16MnDR薄板埋弧焊工藝研究
2013-10-08 03:04:46曹立宏郭一霍紀鵬
中國科技信息 2013年16期
曹立宏郭一 霍紀鵬
1.邢臺市鍋爐壓力容器有限責任公司
2.邢臺市特種設備監督檢驗所
某單位為內蒙古托克托電廠制造3臺16MnDR 材質,δ=10mm薄板壓縮空氣儲罐,以往我們一直采用焊條電弧焊,焊條電弧焊接頭質量不易穩定且焊縫成型不好,極易產生咬邊等對低溫鋼性能影響很大的外觀缺陷,我們在對16MnDR薄板焊接性分析的基礎上,制定了保證焊接接頭低溫韌性的焊接工藝參數和措施,在試驗的基礎上修正了對焊絲錳含量的要求,成功地進行了產品的焊接。
1 焊接性分析
16MnDR屬于鐵素體鋼,顯微組織為鐵素體加少量的珠光體。16MnDR的含碳量控制在0.06%~0.20%之內,合金元素的總含量不超過5%,其碳當量在0.27%~0.57%之間,由于碳當量不高,淬硬傾向較小,室溫下焊接時不容易產生冷裂紋;同時由于其硫和磷等雜質元素含量控制的較低(均低于0.030%),也不易產生熱裂紋。因此16MnDR焊接性良好。
對于容器來講,16MnDR在焊接時至關重要的是保證焊接接頭的低溫韌性。
在影響低溫韌性的因素中,以合金元素的影響最為顯著。碳元素強烈的影響著低溫韌性,隨著碳含量增加,鋼的冷脆轉變溫度急劇上升;錳對改善低溫韌性十分有利,隨著錳含量增加,鋼的冷脆轉變溫度下降。另外硫和磷等微量元素都會對鋼的脆性轉變溫度產生不良影響。為此必須正確選擇焊絲和焊劑,并控制填充金屬的合金含量。
其次要嚴格控制焊接線能量和層間溫度,避免焊接接頭受過熱影響,避免熱影響區晶粒長大,形成所謂的粗晶區脆化而韌性降低。粗晶區脆化一般產生在接頭熱影響區的過熱區(即熱影響區被加熱到1100℃ 以上直至熔點以下的區域)。產生原因是采用了較大的焊接線能量,粗晶區晶粒長大,馬氏體組織比例增大,從而接頭的韌性降低。控制焊接線能量必須合理選擇焊接工藝參數,包括焊接電流、電弧電壓 和焊接速度等焊接規范參數的匹配。為了獲得成型良好焊的焊接接頭,還必須適當控制焊接接頭形狀系數和熔合比這兩個指標。
為了保證焊接接頭的低溫韌性還必須嚴格控制焊后熱處理溫度,避免產生回火脆性,因此必須制定合理的焊后熱處理工藝。
2 焊接工藝試驗
16MnDR中厚鋼板(δ≥16)的埋弧焊工藝較為成熟,應用也較為廣泛。但16MnDR薄板使用埋弧焊的很少。因為在容器制造中,除了要求內部質量和低溫韌性外,按照GB150標準對焊縫的余高要求不得超過1.5mm。
為此我們選擇δ=10mm的鋼板進行焊接工藝試驗。
16MnDR鋼板供貨狀態為正火,δ=10mm,符合GB3531-96標準。單件試板尺寸 500×125×10。
16MnDR δ 10mm化學成分見下表:

2.1 焊絲和焊劑的選擇
1)焊絲
選擇H10Mn2。因為是薄板焊接,為了降低焊接線能量,采用較小直徑的焊絲,選擇焊絲直徑φ3.0mm。焊絲使用前對其表面的銹和油污等雜質應仔細清理去除。
2)焊劑
采用堿性燒結焊劑,因為堿性焊劑得到的熔敷金屬含氧量低,可以獲得較高的焊縫沖擊韌性且抗裂性好,燒結焊劑可以加脫氧劑,脫氧充分,同時還可以加入合金劑,增強合金作用。焊劑選用SJ102。
根據國際焊接學會IIW推薦的公式
堿度B=(CaO+MgO+CaF2+0.5MnO)/(SiO+0.5Al2O3)
計算得出:SJ102符合B>1.5,同時SJ102為氟堿型燒結焊劑。
由于SJ102吸濕性較大,容易增加焊縫的含氫量,所以焊前必須烘干,烘干溫度:300℃~350℃,保溫2h。
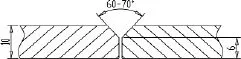
2.2 坡口設計
為了保證焊透和余高滿足要求,采用如下圖的坡口和組對形式:
坡口角度60~70,鈍邊:6mm。
2.3 焊機
為了保證焊接試驗能夠順利進行,選擇性能優良的美國LICOLN IDEALARC DC-1000型埋弧焊機。
2.4 焊接工藝參數的選擇
1)焊接電流和電弧電壓
焊接電流和電弧電壓是非常重要的參數,焊接電流增大,焊縫熔深增加;電弧電壓愈大,熔化寬度越大。二者直接影響著焊接線能量和焊接接頭形狀系數和熔合比指標。單獨增減任一參數,都會造成焊接缺陷,對焊縫產生不利影響。為了獲得良好的焊縫成型和接頭的低溫韌性,焊接電流和電弧電壓均不能過大,根據焊絲直徑φ3.0mm,選擇焊接電流350A~450A,電弧電壓28~36V。
具體參數為正面(開坡口側),焊接電流350~380A,電弧電壓32~34V;背面碳弧氣刨清根,氣刨深度4mm,背面焊接電流400~420A,電弧電壓28~30V。
2)焊接速度
為了避免接頭過熱,宜采用較快的焊接速度施焊。但焊接速度太快,會造成未焊透、氣孔等缺陷。因此,選擇焊接速度要考慮與焊接電流和電弧電壓相匹配。選擇焊接速度32~36m/h。
3)焊絲伸出長度
焊絲伸出長度增加,由于電阻增大,伸出部分的焊絲所受到的余熱作用增強,焊絲熔化速度加快,使得熔深變小,焊縫余高增大。為了保證焊縫余高≤1.5mm,我們選擇焊絲伸出長度范圍在25mm~35mm之間。
4)焊絲與工件的傾角
因為是薄板焊接,講焊絲相對焊件稍稍前傾,這樣電弧吹向焊接方向,電弧對熔池金屬的作用力減弱,熔深減小,熔寬略增大,有利于焊縫成型滿足要求。
5)焊劑墊
焊接時需要在背面(相對焊接側)采用焊劑作為襯墊。
3 焊后熱處理
焊后熱處理采用消除應力退火,文獻表明:在進行消除應力熱處理時,當加熱溫度處于回火脆性敏感溫度區間時,會析出脆性相,使低溫韌性顯著降低。因此避免產生回火脆性,保證接頭的低溫韌性,選擇退火溫度600~620℃。
4 焊接檢查與結果
按上述試驗條件,焊接試件,焊后熱處理。焊縫余高實測:1.0mm~1.5mm,未見其他外觀缺陷,對接頭內部進行100%RT,達到II級要求。
用試板加工低溫沖擊試樣進行低溫沖擊試驗,試驗溫度為容器的設計溫度-40℃,采用夏比V型缺口,試樣尺寸:7.5×10×55,合格指標:AKV≥27J×75%=19J(供貨要求鋼板的低溫沖擊功沖擊≥27J),一組三個試樣,按三個試樣單值的算術平均值計算,允許其中一個試樣單值低于規定值,但不得低于規定值的70%。
第一次低溫沖擊試驗結果為:10、9、16。結果不符合要求。
對原因的分析中,首先想到了合金元素(主要是錳含量)的影響,于是對焊絲的化學成份進行了復驗,焊接所用焊絲Mn含量為1.51%,符合標準要求。之后又進行了用錳含量(復驗值)為1.60%、1.68、1.73%、1.82%的焊絲在相同焊接條件和試驗條件下的對比試驗,其后的低溫沖擊韌性結果均滿足標準規定。
為此我們在16MnDR薄板埋弧焊時對焊絲的要求修正為焊絲Mn含量必須大于1.6%。
5 結語
應用上述工藝,焊接了3臺托克托電廠壓縮空氣儲罐和其他電廠將近10臺16MnDR薄板(8mm≥δ≥12mm)壓力容器,從外觀余高,到內部質量,特別是焊接試板(逐臺)低溫沖擊韌性全部合格。證明我們的焊接工藝滿足生產需求。
[1]俞尚知. 焊接工藝人員手冊. 上海科學技術出版社,1992.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24