折流板與殼體組裝間隙量最小化的控制*
2013-10-17 06:57:28劉敏
低溫與特氣 2013年2期
劉 敏
(大連冷凍機股份有限公司,遼寧大連 116033)
制冷裝置用壓力容器中的管殼式換熱器,折流板與殼體組裝的間隙量是保證其換熱效率的重要指標。從工藝上如何保證將折流板與圓筒的間隙量控制在最小程度,為設計者對“換熱器進行優化設計,提高換熱效率,滿足能效要求”提供工藝保障。這一點也符合TSG R0004—2009《固定式壓力容器安全技術監察規程》3.7節能要求中 (2)條的原則要求。
1 換熱器殼體的技術參數
制冷裝置用壓力容器的管殼式換熱器通常情況下直徑較小,殼體長度基本不超過4000 mm,考慮冷成形設備加工能力等因素,將殼體設計為捆扎式殼體,其基本技術參數見表l規定。
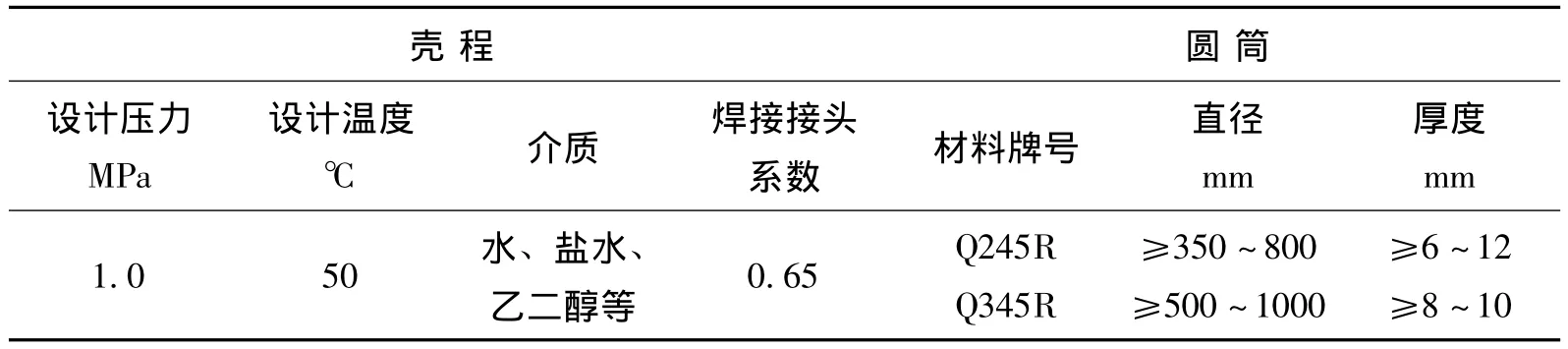
表1 技術參數表Table 1 Technical parameter table
2 殼體與管束組裝結構的確定
2.1 捆扎式殼體結構
按NB/T 47012—2012(JB 4750) 《制冷裝置用壓力容器》關于折流板外徑及允許偏差的規定見表2。
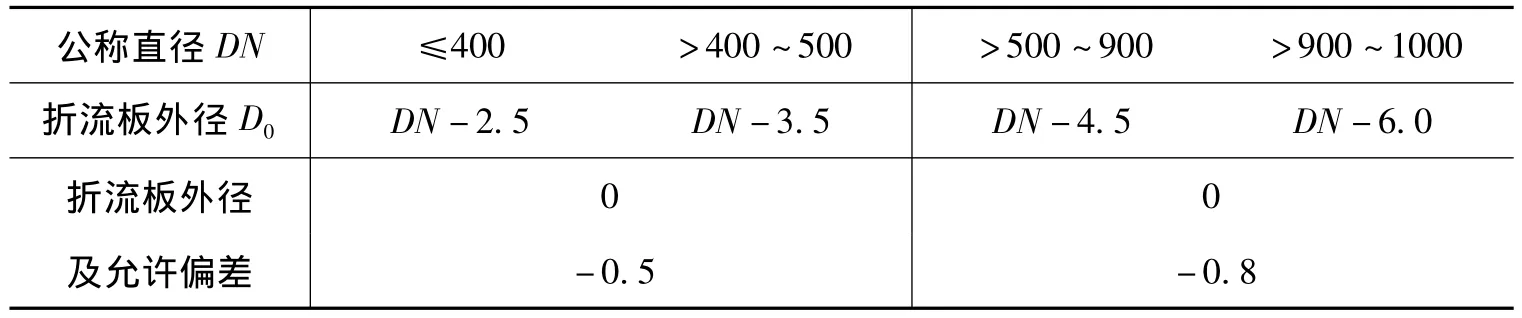
表2 折流板外徑及允許偏差Table 2 The baffle plate diameter and tolerance(mm)
從表2看出,當公稱直徑DN按區域劃分越大,折流板外徑D0與殼體組裝的允許間隙量越大,這樣會導致折流效果變差。如果將折流板外與殼體組裝的間隙控制在最小化,甚至間隙量為零時,那么折流效果為最佳狀態。圖1所示便是采用捆扎式殼體與管束組裝的結構形式。這種結構形成基本保證了折流板外徑與殼體的間隙量為最小化,甚至達到間隙量為零的理想狀態。
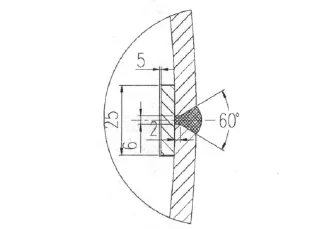
圖1 捆扎式殼體Fig.1 Binding type shell
2.2 有機材料折流板的選用
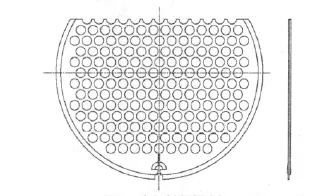
圖2 有機材料折流板Fig.2 Organic material baffle
當采用無縫鋼管作圓筒時,折流板名義外徑為無縫鋼管的實際內徑減2~4 mm。為解決這一問題,首先根據卷板機設備的能力,將DN為426 mm、377 mm兩種規格的無縫鋼管改為鋼板卷制的圓筒進行捆扎。對DN<377 mm的無縫鋼管,則采用有機材料折流板,這樣可使折流板外徑與圓筒公稱內徑DN相等或過盈,見圖2所示。
3 圓筒結構
鋼板卷制的圓筒應為一節,長度根據卷板機輥輪的有效長度而確定,一般不應超過4000 mm,這樣以確保符合TSG R0004—2009《固定式壓力容器安全技術監察規程》4.2.3節中 “……不宜采用十字焊縫。”的要求。卷制成形的圓筒,其縱縫對接處留間隙約25 mm以便組裝管束,見圖3所示。
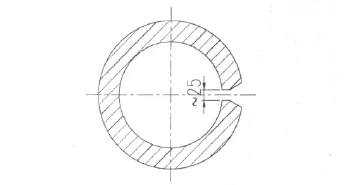
圖3 縱縫對接處間隙Fig.3 Longitudinal butt joint gap
4 主要加工工藝過程
4.1 折流板外徑尺寸
折流板外徑最終加工尺寸為:
(1)鋼制折流板,外徑D0應與圓筒公稱直徑DN相等,允許偏差應控制在上偏差+0.3 mm,下偏差0。并在折流板與殼體縱縫側加工25.5 mm×5 mm的矩形缺口,以方便縱縫金屬襯墊的安裝,見圖4所示。
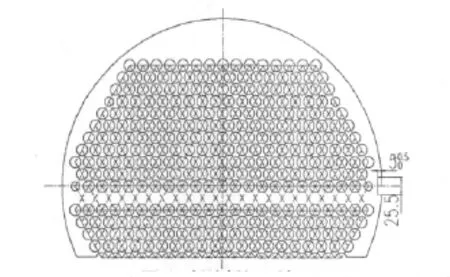
圖4 折流板矩形缺口Fig.4 Baffled rectangular notch
(2)有機材料折流板,外徑D0應與圓筒公稱直徑DN相等,允許偏差應控制在過盈狀態,見圖2所示。
4.2 圓筒加工
4.2.1 圓筒下料尺寸
圓筒下料尺寸是直接影響殼體與管束進行捆扎后控制折流板與殼體間隙的重要因素,下料尺寸以中徑為基準時按式 (1)計算,以外徑為基準時按式 (2)計算,以內徑為基準時按式 (3)計算。

式中,L為圓筒下料展開周長,mm;π為圓周率,取π=3.1415;DN為圓筒公稱直徑,mm;δ為圓筒名義板厚,mm;e為殼體捆扎后縱縫組對間隙量,見圖1所示,mm;圓筒名義板厚,當δ=6~8 mm時,取e為3 mm;當δ=10~12 mm時,取e為4 mm。
4.2.2 坡口加工
坡口加工采用數控等離子火焰切割時,按實際下料尺寸,可將坡口一次切割成形。如果采用刨邊機加工坡口時,應留刨邊余量3~5 mm。
4.2.3 圓筒卷制
采用帶預彎裝置的四輥卷板機對圓筒進行卷制,縱縫每側直邊段不宜超過15 mm,其縱縫對接處留間隙約25 mm,以便組裝管束,見圖3所示。
4.2.4 管束制作
管束制作的重點是將殼體縱縫沿根部通長的金屬襯墊與折流板鑲配緊密,以保證管束與圓筒組裝后,殼體進行捆扎的順利及間隙量控制在最小化的范圍內,見圖5所示。

圖5 金屬襯墊與管束組裝Fig.5 Metal liner and the bundle assembly
4.2.5 殼體捆扎
將管束裝入殼體內,金屬襯墊與圓筒一端點焊固定,然后采用捆扎專用設備對殼體進行緩慢、均勻捆扎,在保證縱縫組對間隙量e達到要求后,將縱縫與金屬襯墊點焊固定,見圖6所示。
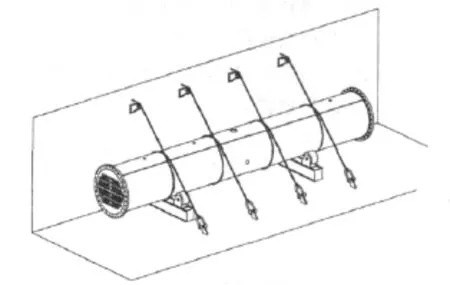
圖6 殼體捆扎Fig.6 Shell strapping
4.2.6 殼體縱縫及環縫焊接
采用專用焊接設備首先完成縱縫的焊接,然后對圓筒與兩端管板的環焊縫同步進行焊接,見圖7所示。
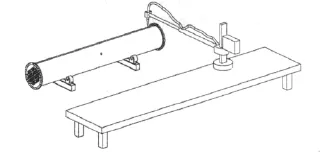
圖7 殼體縱縫及環縫的焊接Fig.7 Shell longitudinal seam welding
5 結語
在機組試車的測試中,采用捆扎式結構的換熱器比不采用捆扎式的換熱效果提高10%左右,而對小直徑的無縫鋼管作圓筒時,采用有機材料作折流板其換熱效果更佳,可提高15%左右。但是有機材料的折流板其剛度遠不如鋼制折流板,在選用時對公稱直徑DN大于500 mm的殼體不建議采用。在流體總壓力降允許范圍內,縮短折流板的間距也是提高換熱效果的一種重要手段。這對機組的輕型化、小型化進行經濟性,合理性的選材及確定結構尺寸,進行設計、制造及驗收提供依據。
[1]TSG R0004—2009 固定式壓力容器安全技術監察規程[S].
[2]NB/T 47012—2010(JB 4750) 制冷裝置用壓力容器[S].
