液化氣腐蝕問題的原因分析及解決措施
2013-09-19 08:16:18佘浩濱
石油化工腐蝕與防護 2013年2期
佘浩濱
(中海油惠州煉化分公司,廣東惠州516086)
中海油惠州煉化分公司(惠州煉化分公司)液化氣脫硫裝置根據全廠總工藝流程的安排,采用集中脫硫、集中再生方式進行處理;主要處理加氫裂化、催化裂化、延遲焦化液化氣。液化氣脫硫采用傳統MDEA脫硫工藝,液化氣脫硫醇采用美國Merichem公司的纖維膜脫硫醇工藝,胺液再生為傳統的汽提再生工藝;脫硫脫硫醇后的催化液化氣去氣分裝置,脫硫后的加氫液化氣部分去烷基化裝置,其余與焦化裝置液化氣一同作為產品進行銷售。
惠州煉化分公司氣體脫硫裝置于2009年4月隨加氫、焦化、催化裝置一同開車后運行正常,產品質量能夠滿足設計要求。但是隨著全廠加工負荷逐漸提高,特別是含硫含酸原油比例增加后,脫硫裝置脫硫能力不夠,經常出現液化氣銅片腐蝕、油漬試驗不合格等問題。
1 液化氣質量不合格原因分析
1.1 硫化氫腐蝕不合格
由于原料硫含量高、加工負荷高,液化氣硫含量高于設計值,原設計液化氣脫硫、胺液再生負荷不夠,導致液化氣硫化氫超標不合格。
1.1.1 脫硫塔脫硫負荷高
液化氣脫硫裝置脫硫負荷高,胺液流量不能滿足要求,凈化液化氣產品質量經常出現不合格,主要原因是原料液化氣硫化氫含量超標。由于原油資源緊張,原油中硫含量升高甚至超過設計值。其次加氫裂化、延遲焦化裝置吸收穩定系統操作參數不合理,造成干氣、液化氣中硫化氫含量分配不合理,使本應該進入到干氣中的硫化氫大部分進入到液化氣中,因此液化氣脫硫化氫負荷增加較多。
1.1.2 胺液再生塔負荷不足
胺液再生塔設計處理富氨液95 t/h,而實際處理量在125 t/h以上。再生塔液相負荷大,容易沖塔。
由于胺液再生塔進料負荷遠超設計值,造成胺液再生塔液相、氣相負荷增加,塔頂酸性氣量增加,塔內氣體線速增加,塔盤液體停留時間增加。使再生塔操作困難,易發生沖塔、塔盤積液液泛等現象,導致胺液質量下降,硫化氫超標,凈化氣體質量不合格。
一個企業國際形象的塑造主要通過兩種方式:行動和傳媒。海外特別是西方因意識形態的偏見,對中國國企的對外行為方式產生了各種各樣的曲解,因此,如何塑造國企的海外形象,除了要做好發展和經營以外,最關鍵的就是要全力提升自己的國際傳播能力,認識和把握海外傳播及形象塑造的規律。
1.2 液化氣殘液腐蝕不合格
有時裝置餾出口液化氣腐蝕合格,罐區液化氣硫化氫為0,總硫合格,但液化氣分析不合格[1]。根據實際情況及對樣品的分析,主要存在以下幾種可能性。
1.2.1 液化氣攜帶部分胺液或堿液
由于處理量較高,使得液化氣MDEA胺洗時的液化氣空速較高、液胺發泡造成帶液,夾帶的胺液(或乳化液)經脫液器后無法完全脫除,帶至罐區富集造成銅片腐蝕不合格。液化氣對胺液有一定的溶解作用,溫度越高、壓力越低、濃度越高則溶解度越大。由于溫度差的存在,飽和溶解物凝結,因此罐區帶液是難以避免的,關鍵是如何將罐底凝液脫除,將罐區帶液對產品質量的影響降到最低。
加氫裂化液化氣與焦化液化氣混合儲存也會造成腐蝕不合格。一方面焦化液化氣攜帶微量氧(5~10 mg/kg),加氫液化氣中溶解的部分含硫化氫的胺液,在有氧存在時,硫化氫與氧反應生成初生態的單質硫造成腐蝕不合格。另一方面,Na2S造成液化氣腐蝕。焦化液化氣沉降后罐底為低濃度堿液,加氫液化氣沉降后罐底為低濃度含硫化氫胺液,在混合進罐時堿液與硫化氫反應生成強腐蝕性的Na2S。實驗表明,在Na2S濃度達到一定量時就會造成液化氣銅片腐蝕不合格。
1.2.2 罐區脫液和采樣設計不合理
目前罐區進料、脫液和采樣流程見圖1。
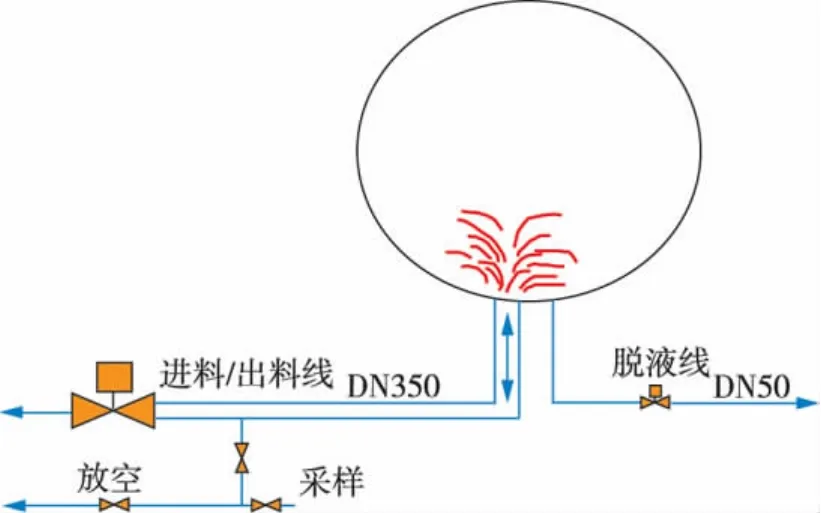
圖1 罐區液化氣采樣脫液流程示意Fig.1 Diagram of the liquid removal and sampling of storage tank LPG
從圖1可以看出,正常生產時脫液口與進料口處于同一位置,由于進料的不停的擾動,造成罐底液化氣凝結液沉積在罐區液化氣球罐進出口管線中很難沉降,難以通過脫液線被及時脫去,罐的下半部基本為液化氣帶液的高濃度區;在罐停止進料進行封罐時,由于進料管線較粗(DN350 mm),罐里的積液基本上都沉積在進料管線內,脫液管線形同虛設,不能進行正常的脫液,只能在進行罐底壓液時才能將罐底凝液脫除。
對于液化氣采樣,由于處于整個球罐的最底部,造成罐底采樣不具有代表性,可能攜帶凝液造成液化氣腐蝕不合格。
1.2.3 加氫與焦化液化氣混合儲存
1.3 液化氣油漬試驗不合格
2009年10月,焦化液化氣開始出現液化氣連續殘留不合格,液化氣油漬不通過。采樣觀察發現液化氣脫硫醇再生堿液經過沉降后,底部有少量淡黃色油跡,與堿液抽提油顏色相似,液化氣帶油漬也為淡黃色,通過分析判斷,認定液化氣帶油漬主要成分為脫硫醇使用的二硫化物抽提溶劑油。
液化氣脫硫醇單元抽提溶劑油采用催化重整生成油,造成液化氣夾帶抽提溶劑油的原因為催化重整生成油密度偏大及膠質含量較高。催化重整生成油密度在870 kg/m3左右,與設計溶劑油密度773 kg/m3相比偏大;其與二硫化物油混合后,與堿密度差較小,與堿液分離效果相對降低,造成堿液里含有少量重整生成油。雖然可以通過換堿來解決液化氣油漬問題,但堿液循環一段時間后會再次出現焦化液化氣油漬不合格現象。另外催化重整生成油的膠質質量分數較高,在10 mg/kg左右,膠質等殘留在堿相中,造成堿液中溶解油含量高,被液化氣反抽提,最終液化氣被污染。
2 解決措施和效果
2.1 降低脫硫塔負荷
由于氣體系統中硫化氫總量一定,調整干氣中硫化氫含量,自然會影響液化氣中硫化氫含量。因此,通過優化吸收穩定系統的操作,采取降低吸收效果,提高解吸塔底溫度等方式增加解吸度來提高干氣中硫化氫含量,降低液化氣中硫化氫含量,可有效降低液化氣的脫硫負荷。
2.2 對脫硫再生單元進行擴能改造
針對氣體液化氣脫硫單元負荷及胺液再生能力偏弱,液化氣產品質量不穩定的情況,2011年10月全廠換劑檢修時對脫硫及胺液再生系統進行了適應性改造。改造原則為各脫硫塔在滿足脫硫效果的前提下,盡可能少增加溶劑循環量,使得現有溶劑再生塔經改造后能夠滿足生產要求。本次適應性改造目標是滿足原油硫質量分數在0.4%~0.5%時,富胺液處理量達到150 t/h要求,胺液再生單元平穩操作。
脫硫再生單元改造實施完畢,于2011年11月投入運行。裝置開車后,各類設備運行正常,再生塔操作參數穩定,主要操作條件和貧富液分析見表1~2。

表1 改造后再生塔主要操作條件Table 1 Main operation conditions of regeneration tower after revamp

表2 改造后再生塔貧富液分析數據Table 2 Analytical data of lean/rich amine solution for regeneration tower after revamp
溶劑再生單元改造投料以來,各項操作參數均可達設計要求,胺液處理量達到設計目標值150 t/h,未發生沖塔等操作不穩定的情況,再生后貧胺液酸性氣負荷0.010 mol/mol,低于設計值0.013 mol/mol的要求;貧胺液中硫化氫檢測不出,說明再生效果很好;富胺液酸性氣負荷只有0.100 mol/mol,未達到設計值0.300 mol/mol,這是由于裝置胺液質量較差,前部脫硫塔脫硫效果不好造成。
2.3 增加精脫硫設施
為了保證精制加氫液化氣質量滿足產品質量指標,對加氫液化氣脫硫系統進行了改造。加氫液化氣經過胺液洗滌脫硫后的凈化液化氣,使用脫硫劑進行LPG精脫硫[2]。改造主要內容有:增加兩臺脫硫罐,內裝新型脫硫劑,液化氣下進上出并聯運行。圖2為凈化加氫液化氣改造后原則流程圖。
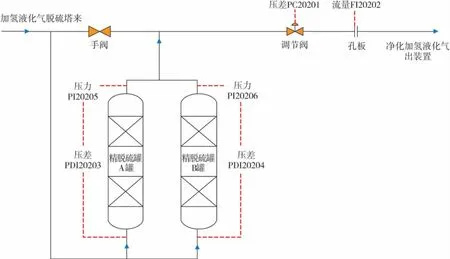
圖2 加氫液化氣脫硫流程Fig.2 Diagram of hydrocracked LPG fine desulfurization tower
加氫LPG脫硫罐系統于2009年11月30日開始裝催化劑,12月3日凈化加氫LPG精脫硫開始投用,投用后的精脫硫罐操作條件如表3。投用初期精制加氫液化氣銅片腐蝕偶有不合格現象,自12月12日以后精制加氫液化氣質量全部合格。表4為脫硫罐投用后加氫液化氣產品的質量情況。從表4可以看出,加氫液化氣經精脫硫后,質量合格率100%,硫化氫含量分析為0。加氫液化氣精脫硫罐投用后,效果明顯,質量完全達到了設計指標要求。
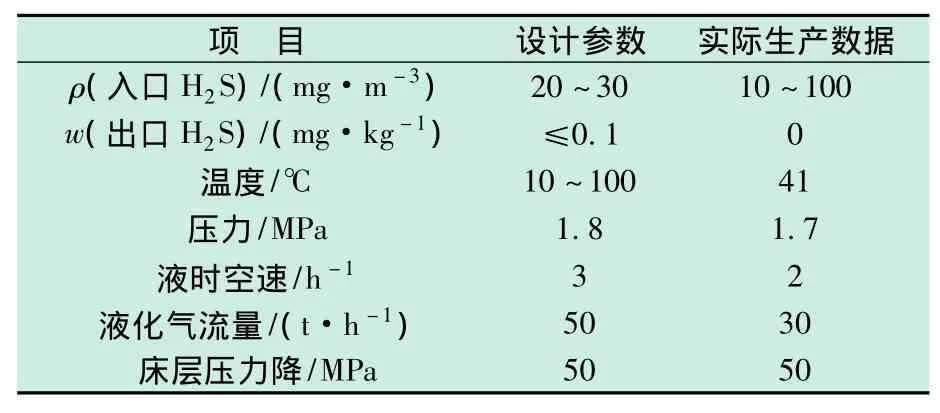
表3 精脫硫罐操作條件Table 3 Operation conditions of fine desulfurization tower
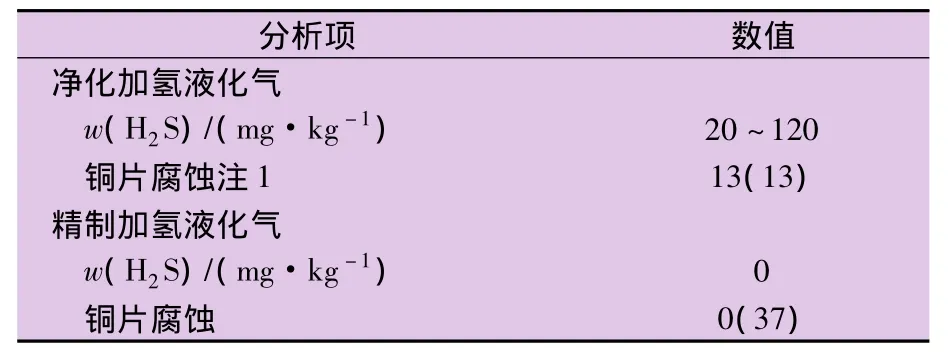
表4 脫硫罐投用后的產品質量情況Table 4 LPG product quality after the fine desulfurization tower had been put into operation
2.4 焦化、加氫液化氣增加水洗設施
造成裝置餾出口液化氣腐蝕合格,而罐區腐蝕不合格的原因與液化氣中溶解的雜質有關[3]。罐區加氫液化氣球罐殘液MDEA質量分數在15%~20%,焦化液化氣球罐殘液pH值達到14左右。液化氣腐蝕不合格原因主要是帶堿或帶胺所致。根據Merichem公司專家的意見并結合同行經驗,為解決焦化液化氣帶堿、加氫液化氣帶胺液的問題,2011年10月在氣體、液化氣脫硫裝置檢修期間增加焦化液化氣、加氫液化氣水洗設施,以除去液化氣中攜帶的大部分堿及胺。
2011年12月5日裝置改造完畢并投入運行。改造完成后,焦化液化氣處理量30t/h,加氫液化氣處理量40 t/h,纖維膜、過濾器、機泵等設備運行正常,操作參數穩定,具體操作數據見表5。纖維膜投用前后數據對比分析見表6。從表6數據可以看出,精制液化氣含水量遠低于指標要求,分離效果很好;水pH值完全滿足不大于12的要求;水洗前焦化液化氣鈉離子質量分數在0.6~0.8 mg/kg,水洗后已檢測不出。
2.5 液化氣罐區脫液、采樣系統改造
從裝置內解決焦化、加氫液化氣帶液問題,目前除增加水洗,降低液化氣內雜質濃度外,還沒有可靠的措施。為了保障在上游出現帶液情況下的液化氣質量合格,對液化氣罐區脫液、采樣系統進行了改造。

表5 改造后水洗設施操作數據Table 5 Operational data of water washing device after revamp
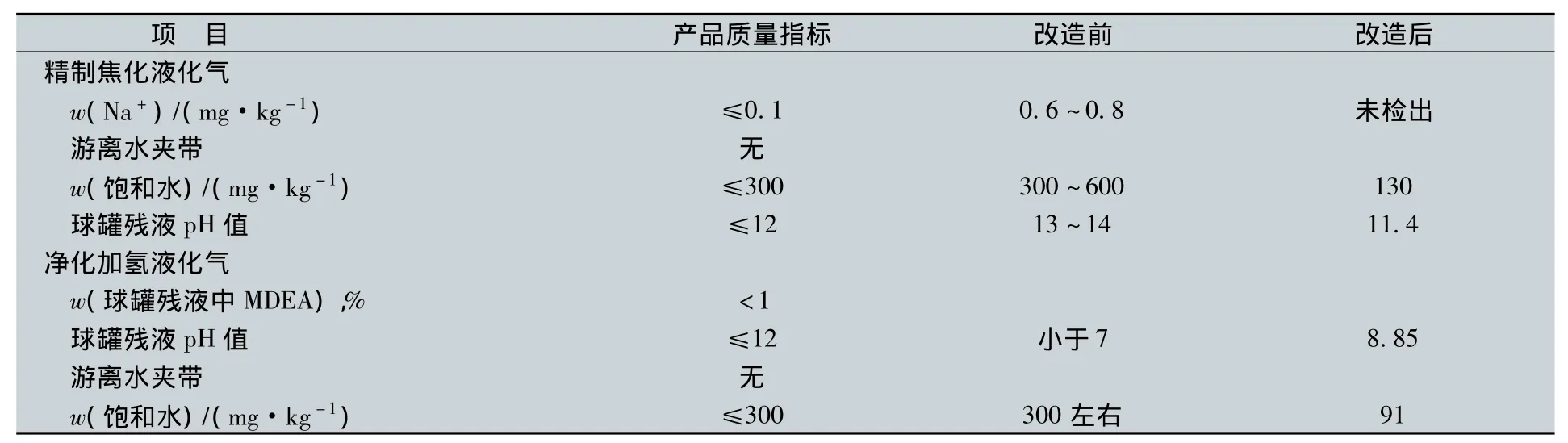
表6 改造前后液化氣產品質量要求對比Table 6 Quality comparison of LPG before and after revamp
3 結論
對脫硫裝置開車兩年以來生產存在的問題進行分析后,采取以下措施保障了液化氣質量合格。
(1)通過優化吸收穩定操作,降低了液化氣硫化氫含量,盡量降低液化氣脫硫負荷。
(2)通過對二硫化物油流程進行改造,更換效果更好的抽余油作抽提溶劑解決了液化氣油漬不合格。
(3)對液化氣脫硫進行適應性改造,增加加氫液化氣精脫硫設施;焦化液化氣和加氫液化氣水洗設施;液化氣罐區脫液、采樣改造等設施后,有效解決了液化氣腐蝕不合格問題,取得了良好的效果。
[1] 羅祖俊,劉文云.罐區液化氣銅片腐蝕不合格原因的分析[J]. 石油煉制與化工,2000,31(6):64-65.
[2] 汪琦,李越明,周立進.液化氣精脫硫工藝與銅片腐蝕試驗[J]. 江蘇化工,2003,31(6):45-48.
[3] 司品憲,楊麗.液化氣銅片腐蝕不合格原因分析[J].石油煉制與化工,2009,40(3):61-64.