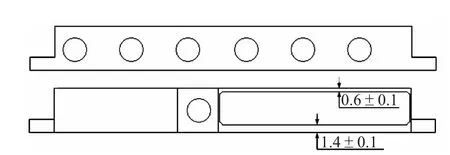
圖2 工件側面結構、連接器安裝孔示意圖(mm)
1 工藝研究
1.1 感應線圈的設計
感應線圈是傳遞感應電流、產生交變磁場的部件,其設計是否合適對感應釬焊的影響至關重要。我們遵循的設計和選用原則:(1)感應線圈應外形與焊接工件相適應;(2)盡量減小感應線圈本身和焊件之間的間隙,以便提高加熱效率;(3)合理選擇感應線圈的匝數,使焊件受熱平穩、均勻。根據圖2的工件形狀、實際尺寸,我們繞制并選用了如圖3所示輪廓的銅線圈,線圈間距和尺寸參數遵循上述設計原則,每一種設計必須匹配于各部件幾何外形、尺寸的特殊要求,而當釬焊安裝孔橫截面外形不規則、尺寸不一的工件時,可以通過合并各種基本線圈形式,來調節釬焊加熱,如圖3(C)、(D),以達到理想的感應釬焊效果。
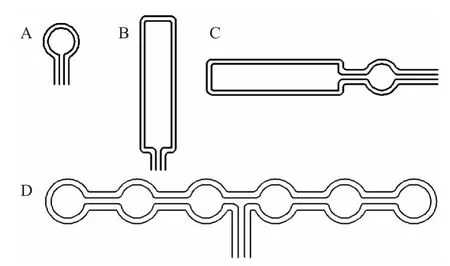
圖3 與工件外形相匹配的感應線圈外形示意圖
1.2 焊接工藝參數設置
1.2.1 感應設備頻率選擇
根據感應釬焊的加熱原理,感應釬焊時,零件的釬焊部分被置于交變磁場中,這部分母材的加熱是通過它在交變磁場中產生感應電流的電阻熱來實現。導體內感應電流強度與感應發生器的頻率成正比,隨著所用的感應器頻率提高,感應電流增大,焊件的加熱速度也變快。基于這一點感應加熱一般傾向于使用較高頻率的感應器。
而感應加熱又有明顯的集膚效應[4],這種效應除了與材料的電導率和磁導率有關外,還與交流電的頻率有關。通常取85%的電流強度所分布的導體表面層厚度稱為電流滲透深度,用以表征集膚效應的強弱。理論計算表明,頻率越高,電流滲透深度越小,集膚效應越顯著。感應釬焊雖然利用了集膚效應使表面層產生電阻熱,但加熱的厚度太薄時,則無法提供足夠的熱量,因為零件的內部是靠表面層向內部的導熱來加熱的。由此可見,感應發生器的頻率并非越大越好,選用過高的交流頻率不一定有利,對于一般釬焊工作來說,500 kHz左右的頻率是比較合適的,我們的工藝選定了交流電頻率500 kHz。
1.2.2 感應線圈與工件耦合
感應線圈與工件的耦合(主要是間距)對加熱的影響也比較明顯。原則上講,感應線圈與工件的耦合,越緊越好,即間距越小越好,這時加熱效率最高,加熱均勻程度也比較好;當感應線圈與工件距離較大,即屬于松耦合時,加熱均勻程度和效率下降。對于如圖3所示的感應線圈,為改善加熱均勻度和效率,可通過變化感應線圈的直徑和面積的方法達到均勻的目的,也可通過多匝感應線圈,設置不等的節距來改善加熱形態。另外,本文中的連接器安裝孔到外邊緣的距離,四周并不完全相等,如圖2所示(一邊距0.6 mm,一邊距1.4 mm),為了提高加熱均勻程度,可以根據感應線圈的磁場分布情況,適當的調節感應線圈各邊與工件的距離,形成不同的耦合情形,摸索并獲得最佳的加熱效果。
1.2.3 加熱功率和速度選擇
工件加熱區域的溫度明顯地受到加熱速度的影響,而加熱速度則取決于感應發生器的頻率和功率。當感應發生器的頻率設定后,采用較低的功率,可以有效減緩加熱速度,以提供足夠的熱傳導時間,平衡加熱區域的溫度。
加熱速度除了調節感應發生器的輸出功率,還需要考慮以下因素,以達到工件理想的加熱速度和受熱狀態:
(1)工件感應產生的熱量,也就是電磁感應產生的電阻熱,主要由工件的電阻率和磁導率決定,所以不同種類材料的工件產生的熱量是會不同的。即使前文提到的工件外形、感應器頻率、線圈與工件相對位置、感應器功率設置都相同,也要具體材料具體分析對待。
(2)工件上熱傳遞的功率,這部分主要考慮不同的工件散熱情況差異,由工件的熱導率決定,熱導率大的工件會各方向散熱更快,為了達到焊料熔化的目的,必須增加感應器功率。
合理的功率水平的選擇,可以有效地降低感應釬焊的難度,在有效平衡加熱區域的溫度同時,達到最大的焊接效率。
所以,在感應釬焊技術中,為了達到理想的加熱效果,必須綜合考慮工件的材料種類、工件的外形、感應線圈,甚至釬焊焊料的種類,最后優化設置加熱功率和速度。針對本次工件的材料,焊料種類,我們最后確定的電連接器的感應釬焊參數如表1所示。

表1 電連接器的感應釬焊工藝設置
2 焊接質量檢驗
優異的電連接器焊接件不僅能起到機械支撐、傳輸信號的作用,還需要滿足封裝氣密性與屏蔽外界電磁干擾的效果。本文采用感應釬焊技術焊接了兩種不同形式的電連接器,其中連接器的傳輸特性、電磁屏蔽特性主要為出廠時已確定,針對釬焊焊接工藝,需要對其機械穩定性和氣密性作出檢測,以評價感應釬焊技術在電連接器焊接中的實際效果。根據設計要求,進行了外觀檢驗、內部缺陷檢測以及氣密性指標檢測。
2.1 外觀檢驗
外觀檢驗是用低倍放大鏡檢查釬焊接頭的表面質量,如釬料是否填滿間隙,釬縫外露的一端是否形成圓角,圓角是否均勻,表面是否光滑,是否有裂紋、氣孔及其它外部缺陷等。檢驗結果如圖4所示,焊縫飽滿、光滑、無空洞。
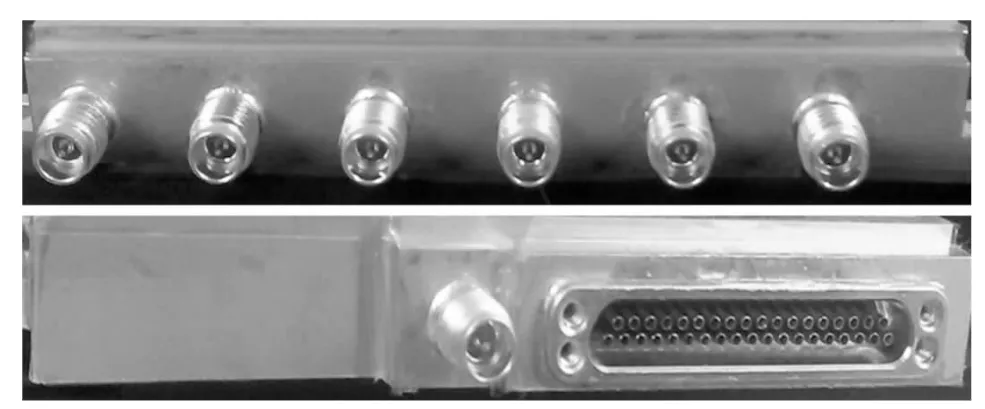
圖4 感應釬焊的連接器外觀
2.2 內部缺陷檢測
采用X射線檢測焊接內部缺陷,X射線是檢驗重要工件內部缺陷的常用方法,它可顯示釬縫中的氣孔、夾渣、未釬透以及釬縫和母材的開裂。檢測結果如圖5所示,由于連接器體積小巧,我們通過釬透率高低情況來評價其內部焊接質量,從圖B中看出,連接器與工件裝配間隙完全釬著、無氣孔,焊料完全鋪展。
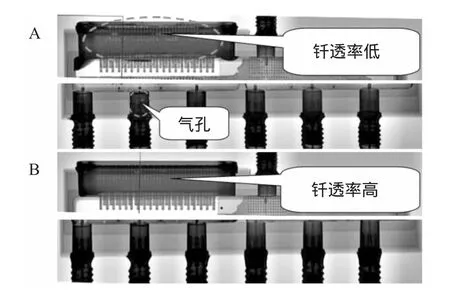
圖5 X射線檢測連接器焊接缺陷
2.3 氣密性指標檢測
氣密性指標檢測常用方法有一般的水壓試驗、氣密試驗、煤油滲透試驗和質譜試驗等方法。其中水壓試驗應用于高壓容器,氣密試驗及氣滲透試驗用于低壓容器,煤油滲透試應用于不受壓容器;質譜試驗用于真空密封接頭。根據GJB 548B規定的方法1014.2,我們采用質譜檢漏儀檢測焊接了連接器的工件氣密性指標。結果顯示,所有感應釬焊連接器接頭的氦漏率(氦質譜檢漏儀檢測)優于5×10-9(Pa/m3)·s(氦),達到設計要求。
3 結 論
利用感應釬焊技術焊接了微波組件上的電連接器,設計了與工件外形和尺寸相匹配的感應線圈,對感應釬焊工藝的參數進行了研究,優化設置了感應器頻率、線圈和工件的耦合、以及加熱功率各參數。最終獲得的焊接了電連接器的工件焊接質量良好,焊縫飽滿、光滑、無空洞;X射線檢測結果顯示,連接器與工件裝配間隙完全釬著、無氣孔,焊料完全鋪展;氣密性指標有優于5×10-9(Pa/m3)·s的氦漏率。采用該感應釬焊技術焊接了連接器的微波組件,目前已經應用在某型雷達收發天線系統中,該釬焊技術在同類連接器焊接中具有較強的推廣價值。
:
[1]孫寧.感應加熱釬焊技術的應用[J].金屬加工,2010(24):47-49.
[2]宋為民.劉炳龍,李明榮.大功率同軸線中內導體釬焊連接[J].電子工藝技術,2010,31(5):296-302.
[3]嚴仕興.實現焊接工藝之間的銜接——回流焊接穿孔連接器[J].今日電子,1999(2):21-22.
[4]何鵬,賈進國,余澤興,等.高頻感應釬焊的研究分析[J].機電工程技術,2003,32(1):23-25.
The Induction Brazing Technology and the Application in the Welding of Electrical Connectors
HUO Shaoxin,XIE Qilin
(The 38th Research Institute of CETC;Hefei 230031,China)
Abstract:Because of the advantages of quick heating,high efficiency,little oxidation of solder,and capability of heating the local sites,the induction heating technology was used to weld the electrical connectors of TR module.Based on the consideration of the various module structures and the different kinds of electrical connectors,the authors designed the different shapes of induction copper pipes,and then explored the specific induction heating parameters.The last obtained module which was welded with electrical connectors performed the excellent appearance and hermetic quality,which also fulfilled the demand of brazing.
Keywords:Induction brazing technology;Electrical connectors;Hermetic quality
TG454
B
1004-4507(2013)10-0023-05
2013-09-23
國防基礎科研項目(A1120132016)
霍紹新(1983-),男,安徽六安人,工程師,博士,現從事電子組裝與封裝工藝研究。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52