復合專用刀具加工閥體外圓及內孔
2013-10-12 05:55:08中捷機床有限公司遼寧沈陽110142田立敏
金屬加工(冷加工)
2013年22期
中捷機床有限公司 (遼寧沈陽 110142) 田立敏
近年來油田用閥體的數量越來越多,閥體零件中法蘭端面和外圓的加工一直是該行業重點加工的部位,也是加工效率比較低的地方,圖1為閥體的零件圖。
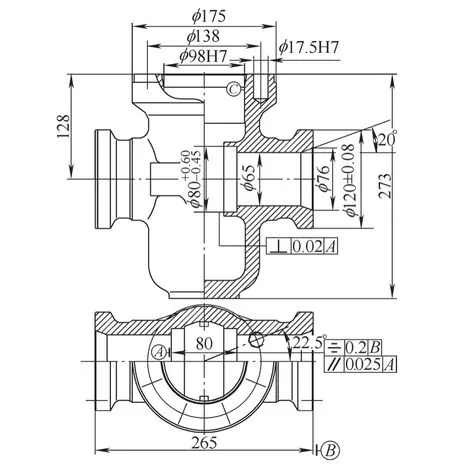
圖1 零件圖樣
1.使用設備狀態
由圖1 所示,該零件的主要加工部位是左右法蘭兩端面、外圓φ(120±0.08)mm、外圓倒角、內孔φ65mm、內外斜面及孔。
在沒有使用數控機床之前,加工閥體有兩種方法:①采用專機,需要兩臺專機來完成。第一,用兩個動力頭從兩端同時加工,完成兩個法蘭面中孔的加工(見圖2)。第二,用兩個動力頭從兩端同時加工,完成兩個法蘭面外圓、倒角及背面的加工。②采用專機和車床聯合完成:第一,用專機,兩個動力頭從兩端同時加工,完成兩個法蘭面中孔的加工(見圖2);第二,用車床通過兩次裝夾完成兩個法蘭面外圓、倒角及背面的加工(見圖3)。
2.工藝分析
從以上使用設備情況可以看出,加工閥體的這兩種方法的成本都比較高:第一種方法用兩臺專機,專機的加工特點是效率高,但柔性比較差,如果工件稍有一點變形,那專機就不能用了;第二種方法專機和車床配合,車床需要兩次裝夾才能完成,加工效率比較低。
針對閥體的這種加工特性,我們改進的方案是采用數控臥式銑鏜加工中心,再配一個數控平旋盤,既可以滿足車削外圓、法蘭面、倒角的要求又可以滿足鏜內孔的要求,同時又可以解決加工效率問題。為了保證零件的加工精度要求,根據該件的輪廓尺寸,數控平旋盤選用德國丹得瑞生產,型號為UC200/BH。……
登錄APP查看全文