宏程序在深孔槍鉆機床編程中的應用
2013-10-12 05:55:10山東德州德隆集團253003胡艷君
金屬加工(冷加工)
2013年22期
關鍵詞:程序
山東德州德隆集團 (253003) 劉 鑄 胡艷君
在槍鉆深孔加工專用數控設備實際應用中,機床加工程序的編輯均是具有固定格式的,相對其他機床來言,較為簡單。需要變更的僅是主軸轉速和進給量,然而主軸轉速的選取與加工孔徑和材料有關,一般根據常規加工經驗推薦刀具切削線速度v值,再由線速度公式計算得出主軸轉速值。因此在實際操作人員加工工件時需自行計算,這樣就增加了輔助時間。
為了方便操作人員工作,減少計算環節占用輔助時間,可采用數控系統中的宏程序,來實現系統自行計算的功能。
1.宏程序的設計
在常規數控槍鉆深孔加工程序中加入變量參數,通過宏定義對線速度公式進行編輯,現以山東德州德隆集團機床有限公司制造的ZK21-A系列產品配備FANUC 0i Mate-TD數控系統深孔鉆床機型為例。
G65(簡單調用)指定在地址P處的用戶宏程序被調用。另外,數據(自變量)被傳遞給用戶宏程序。
因為深孔槍鉆使用宏程序較為簡單,自變量按第Ⅰ類自變量指定法進行設定(見表1)。

表1 第Ⅰ類自變量指定法
可以省略沒有必要指定的地址。與省略的地址相應對應的局部變量設為空值。
不需要按照字母順序指定,按照字地址格式就可以。但是,I、J、K必須按照字母順序指定。
以往槍鉆類數控深孔鉆床通用程序如下:

上訴程序中主軸轉速S需要操作者根據推薦刀具線速度自行計算。
以下為采用宏程序結構編輯固化常規槍鉆程序。宏程序為:
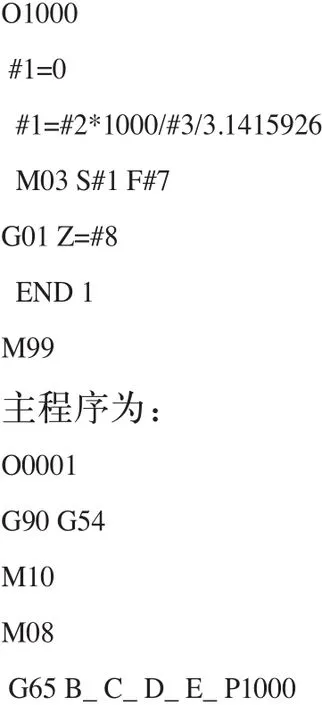

注釋:上程序中B值為刀具切削線速度(mm);……
登錄APP查看全文
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40