φ1626mm鋼管水壓機主缸體的焊接
2013-10-08 11:38:16攀鋼集團成都鋼鐵有限責任公司四川610500韓紅梅
金屬加工(熱加工) 2013年24期
攀鋼集團成都鋼鐵有限責任公司 (四川 610500) 韓紅梅
1.概述
我廠承接了由中國重型機械研究院(西重所)設計,在國際上也屬于超大型的φ1626mm鋼管水壓機的制造任務,其結構主要由機架、排氣移動小車、充水裝置和排氣頭試壓工具以及輔機設備等組成。而移動排氣小車上的主缸是水壓機的關鍵部件,技術要求十分嚴格,也是我廠首次制造大規格的主缸。由于φ1626mm水壓機主缸缸體長2640mm,缸體頭部外徑1840mm,缸體外徑1620mm,內徑1220mm,厚度高達200mm。缸體要求按JB/T5000.15—1998鍛件Ⅳ級鍛件驗收,其力學性能要求如下:σb≥480MPa、σs≥280 MPa、δ5≥12%、 Akv≥39J,材質采用了20MnMo。設計工作壓力28MPa,試驗壓力34MPa。
由于該缸體尺寸較大,產品凈重高達22.5t,整體制作難度大,超出我廠設備生產能力,故決定將主缸分拆為兩段來制造,再組焊為一個整件,既降低單件重量,又減少了制造加工成本,從而大大縮短制造工期和降低制造難度、費用。為此確定了分斷位置及坡口形式,并通過機加工來保證焊縫坡口的精確度,同時選擇合理的焊接工藝及措施,確保焊接質量。
2.主缸體分段方案
(1)根據對高壓缸體工作時受力狀況的分析以及便于鍛制和加工,確定了主缸的分段位置,分為缸體頭段、缸體尾段兩部分,并確定了對接焊坡口形式,如附圖所示。
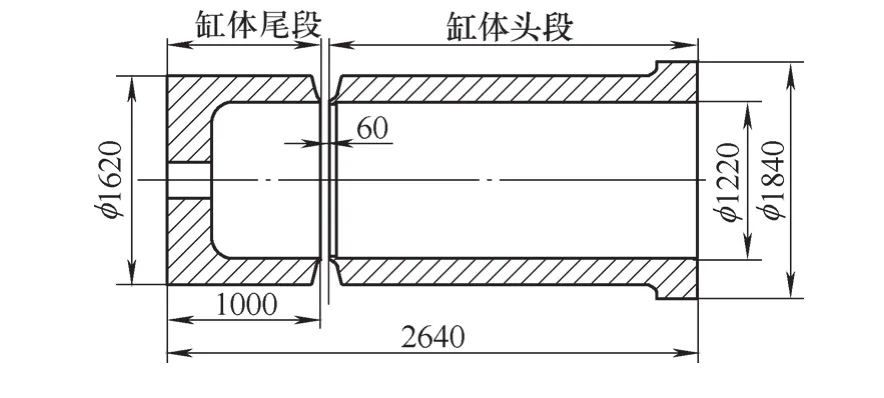
缸體結構
(2)為確保焊后兩端達到同軸度要求,在兩段缸體的焊縫連接位置設計了長60mm、厚10mm的環狀止口。為確保對接處根部焊透,每段缸體對接處留間隙2~3mm、鈍邊3mm。設計環狀止口可以達到兩個重要效果:一是起到了組裝焊接前的定位作用;二是增設了根部焊縫的墊板,使熔深最低位在墊板處,待焊后加工去除該墊板后也就清除了焊縫根部容易造成缺陷的位置,確保了根部的完全焊透和焊縫底部的焊接質量。
3.焊接性分析
20MnMo化學成分和力學性能如表1所示。其碳當量Ceq≈0.46%,由此可見20MnMo鋼的淬硬傾向尚不嚴重,焊接性一般。但由于焊縫厚度達200mm,為避免產生冷裂紋,仍需要采取嚴格的工藝措施,即焊前預熱,焊后進行消除焊接應力熱處理等。

表1 20MnMo的化學成分和力學性能
4.焊接工藝
通過對20MnMo鋼的焊接性分析,并結合我廠實際狀況,確定的焊接方法為先用焊條電弧焊打底焊,再實施埋弧焊。
(1)焊接材料的選擇 焊條電弧焊打底:采用E5015(J507 );埋弧焊填充、蓋面焊:在自動焊床上采用埋弧焊進行焊接。焊絲選用大西洋牌型號為CHW-S2CG(H08MnA )+焊劑CHF301,φ4mm填充,φ5mm蓋面焊。
焊條CHE50(型號E5015、牌號J507 )化學成分如表2所示,熔敷金屬力學性能如表3所示。
焊絲CHW-S2CG(H08MnA )化學成分如表4所示,熔敷金屬力學性能如表5所示。

表2 焊條CHE50熔敷金屬化學成分(質量分數) (%)

表3 焊條CHE50熔敷金屬力學性能

表4 焊絲CHW-S2CG化學成分(質量分數) (%)
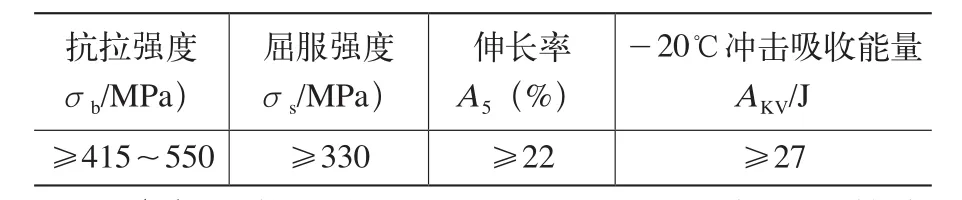
表5 焊絲CHW-S2CG熔敷金屬力學性能
(2)焊接設備 由于工件超重,為保證焊接全過程的安全,采用托輥支撐,將工件夾頂在我廠用C61100車床改造的堆焊機床上進行堆焊。埋弧焊機采用施威牌ZD5-1250晶閘管弧焊整流器,焊條電弧焊選用ZX5-630直流焊機。
(3)焊前清理與保護 由于坯料是分段鍛制而成、經粗加工后方可實施焊接,為此坯料質量的好壞直接影響焊接質量,故應對所有坯件逐一檢查外形尺寸,全部進行了著色、超聲波探傷,對缺陷處補焊磨光,直到著色、超聲波探傷合格后為止。焊前必須完全清除表面氧化皮等雜質,污物和脂油用丙酮清洗,油漆用堿、標記墨水用甲醇清除,特別是焊接接頭兩側各50mm范圍,包括鈍邊和坡口,從而保證所有焊件表面的清潔性和內外在質量。
(4)組裝、定位、打底焊 將主缸體兩段的內外止口配合,在垂直狀態裝配為一體,在外圓上用6件20mm×100mm×200mm的Q235鋼板將工件均布焊接連接牢固,然后再整體平放,在焊縫水平位置進行打底焊,邊滾動邊焊接。為安全運輸,焊層厚度保證5mm,焊完后打磨干凈焊縫表面進行磁粉探傷,確認無缺陷后,取掉連接板。
(5)焊接參數選擇 第一,焊前對主缸進行加熱爐整體預熱,預熱溫度200~250℃。
第二,打底焊:采用E 5015(J 507)、φ3.2mm打底,焊條需經350℃烘焙1h,置于保溫筒中,隨取隨用。φ3.2mm,焊接電流100~140A;φ4mm,焊接電流100~140A。
第三,埋弧焊參數:焊接電流575~600A,電弧電壓34~36V,焊接速度30m/h,焊接熱輸入控制在20~30kJ/cm。
由于該主缸體焊接量很大,故采用多層多道焊接,在焊接至焊接總量一半時(即100mm處),必須進行一次中間退火和超聲波探傷檢查,退火溫度控制在580~620℃。
為確保焊縫質量,層間溫度控制在200~220℃,注意焊后保溫緩冷。主缸體焊接完成后再次進行整體退火、保溫、緩冷。
(6)焊后焊接質量評價 按JB/T4730.3-2005對焊縫進行100%超聲波探傷檢查達到Ⅱ級合格。按圖樣設計要求進行70MPa的水壓試驗,保壓10min,缸體無滲漏及冒汗現象,試壓結果為合格。
5.結語
通過對材質為20MnMo鋼的φ1626mm水壓機主缸體焊接工藝分析和焊接生產實踐,成功解決了大尺寸、大規格、高要求主缸體的焊接,圓滿完成φ1626mm鋼管水壓機的制造任務。用戶使用一年來,各項指標均正常。 (20121203)
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
焊接(2015年9期)2015-07-18 11:03:53
