數(shù)值模擬技術(shù)在鎂鋁合金鑄件工藝設(shè)計和優(yōu)化中的應(yīng)用
2013-10-17 13:29:14李梅
制造業(yè)自動化 2013年21期
關(guān)鍵詞:工藝
李 梅
LI Mei
(陜西廣播電視大學(xué),西安 710068)
0 引言
鎂鋁合金因其優(yōu)良的特性而被廣泛使用。鎂鋁合金相較于其他應(yīng)用廣泛的金屬具有密度小、剛性好和強(qiáng)度高等特點,而其優(yōu)良的導(dǎo)熱性和電磁屏蔽性能減輕了電磁輻射對人體的危害,因而其廣泛應(yīng)用于尺寸要求很薄的筆記本電腦外殼、手機(jī)的外殼以及DVD門蓋板等電子產(chǎn)品零件[1]。而鑄造鎂鋁合金鑄件由于其彈性模量大、比強(qiáng)度高、能承受較大沖擊載荷而消震性好,較高的抗堿腐蝕性和耐有機(jī)物性,因而大量用于航空航天、化工、壓力容器、運輸及火箭制造等領(lǐng)域。
隨著鑄件的結(jié)構(gòu)形狀越來越復(fù)雜,以及對鑄造質(zhì)量、強(qiáng)度、壽命和可靠性的要求不斷提高,傳統(tǒng)的以工程經(jīng)驗和工藝試驗為主的鑄造工藝設(shè)計方法已經(jīng)遠(yuǎn)遠(yuǎn)不能滿足鑄造行業(yè)的快速發(fā)展和突破[2],而數(shù)值模擬技術(shù)在鑄件實際生產(chǎn)中的廣泛應(yīng)用和取得的良好經(jīng)濟(jì)效益,都充分驗證了鑄造模擬軟件對鑄造過程模擬的準(zhǔn)確性和實用性。
目前運用比較廣泛的專業(yè)的鑄造模擬軟件,國內(nèi)廠商設(shè)計的有華鑄CAE、CASTsoft等,國外比較著名的有韓國廠商設(shè)計的Magma和AnyCasting、美國Finite Solutions公司設(shè)計的Solidcast、法國ESI公司設(shè)計的Procast等軟件產(chǎn)品。這些軟件產(chǎn)品都是基于有限差分法(FDM)或有限元法(FEM)的數(shù)值計算方法,能模擬鑄件的充型過程和凝固過程的流場、溫度場分布,鑄件的缺陷分布[3]。因此,可以說鑄造模擬軟件的開發(fā),為鑄造技術(shù)的快速發(fā)展起到了極大的促進(jìn)作用。
本文將介紹一款在國內(nèi)鑄造行業(yè)應(yīng)用廣泛的鑄造模擬軟件AnyCasting,并運用其中的金屬型重力鑄造模塊來仿真一種鎂鋁合金鑄件的鑄造流程。運用AnyCasting的工藝模擬計算功能,得到鑄件充型過程和凝固過程中的溫度場分布以及鑄造缺陷分布情況,對于鑄件缺陷采取有針對性的改進(jìn),并對改進(jìn)后的工藝方案進(jìn)行再次模擬,直到鑄件的鑄造工藝方案趨于合理為止,而合理的鑄造工藝方案將會提高鑄件的質(zhì)量和成品率,保證產(chǎn)品的工藝穩(wěn)定性。
1 重力鑄造技術(shù)及其理論分析基礎(chǔ)
1.1 重力鑄造技術(shù)簡介
重力鑄造是將金屬液注入鑄型中,金屬液在自身重力的作用下充滿型腔的一種鑄造方法,重力鑄造的澆鑄方法有多種,如金屬型澆鑄、砂型澆鑄、消失模澆鑄、熔模澆鑄和泥模澆鑄等,本文中鎂鋁合金鑄件的澆鑄方式為金屬型澆鑄。
金屬型重力鑄造的模具一般采用耐熱的合金鋼,其鑄型模具可以重復(fù)多次使用,因而其模具的壽命長,鑄件的生產(chǎn)效率也高。金屬型重力鑄造有其自身的優(yōu)點[4],其鑄件的表面質(zhì)量和尺寸精度都有很好的保障,而且其鑄件的強(qiáng)度相對于同規(guī)格的砂型鑄件要高。雖然其模具采用的是耐熱的合金鋼,但在實際生產(chǎn)中其耐熱性能也是有限的,因而金屬型澆鑄的應(yīng)用范圍主要限于鎂合金、鋁合金和鋅合金等有色合金的鑄造,對于黑色和金的鑄造則很少采用。金屬型鑄造也存在一些不足的地方,比如其模具的材料費和加工費較為昂貴,平均到鑄件上的成本相對也高些,因而對于小批量和大型鑄件的生產(chǎn)來說不劃算,所以金屬型鑄造技術(shù)很少應(yīng)用于小批量生產(chǎn)的場合。
1.2 鑄造模擬軟件的理論基礎(chǔ)
本文所采用的三維鑄造模擬軟件是AnyCasting,其數(shù)值模擬算法是基于復(fù)合方法SOLA-VOF的,其中的SOLA算法被用于模擬金屬流體的壓力場和速度場的,采用有限差分法對其進(jìn)行迭代求解,而VOF算法被用于模擬金屬流體自由表面,同樣也是采用有限差分法來處理。
對于重力鑄造的整個過程,要滿足質(zhì)量守恒定律、動量守恒定律和能量守恒定律,其流動過程是基于傅里葉方程(Fourier方程)和納維葉-斯托克斯方程(Navier-Stokes方程)耦合求解得到的,其傳熱過程是基于傅里葉方程(Fourier方程,其包含了相變潛熱)求解所得的[5]。
鎂鋁合金鑄造的過程中,如果工藝參數(shù)不合理將會產(chǎn)生鑄造缺陷如縮松和縮孔等,這些鑄造缺陷將會影響鑄件的機(jī)械性能和疲勞壽命,而對于鑄件縮松分布模擬的準(zhǔn)確性就顯得很有意義了。在AnyCasting軟件中選取鑄件的殘余熔體模數(shù)RM這個參數(shù)來表征鑄件的縮松分布情況,RM表示殘余熔體模數(shù),其值越大說明出現(xiàn)縮松的概率較大,其值越小說明出現(xiàn)縮松的概率較小。
1.3 重力鑄造模擬仿真的基本流程
本文以鎂鋁合金鑄件的金屬型重力鑄造為例,模擬其充型和凝固過程,將理論分析、計算機(jī)仿真和實驗研究方法相結(jié)合[6]。采用軟件AnyCasting為研究工具,其大體的計算流程包括前處理(模型的導(dǎo)入、模型材料的選取、網(wǎng)格劃分)、分析類型的選取、鑄造方式的選取、鑄件材料的選取、結(jié)果計算、計算結(jié)果的后處理、鑄造工藝的改進(jìn)。而鑄造工藝設(shè)計和模擬的流程方框圖如圖1所示,可以看出其在整個流程中的重要性。
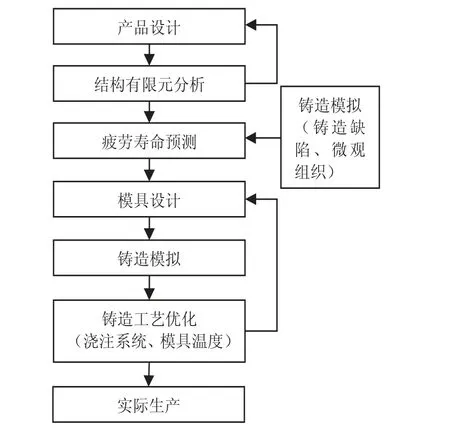
圖1 重力鑄造模擬仿真的基本流程
2 計算實例
2.1 鑄件模型的建立
本文所要研究的是某鑄造廠生產(chǎn)的殼型鎂鋁合金鑄件,其鑄造工藝采用的是金屬型重力鑄造,其三維模型如圖2所示,用三維造型軟件Proe畫出其模型并保存成STL格式,便于模型輸入到AnyCasting軟件中。
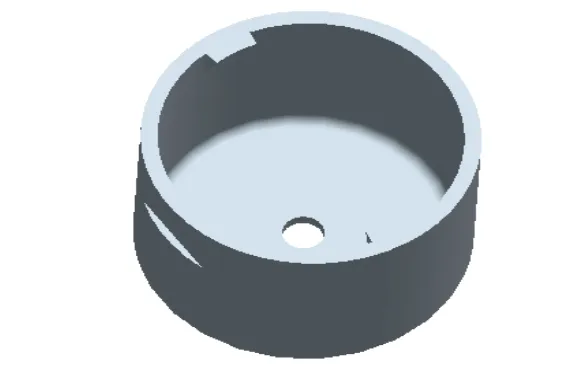
圖2 鑄件的三維模型
本鑄件材料牌號為AZ91D,此材料為鑄造用鎂鋁合金,有較高的強(qiáng)度和耐堿性,可以應(yīng)用于接觸各類堿性物質(zhì)的設(shè)備,因此廣泛用于閥體零件、壓力容器等中小型鑄件的鑄造。其主要的化學(xué)成分和材料參數(shù)如表1和2所示。
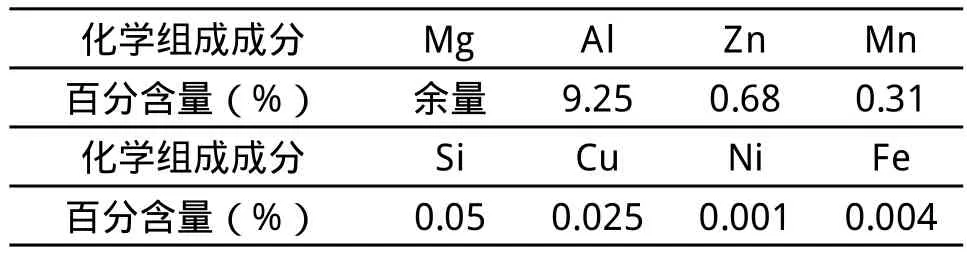
表1 AZ91D鎂鋁合金的化學(xué)組成成分

表2 AZ91D鎂鋁合金的材料參數(shù)
2.2 鑄造工藝方案設(shè)計
本文所研究的鑄件屬于大中型薄壁鑄造鎂鋁合金件,雖然其結(jié)構(gòu)簡單但對于鑄件的表面質(zhì)量要求較高,而且鑄件用于特殊的高壓場合,其工作環(huán)境較為惡劣,因而對鑄件鑄造質(zhì)量的要求也高,盡量避免鑄造缺陷的產(chǎn)生。鑄造方式選用金屬型重力鑄造,鑄件材料為鑄件材料為AZ91D鎂鋁合金,鑄型材料為45#鋼,其澆注溫度為760℃。
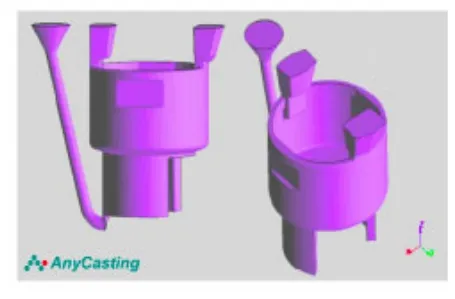
圖3 鑄件的澆鑄工藝圖

圖4 鑄件的凝固過程模擬結(jié)果
鑄件的工藝方案設(shè)計包括鑄件的毛坯(包含鑄件的機(jī)加工余量)、工藝布置、澆注系統(tǒng)的大小和位置、冒口的大小和位置等,根據(jù)工程經(jīng)驗和相似鑄件的工藝方案,并考慮鑄件關(guān)鍵位置的力學(xué)性能和實現(xiàn)各部位順序凝固,擬定了本鑄件的鑄造工藝方案,具體的鑄件及鑄型的三維模型如圖3所示,圖中的兩個模型分別為澆鑄工藝的正面圖和斜45度圖,其中鑄件毛坯的外形尺寸為240×240×310,前處理后的網(wǎng)格數(shù)大約640萬個。
對于鑄件系統(tǒng)的鑄件毛坯和其他輔助系統(tǒng)的建模,要保證模型的大小、位置與實際生產(chǎn)的情況一致;對于相互間孤立的系統(tǒng),如澆注系統(tǒng)、鑄件毛坯和冒口系統(tǒng)等,在建模時要分散其分布;對于材料相同的工藝部件要作為整體的STL文件輸入到工藝模擬中。
2.3 鑄造工藝的模擬結(jié)果分析
鑄造工藝方案確定后,將其輸入到軟件AnyCasting的工藝模擬模塊中,對鑄件重力鑄造的凝固過程、溫度場分布以及缺陷分布進(jìn)行模擬,得到了如圖4~圖6所示的凝固進(jìn)程模擬結(jié)果、鑄件溫度場模擬結(jié)果和鑄件缺陷模擬結(jié)果。
通過對模擬結(jié)果的觀察,特別是圖6鑄件縮松缺陷結(jié)果,可以看出在此鑄造工藝方案下,鑄件出現(xiàn)了6個部位的縮松現(xiàn)象。主要原因是在這些部位產(chǎn)生了熱節(jié)現(xiàn)象,從圖4鑄件的凝固進(jìn)程和圖5鑄件凝固過程的溫度場分布可以明顯看出,在出現(xiàn)縮松的部位產(chǎn)生了熱節(jié),這些部位的凝固速度要比其他部位的凝固速度慢,相同時刻的溫度要高于其他部位,導(dǎo)致其他部位凝固的早,而熱節(jié)部位成為孤立的熱熔池而最后凝固,最后形成了縮孔缺陷。因此,需要對此鑄造工藝方案進(jìn)行改進(jìn)來消除鑄造缺陷。
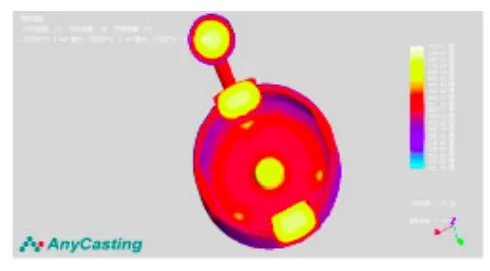
圖5 凝固過程溫度場分布圖
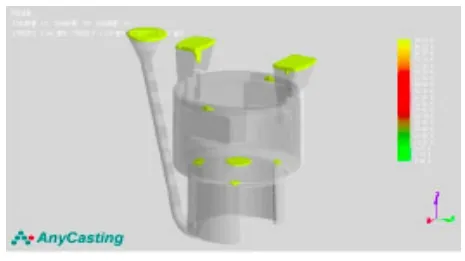
圖6 鑄件的縮松缺陷分布圖
2.4 鑄造工藝方案的改進(jìn)
從工藝模擬結(jié)果中,可以看出6個產(chǎn)生縮松的部位中,有4個處于鑄件底部的中間位置,有2個處于鑄件上沿的冒口部位。基于上述分析,進(jìn)行如下的工藝改進(jìn):1)在鑄件底部的熱節(jié)位置處放置冷鐵塊對熱節(jié)部位進(jìn)行加速冷卻;2)在鑄件的上沿處增加冒口設(shè)計對鑄件進(jìn)行補(bǔ)縮,改進(jìn)后的鑄件澆注系統(tǒng)三維模型如圖7所示。通過軟件的工藝模擬功能進(jìn)行再次模擬,得到的凝固進(jìn)程圖、凝固過程的溫度場分布圖和鑄件缺陷分布圖如圖8~圖10所示。

圖7 改進(jìn)后的澆鑄工藝圖
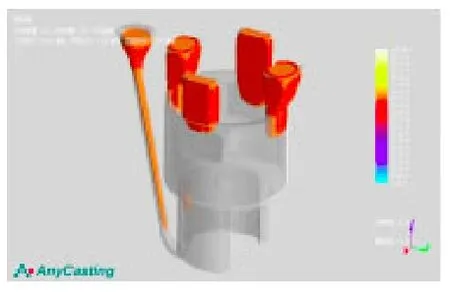
圖8 改進(jìn)后的凝固過程模擬結(jié)果
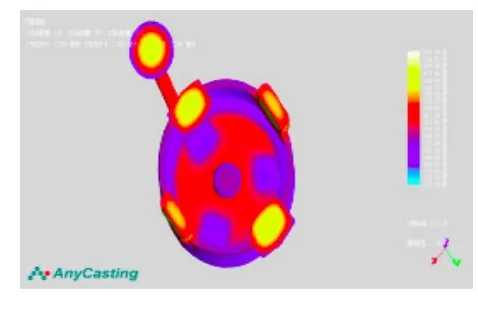
圖9 改進(jìn)后的凝固過程溫度場分布圖

圖10 改進(jìn)后的縮松缺陷分布圖
通過凝固過程的溫度場分布圖和鑄件缺陷分布圖可以看出,添加冷鐵后的部位凝固速度明顯加快,和周圍其他部位的凝固時間相差無幾,因而縮松缺陷消除了;通過凝固進(jìn)程圖和鑄件缺陷分布圖,添加冒口設(shè)計后的縮松缺陷得到了有效的補(bǔ)縮,明顯移入到冒口內(nèi)。通過添加冷鐵塊和冒口設(shè)計后,鑄件的鑄造缺陷基本消除,其鑄造工藝方案因為基本確定,能投入到實際生產(chǎn)。
3 結(jié)束語
本文介紹了數(shù)值模擬技術(shù)在鎂鋁合金鑄造生產(chǎn)中的應(yīng)用,并運用三維鑄造模擬軟件AnyCasting模擬了殼類鎂鋁合金鑄件的鑄造凝固過程和缺陷分布情況,并針對出現(xiàn)的鑄造缺陷進(jìn)行相應(yīng)的工藝改進(jìn),經(jīng)驗證改進(jìn)后的工藝方案符合實際的生產(chǎn)要求。因此,模擬鑄造軟件在實際生產(chǎn)中的應(yīng)用,能指導(dǎo)鑄件的工藝方案優(yōu)化,提高產(chǎn)品的成型率和產(chǎn)品的機(jī)械性能,減少傳統(tǒng)鑄件設(shè)計方法中的資源浪費并縮短產(chǎn)品的成型周期。
[1] 柳百成.鑄造工程的模擬仿真與質(zhì)量控制[M].北京:清華大學(xué)出版社,2002.
[2] 范英俊.鑄造手冊之特種鑄造[M].北京:機(jī)械工業(yè)出版社,2003.
[3] 荊濤.凝固過程數(shù)值模擬[M].北京:電子工業(yè)出版社,2002.
[4] 徐宏.鑄造過程模擬仿真及工藝設(shè)計[M].北京:國防工業(yè)出版社,2011.
[5] 楊寵,林漢同,劉瑞祥.我國壓鑄模CAD/CAE/CAM及其一體化技術(shù)[J].特種鑄造及有色合金,2001(2):26-29.
[6] 縱榮榮.金屬型重力鑄造鋁活塞流場和溫度場的數(shù)值模擬[D].合肥:合肥工業(yè)大學(xué),2010.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
