新型硬質合金群鉆的數(shù)學模型
2013-10-15 01:20:08陳桂平
制造業(yè)自動化 2013年14期
陳桂平
(1. 湖南涉外經(jīng)濟學院 機械工程學院,長沙 410205;2. 湖南大學 機械與運載工程學院,長沙 410082)
0 引言
制造業(yè)日益發(fā)達的今天,鉆削依然是現(xiàn)代機械加工常用的孔加工方法。鉆頭的優(yōu)劣直接影響孔成形的加工精度與表面質量。一般來說鉆頭的優(yōu)劣主要受兩個因素的影響:鉆頭材料和鉆尖形狀。長期以來,高速鋼麻花鉆在孔加工刀具中占有絕對優(yōu)勢地位,同時隨著技術水平的進步,使用新材料、新涂層和新鉆型的鉆頭也已得到廣泛應用[1],新型硬質合金群鉆即是一種非常優(yōu)秀的孔加工刀具,該鉆頭具有群鉆定心好、易斷屑排屑和切削力小優(yōu)點,同時具有硬質合金刀具耐磨和高壽命的特色,以圓弧刃過渡消除峰角,達到了增加強度、減少崩刃可能性、提高鉆頭壽命的目的,徹底解決了硬質合金刀具易碎易崩刃的缺陷[2],但由于刀具本身的加工難度大而沒能得到大范圍的推廣應用,本文擬從理論角度推導其數(shù)學模型,為解決其在MK6335鉆尖刃磨機床上的自動刃磨問題提供理論基礎。
圖1 新型硬質合金群鉆的結構坐標、組成型面與參數(shù)
1 新型硬質合金群鉆的建模方法
建立鉆頭的數(shù)學模型,與其刃磨方法有關,該數(shù)學模型用來描述鉆頭刃磨參數(shù)與結構參數(shù)之間的關系,從理論上獲得某種參數(shù)的鉆型從而在機床上實現(xiàn)鉆頭的刃磨。
建立新型硬質合金群鉆結構坐標系O-XYZ如圖1所示。
鉆頭結構坐標圓點設在鉆心尖處,X軸方向由外刃外緣轉點d定位,令Yd=r0,r0為鉆芯半厚,即鉆芯半徑。鉆頭刃磨參數(shù)用機床結構坐標系OMXMYMZM來表征。刃磨鉆頭時,根據(jù)磨削參數(shù)在OM-XMYMZM坐標系中定位并作相應運動。當鉆頭在原始位置時兩坐標系重合。
本文介紹的數(shù)學模型是基于MK6335A數(shù)控鉆尖刃磨機床的。磨床砂輪可沿XM軸和YM軸移動,鉆頭夾具夾持鉆頭繞XM、YM、ZM軸轉動從而實現(xiàn)鉆頭刃磨和姿態(tài)調(diào)整。磨床用砂輪為大直徑外圓金剛石砂輪,其直徑比鉆頭直徑大得多,砂輪圓周表面在刃磨時可近似看成是一平面。下面用磨削表面坐標變換法[3]推導硬質合金群鉆的各型面數(shù)學模型。
2 新型硬質合金群鉆的數(shù)學模型
2.1 分屑槽的數(shù)學模型方程
新型硬質合金群鉆分屑槽是在鉆頭調(diào)整好姿態(tài)后由砂輪周邊磨出,考慮到硬質合金的材料特性——脆性較大,分屑槽側面和橫刃后刀面采用圓弧面過渡,如圖2所示,分屑槽由三平面1、2、3和兩過渡圓弧面a、b組成。刃磨時由鉆頭一次裝夾定位完成刃磨。過渡圓弧刃a與外刃和分屑槽側刃1相切,b與外刃和分屑槽側刃相切,由砂輪的左側邊作圓弧插補完成刃磨成型。刃磨鉆頭分屑槽時三次調(diào)整姿態(tài),首先繞Z軸順時針旋轉ω2,然后繞Y軸順時針轉過σ2角,繞X軸順時針旋轉λ2,調(diào)整后的姿態(tài)如圖2所示,砂輪側面和端面分別與分屑槽側面1、3平行。由于進行了三次鉆頭狀態(tài)調(diào)整,由坐標旋轉變換原理可知,機床結構坐標系與鉆頭結構坐標系的變換關系如下:
圖2 分屑槽刃磨原理圖

化簡得:
式中:
設c、e、d、f分別為鉆頭外刃與分屑槽側刃交點、分屑槽側刃與底刃交點。則在機床結構坐標系中平面1的方程可寫為:

平面3的方程可寫為:

設平面2與 的夾角為 ,則平面2的方程可寫為:

由圖3和圖6可知: , 為鉆頭外刃半頂角。
將式(1)代入式(2)、(3)、(4),即可得到:
平面1的數(shù)學模型方程為:

平面2的數(shù)學模型方程為:

平面3的數(shù)學模型方程為:

在機床結構坐標系 中,分屑槽圓弧刃a、b處的圓心分別為 、 ,則分屑槽圓弧刃后刀面a、b在機床結構坐標系中的方程為:

式中Ra、Rb分別為圓弧刃a、b的半徑。Xa、Za、Xb、Zb可按下述方法求出。
根據(jù)鉆頭設計要求鉆頭外刃與分屑槽側刃的夾角為135度,如圖3所示,
可知:
一般情況下分屑槽兩圓弧刃的半徑是相等的,即Ra=Rb。
式(1)、(10)、(11)、(12)、(13)代入式(8)和式(9)得分屑槽圓弧刃a的數(shù)學模型方程:
分屑槽圓弧刃b的數(shù)學模型方程:

R為鉆頭半徑,t為鉆芯半厚,ρ為鉆尖外刃半頂角,l1為分屑槽寬度,l2為鉆尖外緣轉點到c點的長度(如圖1所示)。
2.2 月牙槽圓弧刃后刀面的數(shù)學模型
月牙槽圓弧刃后刀面為一圓柱面,與內(nèi)刃后刀面和過渡圓弧刃后刀面相切,在機床結構坐標系中月牙槽圓弧刃后刀面的方程為:

R3為月牙槽圓弧刃圓弧半徑;
X03,Z03為圓柱面軸心坐標(在機床結構坐標系中),可按下述方法求得。
由于月牙槽圓弧刃后刀面與內(nèi)刃后刀面相切,且C點(外刃延長線與月牙槽圓弧刃的交點)在圓柱面上,故:

式中,XMC、ZMC為C點在機床結構坐標系中的坐標值,由于月牙槽圓弧刃后刀面和內(nèi)刃后刀面在同一姿態(tài)中磨出,故坐標變換矩陣為:值:、、為C點在鉆頭結構坐標系中的


式(17)~式(20)代入式(16)得月牙槽圓弧刃后刀面的數(shù)學模型方程為:


2.3 過渡圓弧刃后刀面的數(shù)學模型
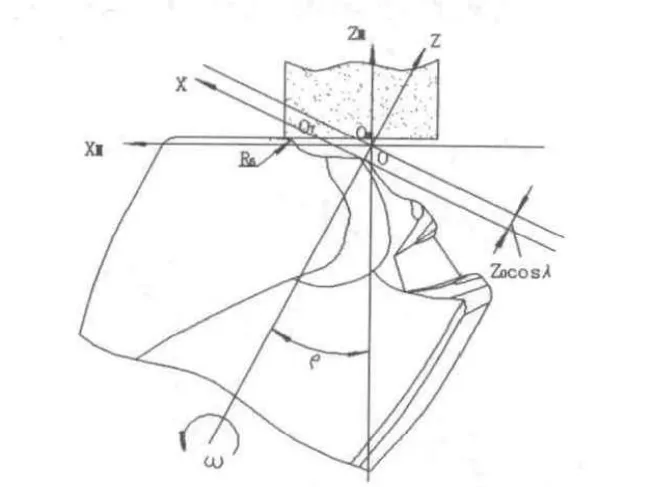
圖4 過渡圓弧刃刃磨原理圖
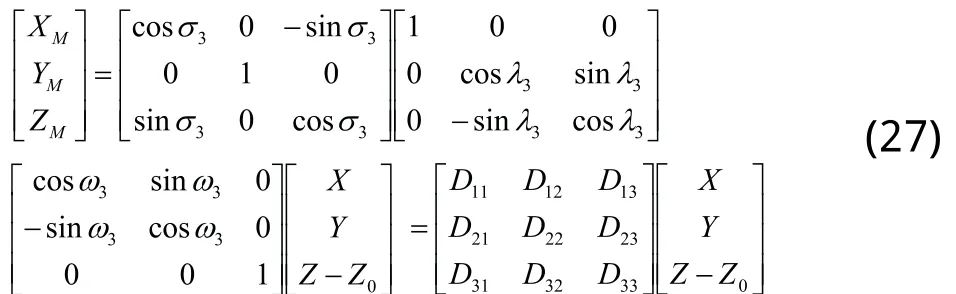
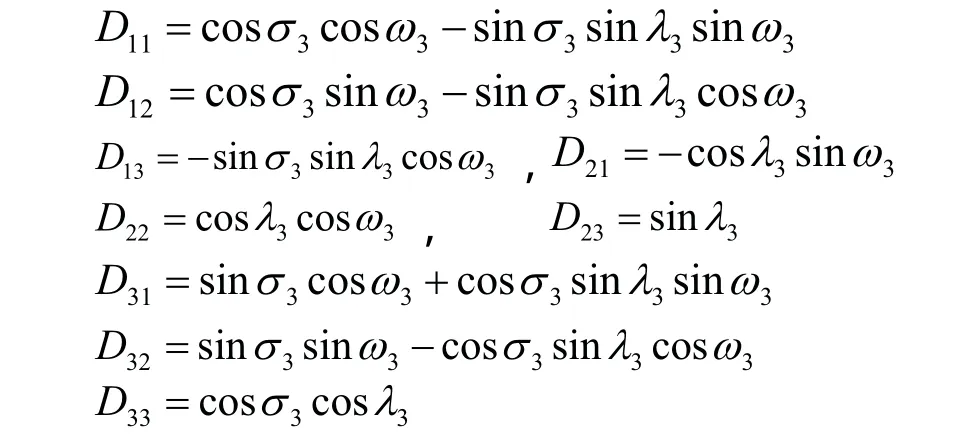
過渡圓弧面后刀面為一圓柱面,按圖4的方法,由砂輪的左側作圓弧插補形成,過渡圓弧刃與外刃相切,過渡圓弧面與月牙槽圓弧刃后刀面相切,所以刃磨時,鉆頭分別繞Y軸順時針轉過σ3(σ3=π/2-ρ)角,繞X軸向下轉過λ3角,繞Z軸逆時針轉過ω3角。刃磨過渡圓弧刃的目的主要是避免輔助圓柱面與外刃后刀面相交而成的峰尖,改善該處受力,防止新型硬質合金群鉆在鉆削時容易崩刃的情況發(fā)生。

式中:R6為過渡圓弧刃圓弧半徑;
X06,Z06為過渡圓柱面在坐標系中的軸心坐標,可按下述方法求出:
由于過渡圓弧刃與外刃相切,故:

X06由外刃長度來確定。

由坐標變換原理,(X07, Y07,Z07)與(X03, Y03,Z03)的坐標變換式為:
由式(17)、(18)、(19)、(20)和式(26)聯(lián)立即可解得X07,Z07,代入式(25)可求得月牙槽圓弧刃此時在機床坐標系中的數(shù)學方程。
過渡圓弧刃后刀面與月牙槽圓弧刃后刀面相切,所以兩曲線只有一個交點,聯(lián)立方程式(23)、式(25),由方程組唯一解條件即可解得X06,Z06
式中:
將式(54)代入式(50)即得過渡圓弧面后刀面的數(shù)學模型:


2.4 外緣圓弧刃后刀面的數(shù)學模型
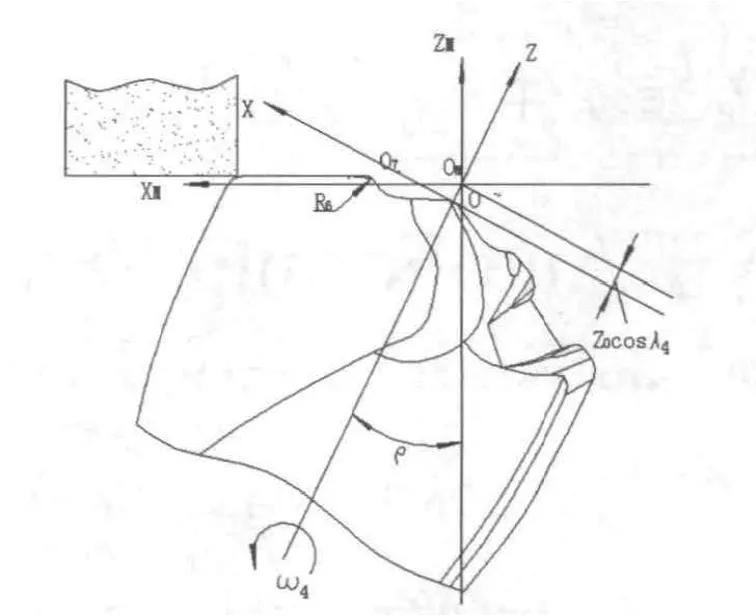
圖5 外緣過渡圓弧刃刃磨原理圖
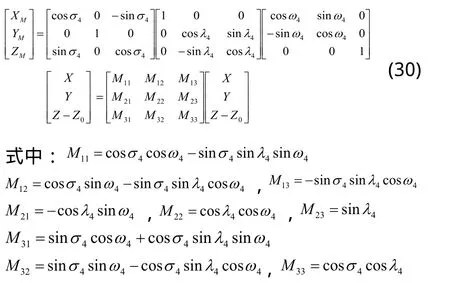
如圖5所示,外緣過渡圓弧刃后刀面為一圓柱面,刃磨時由砂輪的右側作圓弧插補形成,外緣過渡圓弧刃與外刃相切。刃磨時,鉆頭分別繞Y軸順時針轉過σ4角,繞X軸向下轉過λ4角,繞Z軸逆時針轉過ω4角。λ4及ω4的大小與外緣過渡圓弧刃后刀面后角等有關。
由坐標旋轉變換原理可知,此時鉆頭結構坐標系O-XYZ與機床結構坐標系O-XMYMZM的變換矩陣為:
在機床結構坐標系中,外緣過渡圓弧刃后刀面的方程可寫為:

式中(XM08,ZM08)為外緣過渡圓弧刃在機床結構坐標系中的圓心,在鉆頭結構坐標系中,可以求出外緣過渡圓弧刃圓心(X08, Y08,Z08)。

式中, 為尖高, 為外刃長度, 為外刃半頂角
式(X08, Y08,Z08)代入(30)即求得外緣過渡圓弧刃在機床結構坐標系中的圓心坐標(XM08,YM08,ZM08)。
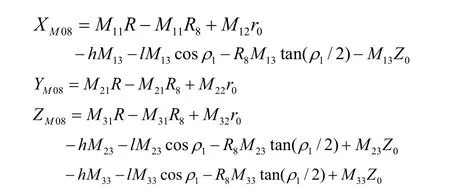
然后將式(30)和(XM08, YM08,ZM08)代入式(31)即可得到外緣過渡圓弧刃后刀面的數(shù)學模型方程。


其他型面的數(shù)學模型和普通群鉆的數(shù)學模型相同,參見文獻[3]、[4]。
3 結束語
本文應用磨削表面坐標變換法從理論角度建立了新型硬質合金群鉆的數(shù)學模型,由于鉆型復雜,鉆頭本身加工難度大,該數(shù)學模型的建立為其在數(shù)控鉆尖磨床上實現(xiàn)自動刃磨提供理論基礎。根據(jù)模型課題組成功開發(fā)了自動編程系統(tǒng)以生成刃磨所需的數(shù)控加工程序并在MK6335A鉆尖磨床上實驗,實現(xiàn)了新型硬質合金群鉆的刃磨如圖6所示。

圖6 新型硬質合金群鉆
實驗表明本文建立的關于新型硬質合金群鉆的數(shù)學模型是可行的,利用該數(shù)學模型開發(fā)的自動編程系統(tǒng)已成功置入新研發(fā)的數(shù)控鉆尖刃磨機床。
[1] Patrick Waurzyniak. Drilling Ho les[J]. Manu facturing Engineering,2000,124(3):84-90
[2] 陳桂平.鉆削技術研究[J].企業(yè)技術開發(fā),2010, 29(5):62-64.
[3] 曹正銓.鉆尖的數(shù)學模型與鉆削實驗研究[M].北京:北京理工大學出版社,1993.
[4] 胡思節(jié),陳桂平.多分屑槽鉆尖的數(shù)學模型[J].湖南大學學報(自然科學版),2002,29(5):76-79.
