超薄整體風力葉輪高效加工技術研究
2013-10-15 01:20:34褚守云
制造業自動化 2013年15期
關鍵詞:振動
褚守云
(常州輕工職業技術學院 機械工程系,常州 213164)
0 引言
整體葉輪常見結構有開式、半開式和閉式等,其加工技術是一直機械制造領域重要的研究對象,目前整體葉輪的主流加工工藝為借助CAD/CAM技術,利用五軸聯動機床實現葉輪的高速切削加工[1,2]。
常用CAD/CAM軟件如Pow erm ill、UG、Mastercam軟件對葉輪這種特別的零件都有定制的專用模塊,用戶只要根據要求選擇相關的曲面、走刀方式、切削參數,軟件就可以自動完成零件的刀路設計,這種模塊實際上是針對某一類具有共同特征零件開發的智能專家加工系統。但受五軸加工設備的限制,該技術存在一些難以突破的問題,主要表現為生產成本高、加工效率低、葉輪的尺寸規格受到限制,葉片的切削系統剛性差,加工過程中易產生振動,特別是開式葉輪,其葉片的厚度以及寬度受到嚴格的控制。
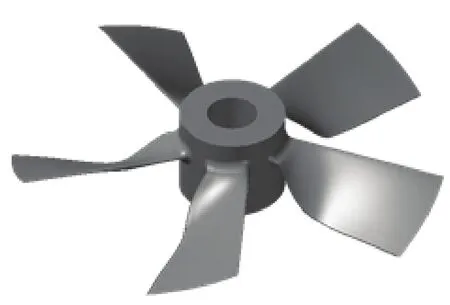
圖1 風力葉輪
1 超薄整體風力葉輪的結構分析
圖1是某單位要求實現高效低成本加工的風力葉輪,材料為固溶處理的硬鋁合金,從結構看,該葉輪也屬于開放式整體葉輪,但又不同于常見葉輪,其五片均勻分布的葉片是幾乎垂直于輪轂的軸向,葉片的形狀為按一定規律變化的扭曲狀曲面,葉片既寬又長,為減小不平衡量,葉片被設計成超薄結構,葉片的中間最厚部分為1.5mm,兩邊最薄部分只有0.3mm,剛性極差,在加工過程中極易變形和振動。
2 超薄整體風力葉輪的加工難點分析
解決超薄整體風力葉輪高效低成本加的關鍵是提高工件的剛性以及加工設備的選擇。
由于葉片的剛性極差,提高工件的剛性必須從設備、刀具、夾具、工件等方面入手綜合考慮,合理制訂出加工工藝,提高葉片的系統剛性,常見的增加葉片剛性的方式是在葉片的外輪廓添加工藝環如圖2所示,待整個葉輪加工完畢再去除工藝環,但由于葉片邊緣太薄,實際加工時刀具還是要破壞葉片輪廓,也有考慮在加工過程中適時增加填充物[3],以增加葉片的剛性,但這種方法耗時長,不能滿足正常生產要求。
關于設備選擇,五軸加工中心是常規的選擇,但其生產成本高,且能加工的零件規格限制比較大,無法滿足要求,再加上目前企業還沒有購買這樣的設備,三軸加工中心成為主要的選擇。

圖2 增加工藝環的葉輪
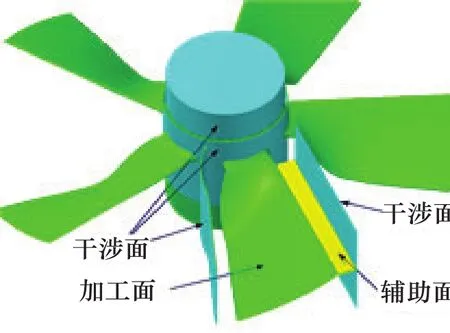
圖3 正面輔助曲面和干涉面的設計
3 超薄整體風力葉輪的刀路設計
基于以上分析,必須尋找一種方法,利用三軸立式加工中心,既能提高提高葉片的剛性,又能滿足生產要求的高效低成本工藝,經反復試驗,我們根據葉片的整體結構,將葉片剖分成上、下兩個加工面,即正面和反面,然后在適當的位置添加一些輔助曲面和干涉面,利用Mastercam軟件設計一種刀路,這種刀路保證葉輪在粗加工是所有葉片都還是一個整體,只有在最后一面精加工時,保證刀具走到哪兒,葉片分離到哪兒,而且要求葉片分離的方向是由外向里移動,這樣就保證葉片在加工過程中未精加工部分始終是一個整體,使葉輪保持足夠的剛性,滿足加工要求。如圖3所示為所設計的葉輪正面輔助曲面和干涉面,為提高葉輪的加工效率,葉片的粗加工刀路設計為插銑加工,精加工刀路設計為平行銑削如圖4所示,葉輪正反面的實體加工模擬仿真結果如圖5和圖6所示。
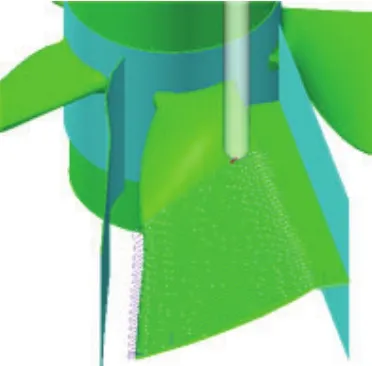
圖4 葉輪的平行銑削刀路

圖5 葉輪正面的模擬加工

圖6 葉輪反面的模擬加工
4 整體葉輪的切削振動控制
為保證工藝方案的可靠性,選擇大連機床廠生產的VDF850立式加工中心進行切削試驗,配置國產華中數控系統。精銑刀具為8mm涂層硬質合金球刀,由于葉片超薄,在實際切削過程中還是出現了切削振動,工件表面出現振痕如圖7所示,嚴重影響葉片的加工質量。
由于產生切削振動的因素很復雜[4,5],在加工設備及數控操作系統選定的條件下,銑削加工產生振動的主要因素是刀具和銑削參數。為了消除振動,一般采用降低銑削參數的方法,這使得機床、刀具的性能得不到充分的發揮,降低了生產效率。為此必須對產生加工振動的因素進行分析、優化。根據機床最高轉速和刀具精加工的切削參數設計若干組切削速度、進給速度和背吃刀量進行切削試驗,利用振動采集機床的振動信號,利用交流功率傳感器采集機床主軸的瞬時功率,然后計算出加工時實際扭矩:M=9549P/S。
式中: M 為扭矩,單位(N·m);P 為主軸功率.單位(kW),S 為主軸轉速,單位(r/m in)。
通過比較實際扭矩M與k M額的大小,(其中:k為機床的切削負載系數,M額為機床的額定扭矩)調整切削參數,采用0.618迭代法確定最優的切削參數如下:切削速度n=5500rpm,進給速度f=4000mm/m in背吃刀量ap=0.12mm,優化后的葉片表面質量如圖8所示。
除了切削參數,數控系統的好壞也是影響切削振動的關鍵因素。數控系統不光要具備很高的數據運算、存儲及傳輸的能力,以處理大量的插補和控制數據,更要具備強大的前瞻功能,以保持最佳的進給速度和加速度的穩定性,保證刀具在切削過程中狀態平穩,減少震顫[6,7]。車間現有同類型加工中心的數控系統有華中、FANUC和SIMENS,試驗證明,采用優化過的銑削參數在不同的數控系統上加工,表面質量具有明顯的差異,相比其他系統,SIMENS系統略勝一籌,圖9所示為配作SIMENS系統的加工中心加工的葉片,其表面光滑,滿足技術要求,葉輪最終加工的產品狀態如圖10所示。
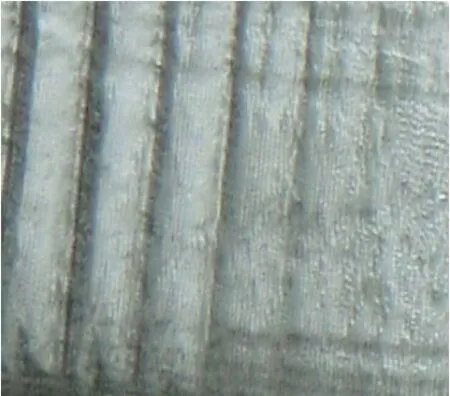
圖7 葉片表面的切削振痕

圖8 優化切削參數后表面

圖9 選擇SIMENS系統的表面

圖10 葉輪的成品狀態
5 結束語
通過對開式超薄整體風力葉輪的結構分析,利用Mastercam軟件在三軸加工中心實現了葉輪的高效低成本加工,實踐證明該工藝切實可行,突破了該類型葉輪對加工設備規格的限制,為大規格、超薄葉輪的加工提供了一種新思路。
[1] 郭凱,劉獻禮,程耀楠等.開式整體葉輪加工關鍵工藝技術研究[J], 航空精密制造技術,2012,48(3):34-40.
[2] 吳偉.DMU-100T 五軸聯動加工中心加工閉式葉輪[J].現代制造工程,2006,9:140-142.
[3] 賈廣杰.薄壁殼體石蠟填充高速加工法[J].新技術新工藝,2009,(3):4-6.
[4] 李康舉,劉永賢,馮保中等.TH5650銑削加工中心變參數切削振動控制[J],沈陽工業大學學報,2012,34(2):173-179.
[5] 宋清華,艾興,萬熠,等.銑削系統穩定性判定新方法研究[J].機械強度,2008,30(5):718-722.
[6] 江衛華,文小玲.高速高精度運動軌跡控制方案[J].組合機床與自動化加工技術,2006(9):60- 61.
[7] 于金剛,林滸,張曉輝等.一種新型的Jerk連續加減速控制方法研究[J].組合機床與自動化加工技術,2009(8):61-67.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
