造船舾裝精度管理研究
2013-09-27 08:31:58劉建峰蔣志勇
船舶與海洋工程 2013年3期
關鍵詞:管理
張 星,劉建峰,蔣志勇
(1. 江蘇科技大學,江蘇 212003;2. 上海外高橋造船有限公司,上海 200137)
0 引 言
精度管理就是尺寸管理,它不僅奠定了現代化造船方法的基礎,也是實現船舶建造“殼舾涂”一體化和總裝造船的必要條件。造船精度管理是以船體建造精度標準為基本準則,通過科學的管理方法[1]與先進的工藝技術手段,對船體零部件、分段和全船舾裝件進行尺寸精度控制,最大限度地減少裝配作業現場的修整工作量,并為提高預舾裝率和降低二次除銹率創造有利條件,從而提高建造質量、縮短建造周期和降低造船成本[2]。
1 國內船廠舾裝精度控制現狀
近年來,國內許多船廠都成立了精度管理部門,但精度管理都局限在船體領域,而在造船生產過程中,常常會出現舾裝件施工與船體建造之間的矛盾。雖然一些船廠對部分舾裝件也采用了無余量下料、制作與安裝的技術,但舾裝的精度管理理念還沒有貫徹到現實造船中去,對船體與舾裝相互之間的關系與影響還缺乏深入系統的研究。對舾裝來說,實施精度管理難度較大的是管舾,它不僅涉及管子的下料、制作與安裝精度,更重要的是分段制作與合攏精度[3]。管舾裝(以下均簡稱管線)作業是船廠的第二大作業類型,其精度要求尤其重要。管子加工回彈量的設置、管線設計中取消合攏管后的管子精度匹配和管線安裝都需要一定的精度標準。
現今國內大部分船廠往往忽略對管件制作安裝的精度控制,對于裝配偏差往往采取撤換管子、“硬裝配”或是增加一個合攏管。撤換管子不僅浪費材料提高成本,還增加施工人員反復作業工時,在造船成本上升的同時,又延長了造船周期;“硬裝配”通常指在需要對接的兩組管線出現明顯偏差時施工人員通過一定措施(如拉伸、壓彎、調整U型卡套螺栓位置等)強行將法蘭對接,見圖1,導致管子發生局部塑性變形,內應力突增,表層油漆或涂塑出現裂紋或脫落,強度要求較高的貨油管和壓載水管路如硬裝配,將會產生很大的安全隱患;增加一個合攏管是兩管段合攏時偏差大到無法通過以上措施硬裝而采用的方法,也是現場施工時最為普遍的現象,圖2為一艘17.6萬t散貨船上使用合攏管連接雙層底B231和B232其中一路管線,施工人員在現場實際測量兩管段法蘭具體位置坐標后再加工合攏管,最后吊到對接處裝配,這也是無法提高預舾裝率的重要因素之一[4]。
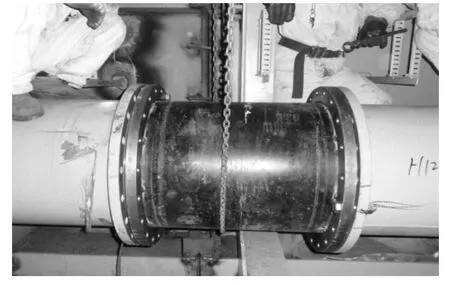
圖2 合攏管連接

圖1 上下對接偏差較大
2 國外先進船廠舾裝精度管理現狀
在當今世界造船領域中,日韓的造船技術、管理技術都是比較先進的。在精度控制方面,日、韓已經形成了一整套精度控制管理體制體系,將精度控制管理貫穿于造船的全過程,即每年制定一個精度管理計劃,確定基本方針、工作重點,各階段精度控制項目,控制的目標值、實際測量值,責任單位,工藝流程基準線系統等,并配有先進的三維坐標測量系統。目前,日、韓幾乎都達到了分段100%無余量搭載且95%以上能保留車間加工切割時的原始坡口。
精度標準覆蓋了殼舾涂一體化的全過程,除了船體建造精度外,還包括了舾裝件的加工和安裝精度,特別是管線與船體總組搭載聯系密切。
文獻[5]指出日本在60年代就完善了舾裝生產設計,解決了現場作業的定工位、定內容、定工藝等問題,能夠按照區域設計繪制和提供工作圖、安裝圖、制作圖和零件圖等,舾裝與分段制作平行作業十分協調,下水前幾乎安裝了所有的舾裝件。更有先進的船廠已經實現 CIMS,把生產管理、施工工作要領、工作基準和基本設計及生產設計全部一體化,使工作效率得到空前的提高,近些年在開展了精度控制管理下幾乎沒有任何重復性的工作,日本的預舾裝率已達95%左右。
韓國的舾裝精度管理自2005年開始發展了7年多時間,已經形成了一套完整的管理體系分析分段和舾裝件的變形。大部分船廠的先行舾裝都達到了90%以上,在設計時就將余量補償與船體結合起來,在進行總組搭載前就將舾裝和分段的變形和偏差控制在精度管理允許范圍之內。舾裝精度管理一般分為四個階段:施工人員自主檢查→班組長檢查→舾裝精度管理員檢查→專員檢查,在這四重審核通過后才能進行下一道工序,所以總組搭載后可以和總段一起順利的對接合攏。
3 MARINE G2軟件
MARINE G2軟件是以三維CAD為基礎,在三維空間中對原設計進行對比,分析、轉換、計算等作業,然后對管理、生產分段的精度數據進行分析,并進行三維模擬搭載,對分段搭載過程中可能出現的構件干涉、端差不良等問題提前預測并處理,實現一次性定位的精度管理軟件。
以一艘31.9萬t超大型原油輪(VLCC)雙層底的4個分段為研究對象,分別為B226/B235/B236/B237,見圖3,B236既有橫向管線,又有縱向管線,它與B226左右對接,與B235、B237前后對接,具有一定的代表性,見圖4。
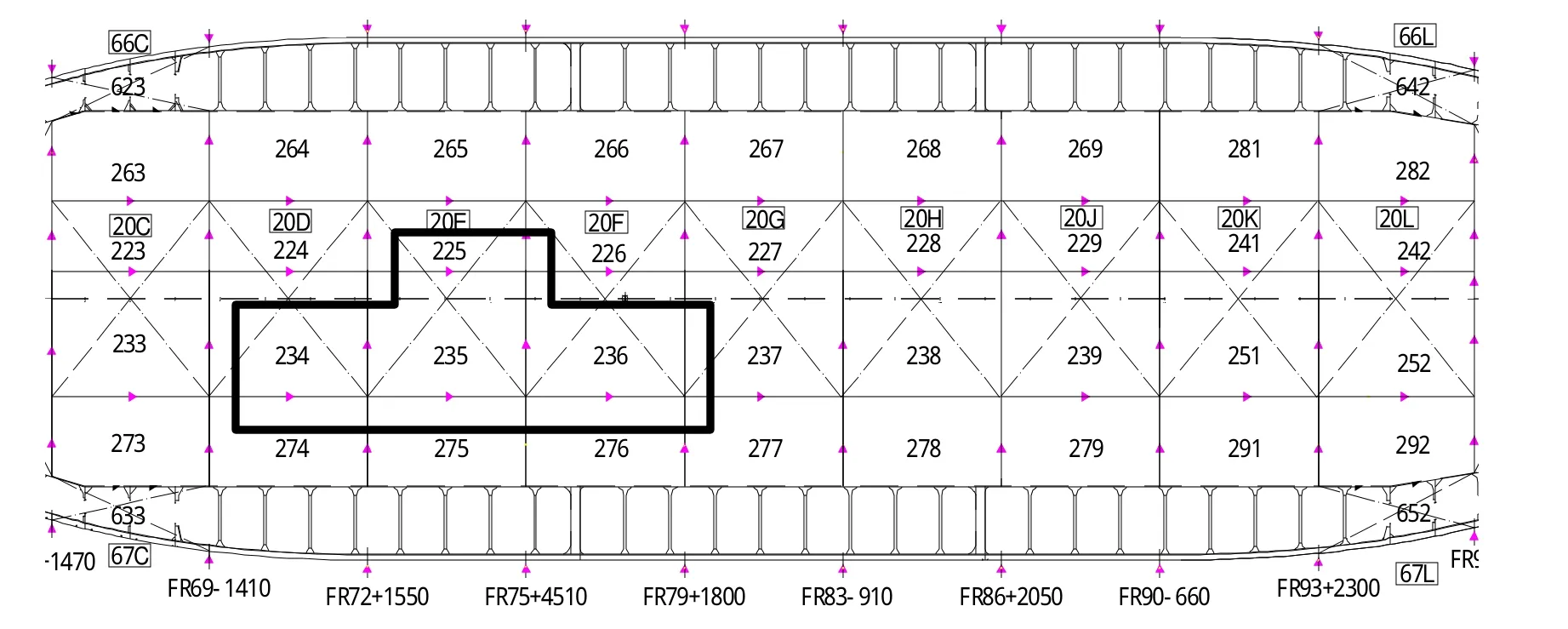
圖3 VLCC雙層底俯視圖(粗線圈出為試行分段)
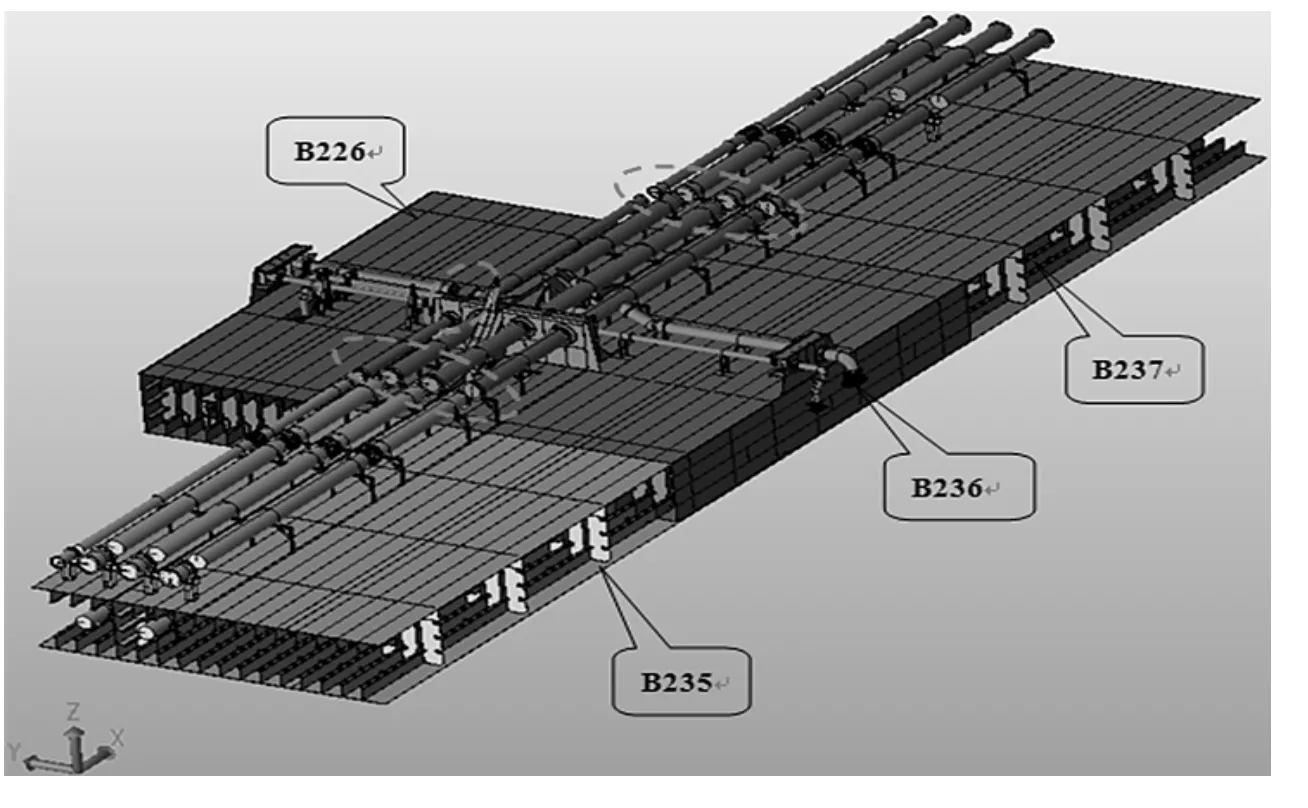
圖4 VLCC雙層底分段及管線對接(管理點由虛線圈出)
由于法蘭圓心的具體位置無法用全站儀精確打出,所以在軟件中運用三點成一圓心的功能,在法蘭外圈不在同一直線上打3個點,由此生成圓心坐標值。在4個案例分段上打點測量,測量對象不僅僅只是對接法蘭,還有對管線起到定位支撐作用的支架和“U”型管夾(簡稱“U”字碼),因為在后期分析時被測管線所在的分段精度控制對其影響很大,設計部門給出的舾裝件安裝圖中舾裝件位置均是相對坐標,舾裝件的安裝都是依附在船體之上,見圖5,所以在測量所需管線的精度管理點的同時還要兼顧分段本身的偏差情況,分段基準點和強構件與內外底的交點坐標要一起列入分析中,便于建立絕對坐標系以及計算船體和管舾之間的尺寸偏差。

圖5 實測分段對接法蘭坐標
將4個分段的模型從TRIBON導入MARINE G2軟件中,建立需監控的管理點,然后對比現場實測數據,得到對接處法蘭圓心坐標和分段各管理點理論與實際的具體偏差值。由于法蘭圓心的具體位置無法用全站儀精確打出,所以在軟件中運用三點成一圓心的功能,在法蘭外圈不在同一直線上打3個點,由此生成圓心坐標值,見圖6。

圖6 MARINE G2 中顯示B236管線法蘭圓心與船體管理點三維坐標偏差
在對法蘭圓心監控的同時二維測量對管子定位有重要影響的支架和U型卡套與理論面的距離。
4 結 語
日韓先進船廠舾裝精度管理與我國船企舾裝精度控制管理之間的差距非一朝一夕可以完成,不僅需要考慮舾裝自身的制作安裝精度,還必須和船體分段結合在一起,同時對影響舾裝件安裝的支架等附件進行控制,減少合攏管的使用。雙層底分段對接部位管線的理論與實際偏差數據為建立一套適合我國船企的舾裝控制標準提供有效參考,在船體精度控制逐漸完善的今天,如果舾裝精度管理也跟隨其腳步發展,相信我國造船質量還會大幅度的提升,進一步縮小與國外先進造船廠的差距。
[1] 甘水來. 精益管理在船舶產品開發中的應用研究[J]. 上海造船,2011, (3): 75-78.
[2] 劉善德,翟永興,史 佐. 造船精度管理是實施總裝造船的支撐性技術[J]. 造船技術,2007, 277(3): 23-24.
[3] 曾憲誠. 造船精度管理探索[J]. 江蘇船舶,2008, 25(3):33.
[4] 沙海軍,陸坤,朱建華. 淺談我國關鍵造船技術與國際先進水平差距[J]. 科技致富向導,2011,30.
[5] 李蘭美,梁華軍. 國外船舶舾裝現狀與發展趨勢[J]. 造船技術,2007,277(3):4.
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
水資源開發與管理(2021年12期)2022-01-15 08:54:58
——關注自然資源管理
遼寧自然資源(2021年3期)2021-05-19 06:39:04
水利建設與管理(2020年9期)2020-10-21 05:22:26
河南水利年鑒(2020年0期)2020-06-09 05:43:30
中國制筆(2019年1期)2019-08-28 10:07:26
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國眼鏡科技雜志(2017年13期)2017-08-16 03:13:42
雜文月刊(2016年1期)2016-02-11 10:35:51
