利用圓環鐓粗與有限元法測定TC4鈦合金高溫變形的摩擦系數
2013-09-26 12:34:06李治華牛昌安佗勁紅閔慧娜徐強朱艷春
精密成形工程 2013年2期
李治華,牛昌安,佗勁紅,閔慧娜,徐強,朱艷春
(1.沈陽黎明航空發動機(集團)有限責任公司,沈陽 110043;2.西北工業大學 材料學院,西安 710072)
塑性成形過程摩擦系數的測定方法主要有圓環鐓粗法、錐形壓頭鐓粗法、夾鉗-軋制法等。圓環鐓粗法是目前國內外廣泛用來研究金屬塑性成形過程中潤滑效果的一種簡單可靠的方法,它可以在接近工況的條件下定量地測定摩擦系數。圓環鐓粗變形時,工件與模具之間的摩擦系數會影響金屬的流動,造成圓環內徑尺寸的變化,將圓環鐓粗得到的內徑變化率與工件和模具之間摩擦系數的理論校準曲線進行對比,可確定摩擦系數[1-2]。對于圓環鐓粗的理論解,目前普遍采用Avitzur及其改進的能量法,上限法,或者主應力法進行解析。這些方法采用理想剛塑性模型、接觸面常摩擦力及圓環變形速度場假設條件,與實際情況差異較大,給實際測量摩擦系數帶來了較大的誤差。近年來隨著有限元技術的迅速發展,有限元方法已經被廣泛用于圓環鐓粗過程的數值分析[3-5]。采用有限元法可以真實地反應材料在熱加工過程中的真應力-真應變本構關系,正確地處理摩擦邊界和傳熱邊界條件,準確地模擬圓環鐓粗過程中金屬的流動和形狀尺寸變化規律,由此確定的理論校準曲線可準確地反映金屬塑性加工過程中摩擦的影響。
筆者選用TC4鈦合金為研究對象測定其在高溫變形時的摩擦系數。利用大型有限元模擬軟件DEFORM-3D模擬圓環的鐓粗變形過程,建立不同摩擦系數的理論校準曲線,同時選用玻璃潤滑和干摩擦條件進行實際圓環鐓粗試驗,將試驗測量的內徑和高度的變化與模擬結果進行對比,從而確定TC4合金在高溫變形時的摩擦系數。
1 圓環鐓粗法測定摩擦系數的原理
圓環鐓粗法是把外徑Do、內徑Di和高度為h的扁平圓環置于平行平模間鐓粗(如圖1a所示)。鐓粗變形時金屬向外或向內流動,根據接觸面摩擦系數的不同,圓環的內徑尺寸會呈現出不同的變化。當接觸面摩擦系數等于或接近于0時,圓環上的每一質點均作徑向的向外流動(如圖1b所示),變形后內外徑都增加。當摩擦系數增加時,金屬質點的外流速度下降,與前一種情況比較,在同一壓縮速率下,內外徑增量均較小。若接觸面摩擦系數超過某一臨界值時,則圓環中會出現一個半徑為Rn的分流面:該面以外金屬向外流動,以內金屬向中心流動;變形后圓環外徑增大,內徑縮小(如圖1c所示)。理論和實驗研究表明:分流面Rn值隨摩擦系數的增大而增大。由此,可根據分流面位置確定摩擦系數。雖然Rn無法直接測定,但鐓粗后的圓環內徑變化與分流面的位置有關,所以可用測量內徑的減小程度來確定摩擦系數。
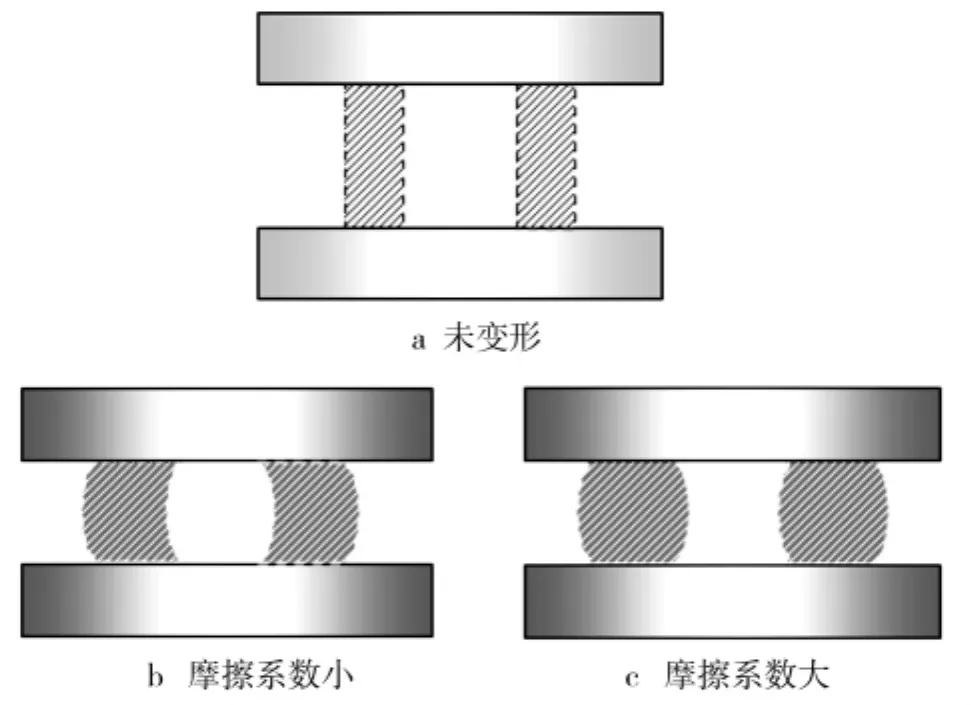
圖1 圓環鐓粗過程中內徑的變化Fig.1 The change of inner radius during ring forging
2 圓環鐓粗試驗及有限元模擬
2.1 圓環鐓粗試驗
圓環鐓粗試驗在10000 kN電動螺旋壓力機上進行,滑塊速度為 150mm/s,模具材料為4Cr5W2VSi,利用平模進行鐓粗。采用標準圓環尺寸比例4∶2∶1進行試驗,圓環尺寸分別為:外徑40 mm,內徑20 mm,高10 mm,按照如圖2所示的要求加工。鈦合金熱模鍛過程中通常采用玻璃潤滑劑,而在鍛造過程中大的壓力下會使潤滑劑擠出流失、溫度高產生氧化等原因使潤滑條件復雜,甚至處于干摩擦狀態。由此,筆者分別使用玻璃潤滑劑和干摩擦條件進行圓環鐓粗試驗,玻璃潤滑劑涂覆在整個試樣表面,圓環變形溫度為940℃,模具預熱溫度為150~300℃。試驗時的變形量和潤滑條件見表1。
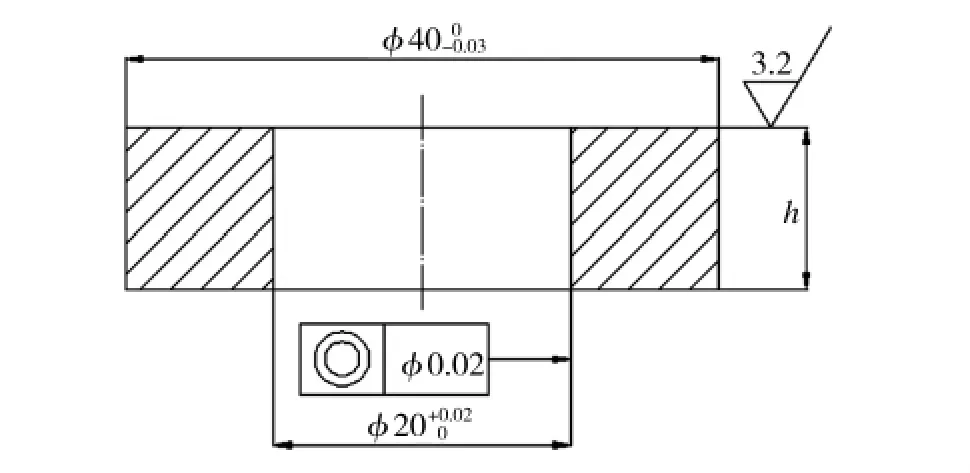
圖2 試驗用圓環幾何尺寸Fig.2 The geometry dimension of test ring
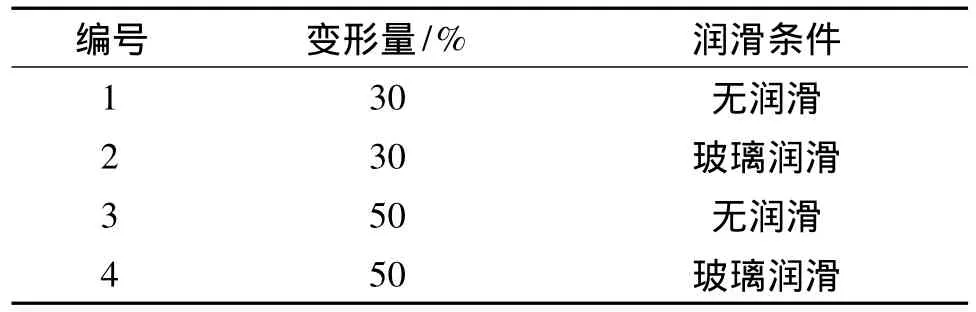
表1 圓環鐓粗測定摩擦系數試驗的變形量和潤滑條件Table1 The reduction and lubrication conditions of friction coefficient measuring by ring compression
2.2 有限元模擬模型
采用大型商用有限元模擬軟件DEFORM-3D進行計算,TC4鈦合金圓環鐓粗有限元模型如圖3所示。有限元模擬的初始條件如下:圓環鐓粗溫度為940℃,壓下速度為150 mm/s,模具預熱溫度為220℃。工件、模具與空氣的熱對流系數為0.02 N/(s·mm·℃)。工件與模具接觸面之間假設為剪切摩擦,摩擦系數 m 分別取 0,0.02,0.04,0.06,0.08,0.1,0.12,0.16,0.2,0.24,0.3,0.35,0.4,0.45,0.5,0.55,0.6,0.7,0.8,0.9,1.0。為了觀察圓環內徑隨摩擦系數的變化及壓下量增加的變化情況,采用1/2圓環進行模擬。
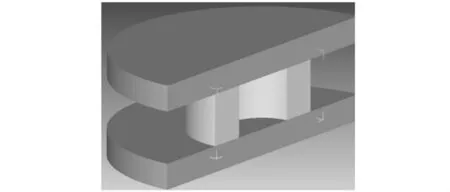
圖3 TC4鈦合金圓環鐓粗有限元模型Fig.3 The FE model of TC4 ring forging
3 試驗結果與討論
3.1 圓環鐓粗試驗結果

圖4 不同變形條件下的TC4圓環Fig.4 Photographs of TC4 rings deformed at different conditions
TC4鈦合金圓環在不同的摩擦和變形條件下鐓粗變形后的宏觀照片如圖4所示。可以看出,在相同條件下鐓粗的圓環形狀和尺寸都具有高度的一致性,表明試驗結果的可重復性和準確性。由于鈦合金在高溫變形條件下摩擦系數較大,所以無論是干摩擦還是玻璃潤滑條件下,隨變形量或者摩擦系數增大,外徑都增大,內徑都減小,干摩擦條件下內孔明顯比玻璃潤滑的要小。
每一個條件下每一個試樣的高度、內徑和外徑的平均值以及3個試樣的平均值列于表2中,利用高度和內徑的測量值,根據理論校準曲線就可以求出各個條件下的摩擦系數值。
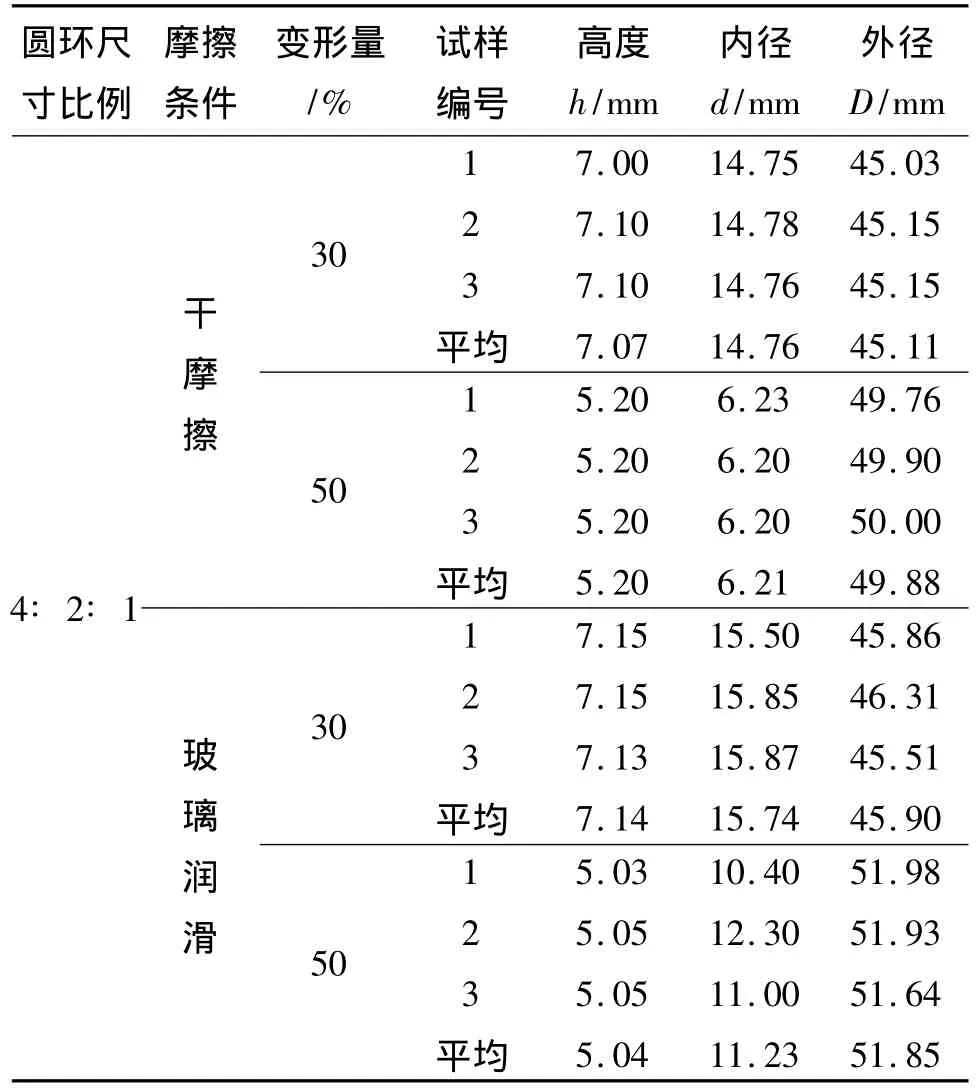
表2 圓環在不同潤滑和變形條件下鐓粗后尺寸Table2 Dimensions of rings deformed at different conditions of lubrication and deformation
3.2 有限元模擬結果
3.2.1 圓環鐓粗過程中金屬的流動
TC4鈦合金圓環在摩擦系數為0.02時鐓粗過程中,內外徑隨變形量變化的情況如圖5所示。摩擦系數為0.7時,鐓粗過程中內外徑隨變形量變化的情況如圖6所示。對應摩擦系數為0.02摩擦條件下金屬流動情況如圖7所示,摩擦系數為0.7的摩擦條件下金屬流動情況如圖8所示。
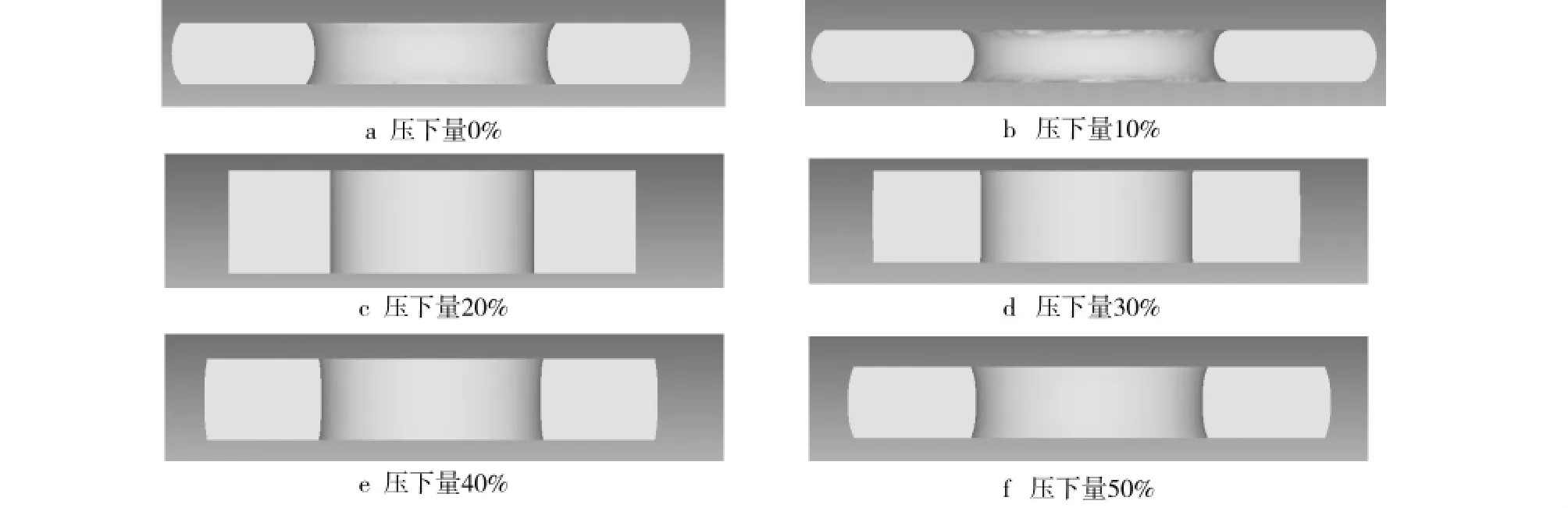
圖5 圓環在摩擦系數0.02時不同壓下量下的變形情況Fig.5 Shape changes of rings deformed at different height reductions with a coefficient of friction 0.02
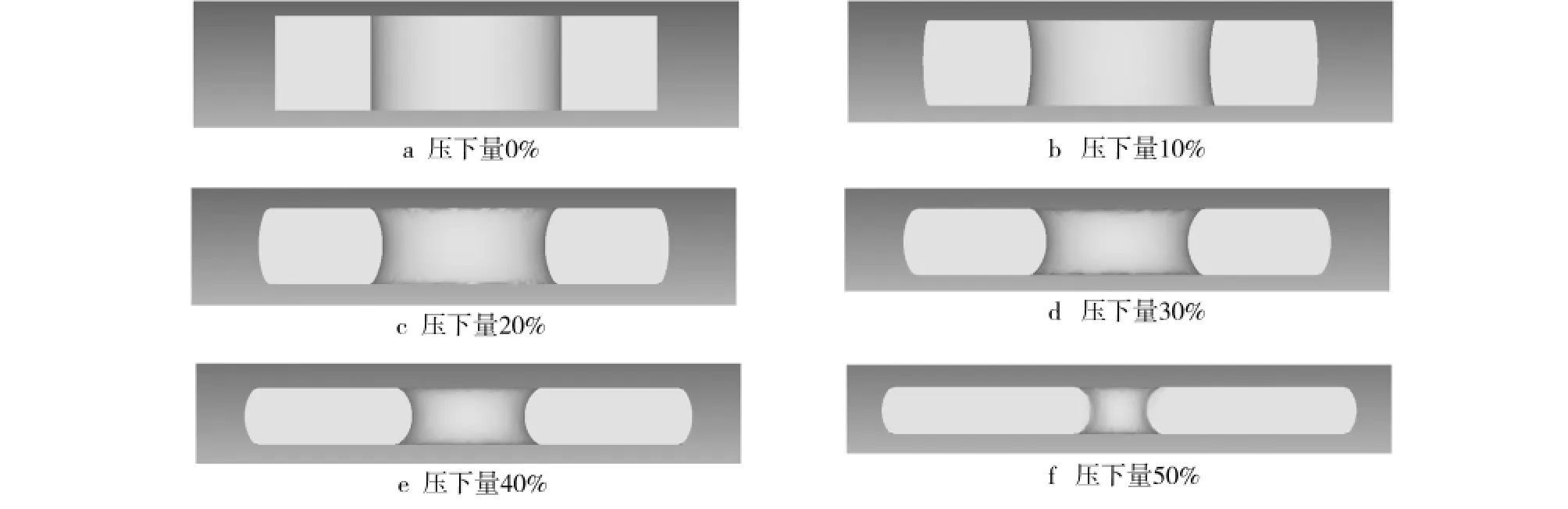
圖6 圓環在摩擦系數0.7時不同壓下量下的變形情況Fig.6 Shape changes of rings deformed at different height reductions with a coefficient of friction 0.7
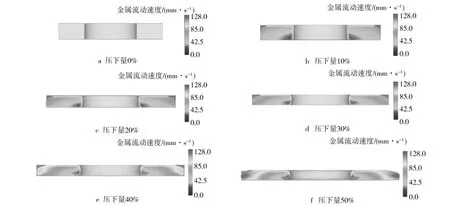
圖7 圓環在摩擦系數0.02時不同壓下量下的金屬流動情況Fig.7 Metal flow of rings deformed at different height reductions with a coefficient of friction 0.02

圖8 圓環在摩擦系數0.7時不同壓下量下的金屬流動情況Fig.8 Metal flow of rings deformed at different height reductions with a coefficient of friction 0.7
對比分析發現:當摩擦系數小時,由于摩擦阻力小金屬全部向外側流動,圓環的內外徑均增大,變形量較大時出現了外凸和內凸的鼓肚(如圖5所示),與經典的低摩擦條件下圓環內徑趨于內凹的結果不同。分析其原因,主要是因為坯料上下端面與溫度較低的模具接觸導致溫度下降,而鈦合金的流動應力對溫度的變化很敏感,從而導致靠近模具的金屬流動性下降,類似于增大了摩擦的效果,因而出現了內凸。當摩擦系數較大時,由于摩擦阻力的存在圓環截面的內外側均出現了明顯的鼓肚,外徑不斷增大內徑逐步縮小,與實際變形吻合,如圖6所示。
從圖7和圖8中可以看出,摩擦系數的大小對金屬的流動影響很大。摩擦系數很小時,金屬全部向外流動,且變形量越大,越靠近外側的金屬向外流動的速度越快。由于所有金屬都向外流動,徑向流動速度為0的中性層在這種情況下實際并不存在,其理論值應該在圓環之內,如圖7所示。當摩擦系數較大時,金屬的流動出現了分流,存在一個徑向速度為0的中性層。中性層以外的金屬向外側流動,中性層以內的金屬向內側流動(如圖8所示),因而圓環的外徑增加,內徑減小。
3.2.2 理論校準曲線
利用DEFORM軟件進行不同摩擦系數下圓環鐓粗的有限元模擬,并測量變形量為10%,20%,30%,40%,50%的內徑變化率,以高度的變化率作為橫坐標,內徑變化率作為縱坐標,繪制TC4鈦合金高溫變形過程中的各變量之間的關系如圖9所示。
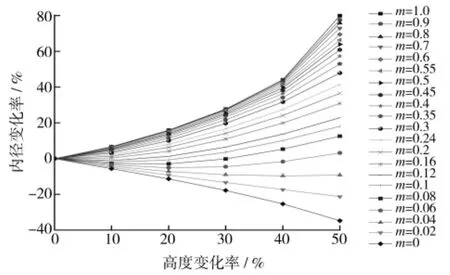
圖9 采用FEM方法建立的圓環鐓粗過程的理論校準曲線Fig.9 Friction calibration curves for TC4 alloy obtained from FEM
3.2.3 摩擦系數的確定
根據表2圓環鐓粗的試驗結果,按照圖9繪制的理論校準曲線,確定TC4材料在不同摩擦和變形量條件下的摩擦系數為:涂覆玻璃潤滑劑時摩擦系數為0.32,干摩擦條件下的摩擦系數為0.58。
Male 和 Depierre[6-7]采用圓環鐓粗試驗研究了膠狀石墨與酒精混合潤滑的純鈦在不同溫度下變形50%的摩擦系數。當潤滑條件較好、溫度較低時其摩擦系數接近0.2,比文中測量的要小。其原因是文中的測量溫度是940℃,采用石墨潤滑劑潤滑時,隨溫度的升高石墨潤滑劑氧化加劇,降低了潤滑性能,導致摩擦系數增大。一旦潤滑失敗,摩擦系數急劇上升,干摩擦條件的摩擦系數基本不受變形溫度的影響,約為0.58,與文中定的干摩擦條件下的摩擦系數一致。
4 結語
1)采用圓環鐓粗試驗和有限元模擬相結合的方法測定熱變形過程中的摩擦系數,可以考慮材料特性、溫度和應變速率變化的影響,是一種有效、可行的方法。
2)建立了尺寸比例為4∶2∶1的TC4鈦合金940℃變形的摩擦系數測定理論校準曲線,測定其干摩擦條件下的摩擦系數為0.58,玻璃潤滑條件下的摩擦系數為0.32。
[1]WANG J P.A New Evaluation to Friction Analysis for the Ring Test[J].International Journal of Machine Tools &Manufacture,2001,41:311 -324.
[2]WANG J P,LIN F L,HUANG B C,et al.A New Experimen-tal Approach to Evaluate Friction in Ring Test[J].Journal of Materials Processing Technology,2008,197:68 -76.
[3]IM Y T,KANG S H,CHEON J S.Finite Element Investigation of Friction Condition in a Backward Extrusion of A-luminum Alloy[J].Journal of Manufacturing Science and Engineering,2003,125:378 -383.
[4]IM Y T,CHEON J S,KANG S H.Determination of Friction Condition by Geometrical Measurement of Backward Extruded Aluminum Alloy Specimen[J].Journal of Manufacturing Science and Engineering,2002,124:409 -415.
[5]RUDKINS N T,HARTLEY P,PILLINGER I,et al.Friction Modelling and Experimental Observations in Hot Ring Compression Tests[J].Journal of Materials Processing Technology,1996,60:349 -353.
[6]MALE A T,DEPIERRE V.Validity of Mathematical Solutions for Determining Friction from the Ring Compression Test[J].Journal of Lubricant Technology Transactions ASME,1970,92(3):389 -397.
[7]MALE A T,DEPIERRE V.Use of the Ring Compression Test for Defining Realistic Metal Processing Parameters[J].SAMPE Quart,1971,2(2):1 -11.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
