滾筒管板式烘絲機葉子板制作方式的改進
2013-10-08 11:38:18秦皇島煙草機械有限責任公司河北066318苑文靜
金屬加工(熱加工) 2013年24期
秦皇島煙草機械有限責任公司 (河北 066318) 苑文靜
烘絲機是煙草制絲線中的關鍵設備,其功能是對葉絲進行干燥處理,改善和提高葉絲的感官質量,提高葉絲填充能力和耐加工性,以滿足卷煙工藝要求。葉子板是滾筒管板式烘絲機內外筒的重要部件之一,每臺烘絲機含葉子板48件,其作用是在半圓管內通入蒸汽,對煙絲進行烘炒。葉子板由底板和兩根半圓管組焊而成,由于其長度較長且多為焊接結構,故制作時往往將焊縫焊穿,需后期打磨補焊及清理補焊,合格率不高。
1.分析與改進
(1)葉子板的組成 葉子板由底板和兩根半圓管組焊而成,如圖1所示。工件長5851mm,寬221mm,兩根半圓管有四條5783mm長的焊縫,焊接量大。
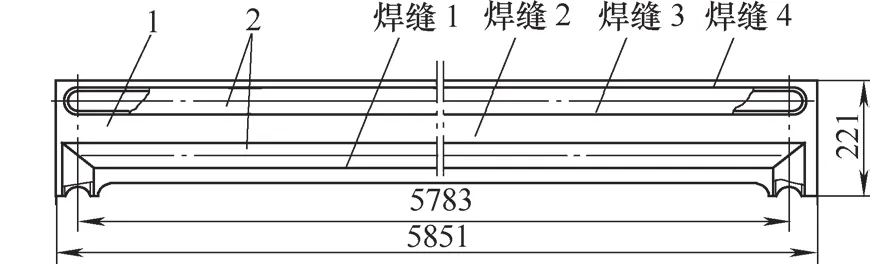
圖1 葉子板結構
烘絲機葉子板傳統制作方式如表1所示。由表1可知,葉子板傳統制作流程需經過13個工序,在傳統制作過程中發現,葉子板直縫埋弧焊接時(見第8工序),在半圓管的許多部位有焊穿現象,而最后兩個工序為補充工序,其目的是為制作不合格(焊穿)葉子板進行修整。往往在第8道工序焊穿幾率非常大,通常為90%以上。如此高的焊穿幾率,為后期的修整以及產品質量造成很大影響。
(2)原因分析 通過對葉子板整個制作流程的分析,認為以下幾個問題可能是造成焊接缺陷的根源:①焊接方法不適宜。②鉚工組對方式不當。③焊工未執行相關焊接工藝規程。
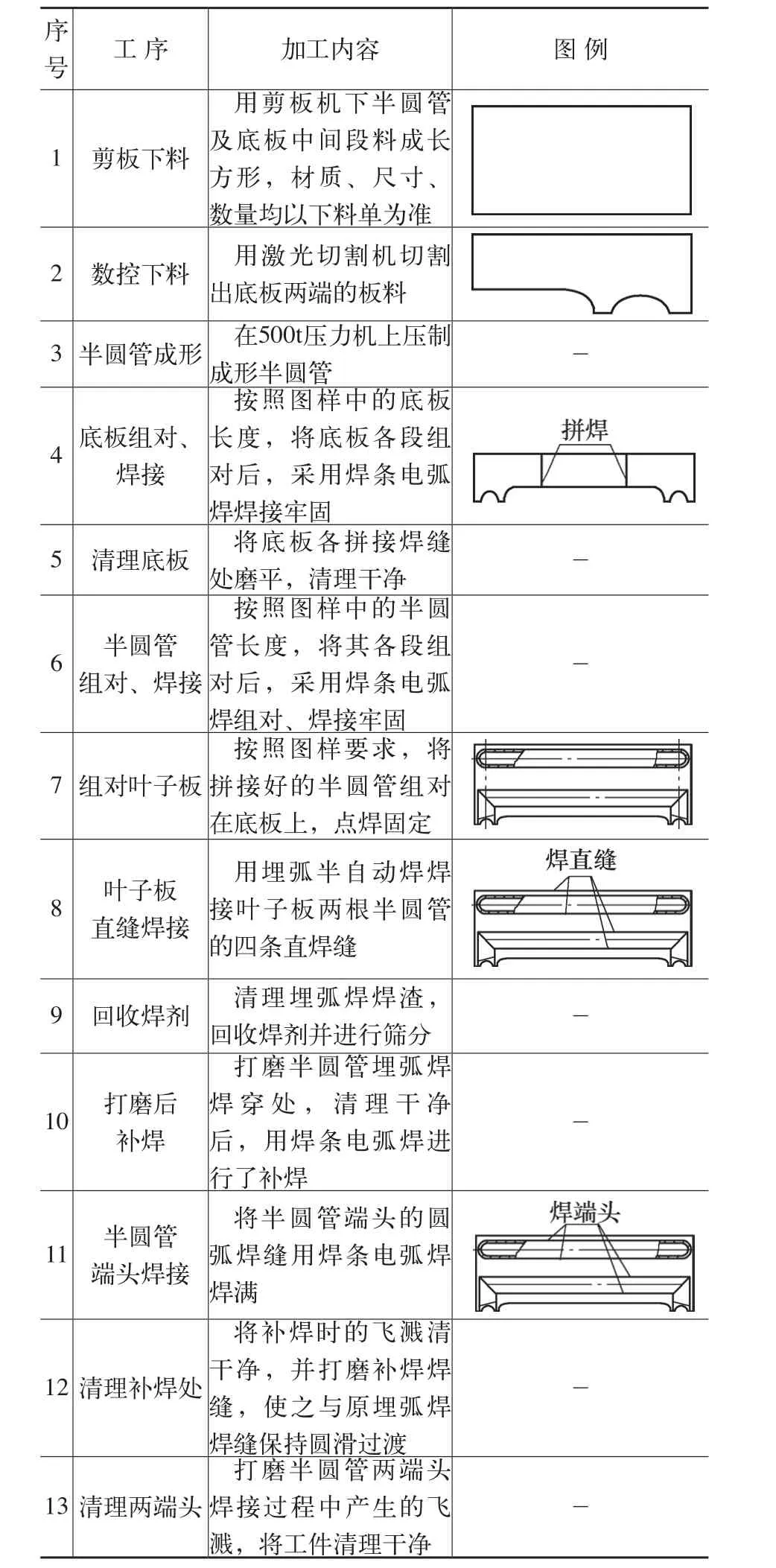
表1 烘絲機葉子板傳統制作方式
通過現場檢測及多個批次葉子板生產統計認為:鉚工組對方式及焊工未執行相關焊接工藝規程并非是造成焊接缺陷的要因,而焊接方法不適宜才是要因。碳鋼葉子板組對后,其半圓管端面與底板相對傾斜,為線接觸(見圖2),焊接時可承載的熱量相對較小。這樣當焊絲調整不及時而偏向管壁較薄的半圓管時,電弧熱量會集中于半圓管邊緣和組對間隙處,致使半圓管被切割開,發生焊穿缺陷。由此可見,因其結構原因,在焊工不易觀察焊絲位置而調整不及時,就會導致焊穿缺陷,因此埋弧焊不適宜焊接碳鋼葉子板。
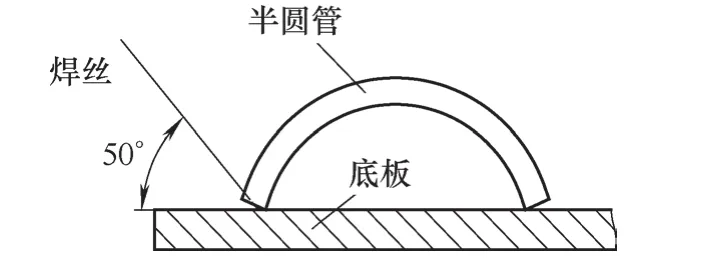
圖2 葉子板結構示意
2.焊接方法改進及選擇
(1)焊接方法的選擇 針對已確定的主要原因,制定了相應的對策措施(見表2)。
為選擇適當的焊接方法,按照表2中制定的對策進行具體實施。為找到適宜的焊接方法,首先把我公司生產中常用的四種焊接方法進行了對比,如表3所示。
以上四種焊接方法各有其工藝特點及適用范圍,但在要因確認中我們知道,由于碳鋼葉子板的結構原因,需要及時調整焊絲位置,埋弧焊方法因焊劑的覆蓋影響觀察和焊絲的調整,不宜采用;而其他三種方法均為明弧焊接,便于觀察和調整。但焊條電弧焊方法受焊工技能影響,質量不易保證,且生產效率與埋弧焊比相對較低;鎢極氬弧焊雖然焊接質量相對較好,但生產效率比焊條電弧焊還要低,不利于控制焊接用時;CO2氣體保護焊焊接質量好,且我公司有CO2半自動氣體保護焊設備,能夠實現機械化焊接,生產效率相對較高。因此,我們初步確定選擇CO2半自動氣體保護焊。
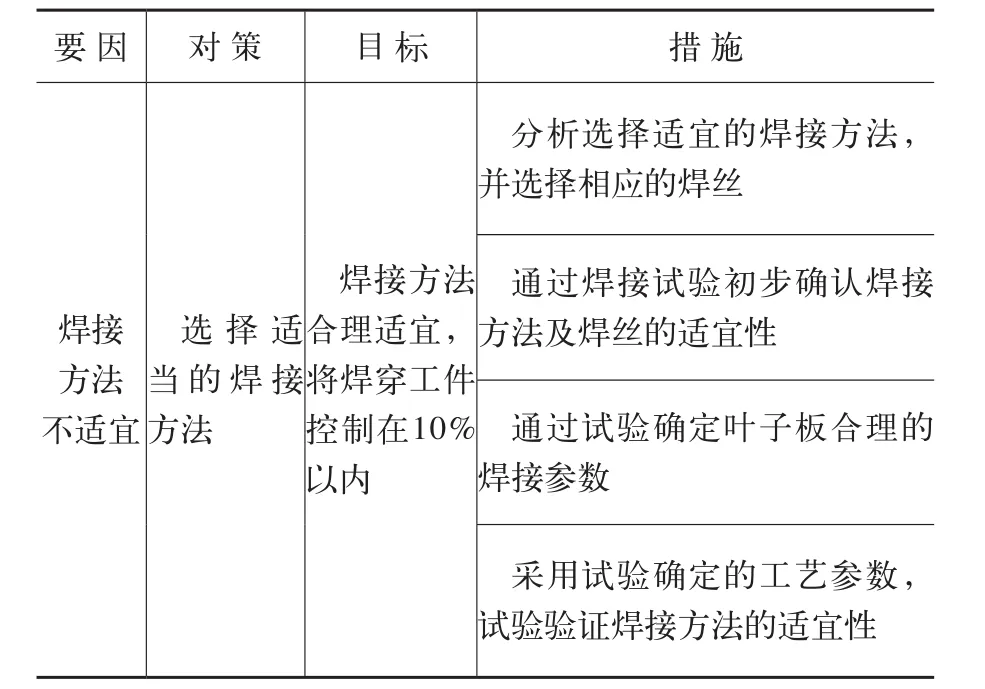
表2 對策表
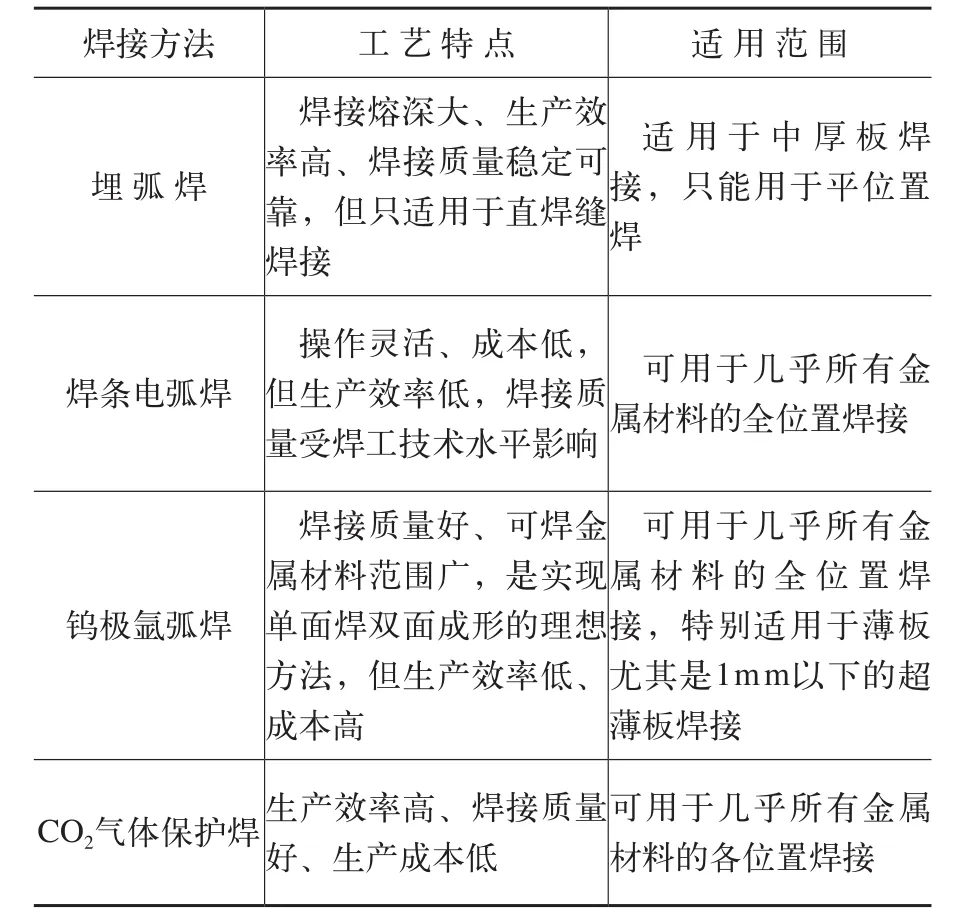
表3 四種常用焊接方法的性能對比
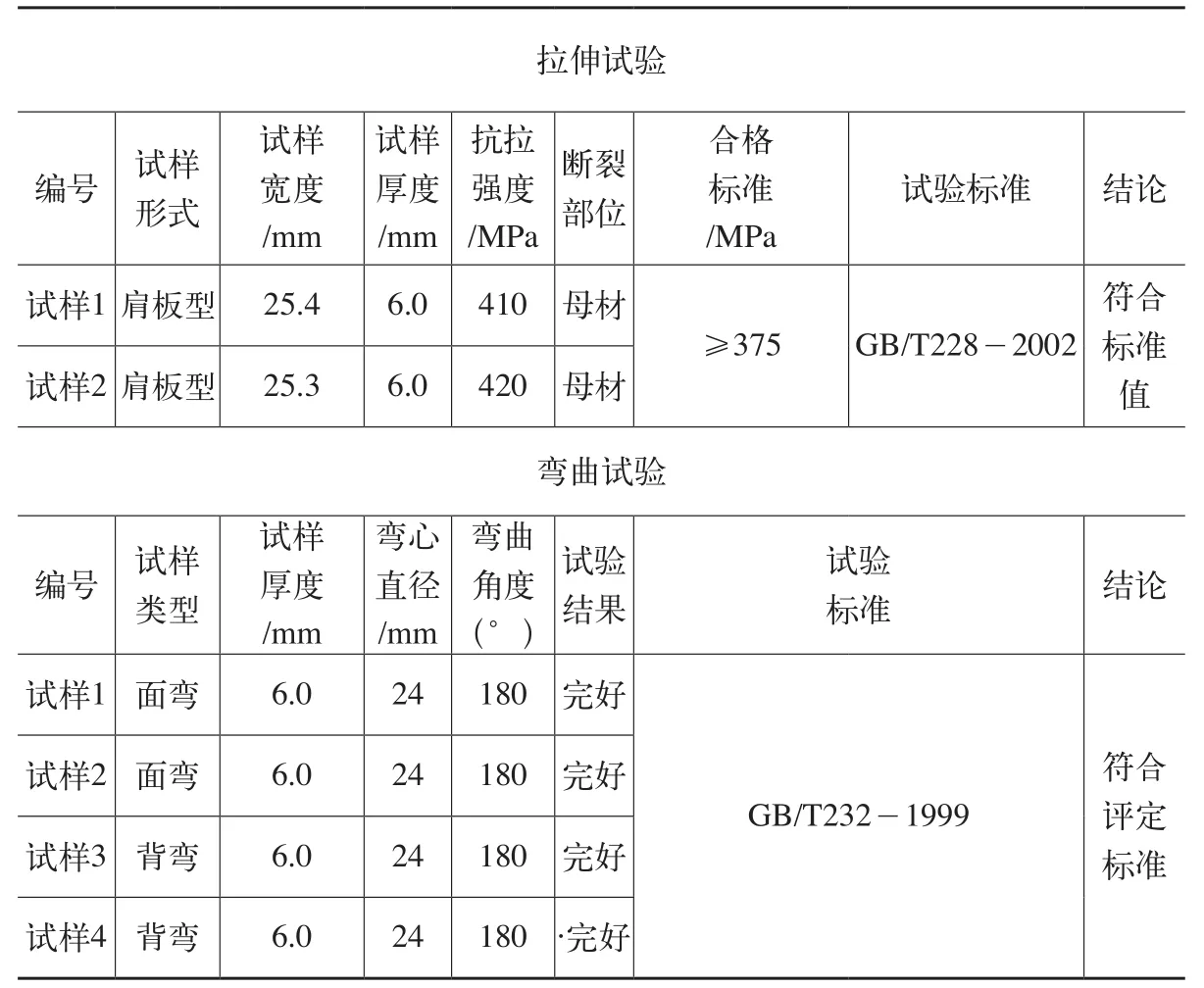
表4 CO2半自動焊焊接試板力學性能試驗結果
(2)焊接方法、焊絲適應性驗證及焊接參數的確定 通過試驗對焊接方法、焊絲適應性進行了檢驗:即先加工兩塊尺寸為400mm×150mm、厚度為6mm、與底板同批號的20g板材試板;然后根據試板規格,按照相關資料推薦的焊接電流220A,電弧電壓24V,焊接速度40cm/min的焊接參數對試板進行了焊接。焊接完畢按照國標要求對試板進行力學性能試驗,結果如表4所示。
由試驗結果可見,CO2半自動焊方法及焊絲(E501T-1)完全能夠滿足葉子板材料的力學性能要求。
鑒于我公司目前對葉子板的焊接尚未采用過CO2半自動焊方法,沒有成熟的焊接參數可借鑒,必須通過試驗來確定較為合理的參數,方可保證CO2半自動焊方法的有效實施。具體實施如下:
第一,通過查找資料,并結合生產中的實際經驗,初步設定葉子板的三組焊接參數(見表5)。
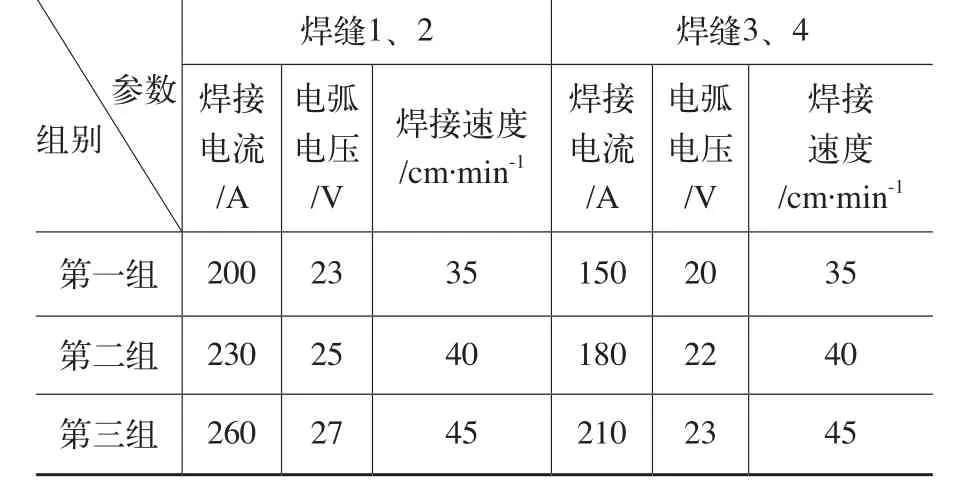
表5 初設葉子板焊接參數
第二,用初設的三組參數各焊一段長為2m的葉子板,然后對其3項主要質量指標進行檢驗,結果如表6所示。
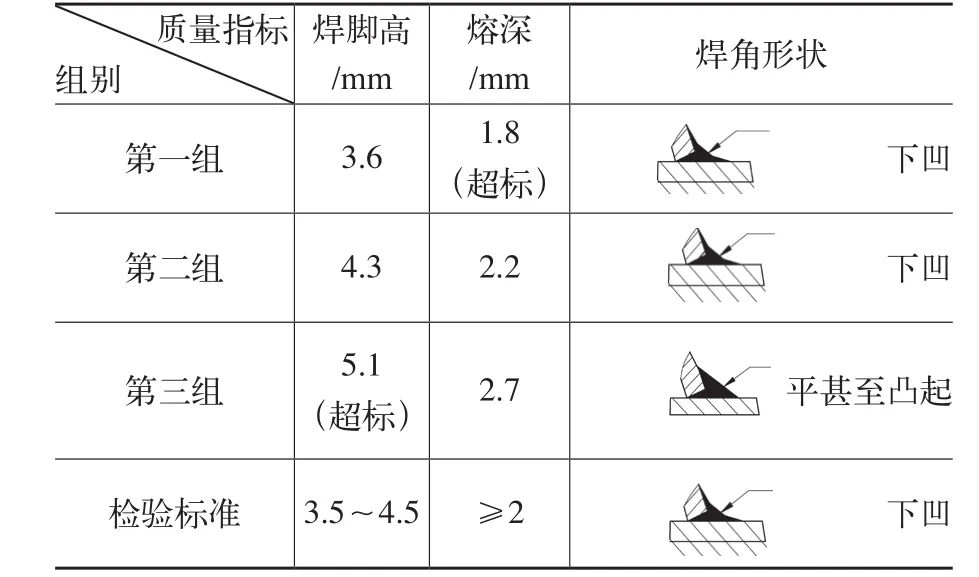
表6 焊接參數試驗檢查
由表6可知,采用第二組參數焊接,焊縫熔深符合要求,焊角高度適宜。因此,采用CO2半自動焊方法焊接葉子板時,應選擇第二組參數。
3.結果與討論
為檢驗CO2半自動焊方法能否把產生焊穿缺陷的工件控制在10%以內,全面驗證此方法的適用性,并考慮到葉子板焊后可修復、CO2半自動焊焊接過程穩定的實際情況,我們決定采用確定的焊接參數焊接20件葉子板,焊接完畢對其焊接質量指進行了檢查,結果如表7所示。

表7 葉子板焊接質量檢查
檢驗結果表明,采用以上的方法施焊,葉子板的質量達到檢驗規范的要求,且經檢驗的20件葉子板無一發生焊穿缺陷,這表明CO2半自動焊的焊接方法合理、適用。
4.結語
通過改變焊接方法、合理選擇焊絲,使在焊接過程中實現了對熔池的氣渣聯合保護,降低了材料對銹蝕的敏感性,大大減少了因材料表面處理不徹底而導致焊接時產生的針孔,有效提升了焊接質量,減少了后續修整時間,從而加快了設備制作進度,提高了整機產品的生產效率,節約了生產制作成本。 (20131123)
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
兒童故事畫報(2019年5期)2019-05-26 14:26:14
產品可靠性報告(2017年7期)2017-09-05 09:49:12
Coco薇(2016年2期)2016-03-22 02:42:52
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
