基于ARM的軌枕張拉系統設計
2013-09-25 14:13:22蒙志強謝擴軍鄧耀輝
電子設計工程 2013年18期
蒙志強,謝擴軍,鄧耀輝
(電子科技大學 物理電子學院,四川 成都 610054)
預應力張拉是軌枕生產過程中最關鍵的環節。預應力筋的張拉力大小,將會直接影響到預應力的張拉效果。預應力值的大小必須符合鐵道部設計標準,不能過高也不能過低,并且允許誤差要在一定的范圍內[1]。張拉力過高,軌枕成品在做靜載實驗時,軌枕出現裂縫的荷載與破壞荷載接近,往往在破壞前沒有明顯的警告,這是危險的。張拉力過低,軌枕成品做靜載實驗室時,軌枕將會過早的出現裂紋,不滿足生產要求[3]。因此設計一種精度高、穩定性好、抗干擾能力強的張拉儀系統,對我國生產出高質量的軌枕有重要意義,將會更好的推動我國的高速鐵路發展。
針對目前軌枕張拉儀在生產過程中存在的一些缺點,本文采用ARM作為微處理器,提高系統的精度、穩定性、抗干擾能力。現場的操作人員通過觸摸屏來控制軌枕張拉的過程,并且通過觸摸屏來顯示張拉值。這樣將不會再使用傳統張拉儀的鍵盤、操作按鈕。在生產現場由于粉塵較多,鍵盤、操作按鈕在那樣的環境下,常常容易失靈、損壞。通過觸摸屏技術,將會徹底降低公司在這方面的經濟損失,提高公司的生產效率。傳統的軌枕預應力張拉系統的生產數據只能通過打印機打印出來或者只能在現場的PC機上讀取,不能實現數據遠程查詢。本文將采用網路通訊技術,把軌枕預應力張拉儀生產過程中的準確信息在業主單位、監理單位、施工單位、檢測單位之間準確、高效的傳輸,實現對軌枕預應力施工質量的“實時跟蹤,智能控制,及時糾錯”。基于ARM設計的軌枕張拉儀系統,將比傳統的軌枕張拉儀體積更小、質量更輕、占地面積更小,更方便生產現場的調度。
1 總體設計
由千斤頂上的張拉力傳感器和位移傳感器產生的模擬信號,經過一個濾波電路,再經過一個A/D轉換電路到ARM控制器的輸入端口。通過軟件編程使ARM輸出端口輸出一個控制信號,經過一個D/A轉電路,再經過一個放大電路去驅動電磁閥,通過電磁閥的開通去控制千斤頂的油泵電機。同時通過軟件編程驅動與ARM的控制端口連接的觸摸品模塊、打印機模塊、網絡接口模塊、RS232串行接口模塊、USB接口模塊、電源模塊,從而實現張拉的自動控制。該系統的結構圖如圖1所示。
2 系統硬件設計
系統的硬件主要由S3C6410微處理器、觸摸屏、串口通信接口、網絡接口、打印機、電源模塊、傳感器、A/D轉換電路、D/A轉換電路、放大電路等組成。
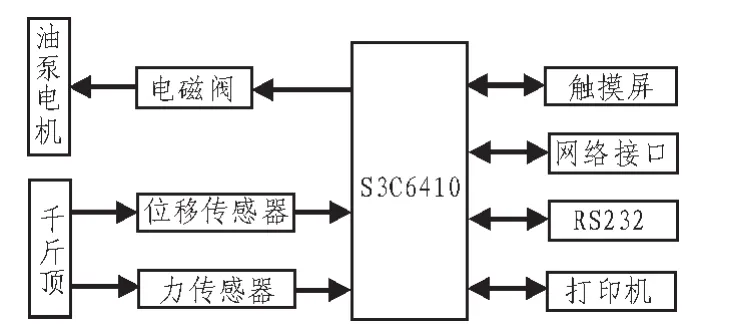
圖1 系統總體結構圖Fig.1 Structure diagram of sleeper tensioning system
S3C6410是一個16/32位RISC微處理器,采用了64/32位內部總線架構,該總線架構由AXI、AHB和APB總線組成。它還包括許多強大的硬件加速器,集成了多格式編碼器。S3C6410有一個優化的接口連線到外部存儲器,存儲器系統具有雙重外部存儲器端口、DRAM、和FLAH/ROM/DRAM端口。S3C6410還包括相機接口、液晶顯示控制器、USB主設備、SD主設備、產生時鐘的PLL等許多硬件外設,它還提供了豐富的內部設備。
系統觸摸屏采用WXCAT43-TG3#001電阻式觸摸屏。它通過10位CMOS的ADC與S3C6410連接。ADC具有8位通道的模擬輸入,將模擬的輸入信號轉換成10位二進制數字編碼,最大的轉換率是500KSPS和2.5 MHZ的ADC時鐘。觸摸屏接口控制觸摸屏的位置和方向,觸摸屏的界面包含了位置和方位控制邏輯、ADC界面邏輯和中斷發生邏輯。
系統的串口通信模塊采用一個五線RS-232電平串口。其原理圖如圖2所示。
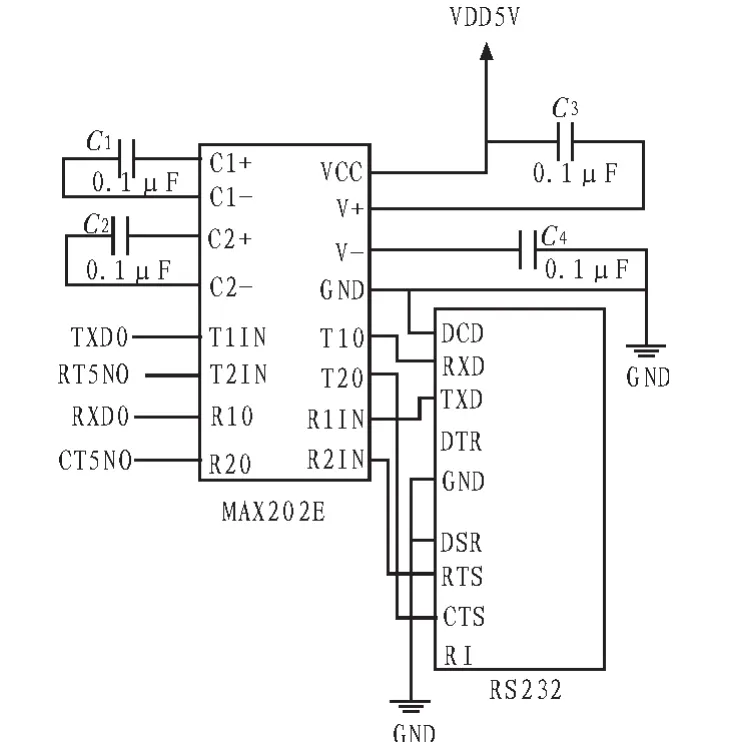
圖2 RS232原理圖Fig.2 Schematic diagram of RS232
系統網絡接口模塊采用WIFI模塊。其設計的原理圖如圖3所示。
系統的打印機采用SP-RMD微型打印機,它將每一次的張拉過程的數據記錄下來。該型號的微型打印機接口采用TTL串口,直接與S3C6410的RXD、TXD相連。該打印機具有體積小、質量輕、高速度、高清晰、外觀美觀、操作簡單的優點。
3 系統軟件設計
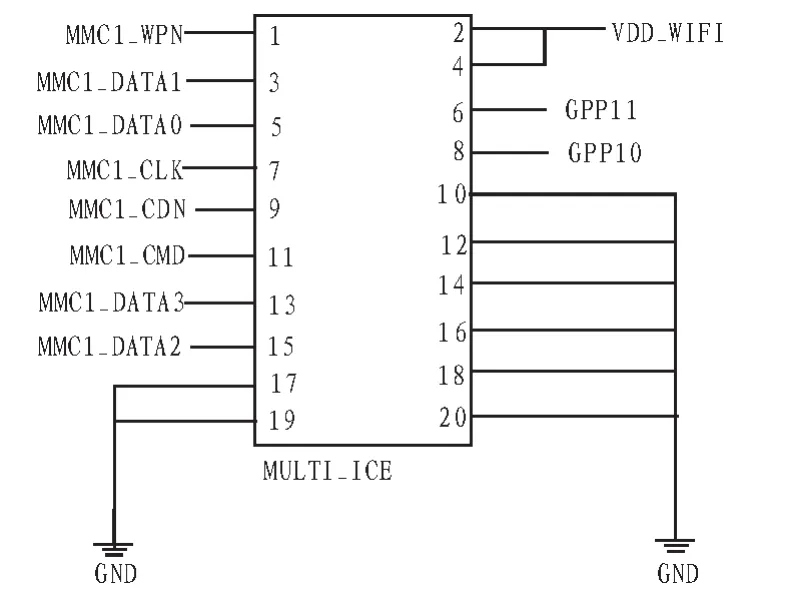
圖3 WIFI模塊原理圖Fig.3 Schematic diagram of WIFI
該系統在的軟件是在linux系統下設計的,首先移植系統引導程序U-boot。然后設計U-boot程序的架構和編寫,根據本系統的需要對U-boot程序進行裁減并移植到ARM平臺上。然后用相應的制作工具生成適合嵌入式系統的根文件系統YAFFS2。系統軟件的結構圖如圖4所示。
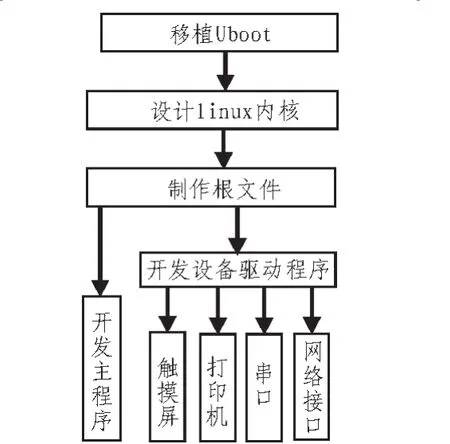
圖4 系統的軟件結構圖Fig.4 Schematic diagram of the software system
開發主程序,該主程序功能是實現張拉系統的自動張拉過程。首先通過在觸摸屏上輸入控制命令,選擇要張拉的鋼模,對張拉的參數進行設置。其次啟動油泵的開始按鈕,并且在加載初期實行加速加載,至到加載到設定值的80%時切換到減速加載到達設定值,到達到設定值時,持荷2分鐘,然后開始回油卸載。如果在張拉過程中出現張拉值不符合規定,將會回油卸載并報警提示。最后記錄保存生產數據并打印出來。主程序的流程圖如圖5所示。
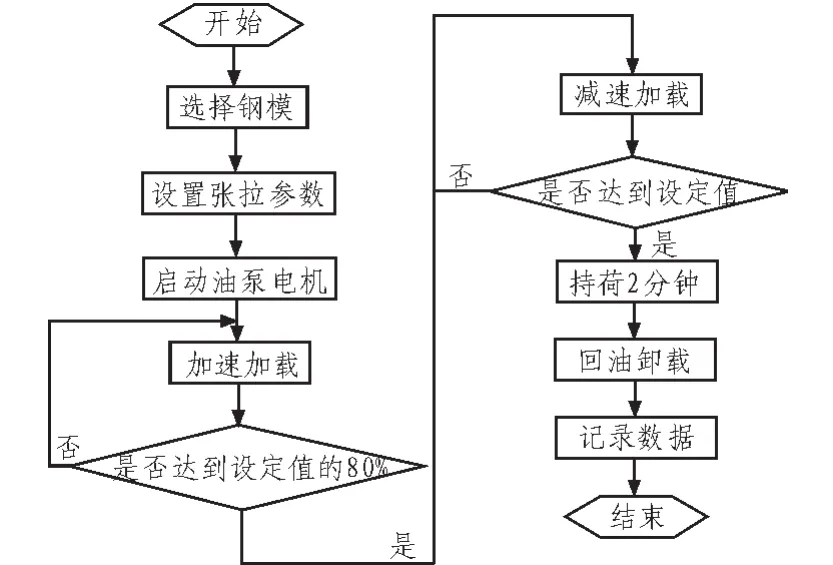
圖5 主程序流程圖Fig.5 Flow chart of the main program
開發設備驅動程序:觸摸屏程序、打印機程序、網卡程序、RS232串行口程序等。
4 結論
本設計軌枕張拉系統采用S3C6410處理器為核心,選用嵌入式linux為操作系統。提高了系統的控制精度和穩定性。采用觸摸屏代替原有控制按鈕和外置鍵盤,減少該系統的易損元件。通過網絡傳輸數據,實現了遠距離實時監控生產數據。本系統具有成本低、體積小、方便在生產現場調度,有良好的發展前景。
[1]郝志紅.全自動預應力張拉儀的研究[D].太原:太原理工大學,2007.
[2]姜大偉,惠義,劉鐵軍,等.軌枕預應力張拉機控制系統設計[J].四川兵工學報,2010(11):91-94.
JIANG Da-wei,HUI Yi,LIU Tie-jun,et al.The design of sleeper prestressed tension control system[J].Journal of Sichuan Ordance,2010(11):91-94.
[3]谷文軍.基于S3C44B0X控制的數字化預應力張拉儀系統設計[D].太原:太原理工大學,2011.
[4]張向輝,程陸戰,黃有松.基于MCGS的軌枕張拉控制系統的實現[J].工業控制計算機,2009(6):41-44.
ZHANG Xiang-hui,CHENG Lu-zhan,HUANG You-song.The realization of the sleeper tension control system based on MCGS[J].Industrail Control Computer,2009(6):41-44.
[5]孟繼梅,韓曉明.基于閉環控制的壓力控制系統研究[J].液壓與氣動,2009(9):31-33.
MENG Ji-mei,HAN Xiao-ming.Study of pressure control system based on close-loop control[J].Hydraulic And Pneumatic,2009(9):31-33.
[6]邢杰.軌枕預應力張拉系統設計[J].機械管理開發,2008(3):118-119.
XIN Jie.The design for prestress stretching of sleeper system[J].MechanicalManangementandDevelopment,2008(3):118-119.
[7]方園含非線性擾動的退化時滯系統的滑模控制[J].重慶師范大學學報:自然科學版,2012(1):56-60.
FANG Yuan.Sliding mode control for time-delay degenerate systems with nonlinear perturbations[J].Journal of Chongqing Normal University:Natural Science,2012(1):56-60.
[8]朱紅蘭.一個超混沌系統的最優控制與同步[J].重慶師范大學學報:自然科學版,2013(3):65-68.
ZHU Hong-lan.Optimal Control and Synchronization of a Hyperchaotic System[J].Journal of Chongqing Normal University:Natural Science,2013(3):65-68.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17