曲軸氣體軟氮化冷卻介質(zhì)的改進(jìn)
2013-10-21 00:57:10周陸飛
機(jī)械工程材料 2013年4期
周陸飛
(無錫職業(yè)技術(shù)學(xué)院,無錫 214121)
0 引言
曲軸是柴油機(jī)上最關(guān)鍵的零部件之一,其質(zhì)量的好壞直接影響到柴油機(jī)的使用性能及各項(xiàng)技術(shù)指標(biāo)。目前,柴油機(jī)曲軸的材料一般選用40CrMoA、40Cr等中碳合金鋼和球墨鑄鐵,其中常用的球墨鑄鐵牌號為QT800-2珠光體球鐵。實(shí)踐表明,經(jīng)軟氮化后能顯著提高零件的疲勞強(qiáng)度[1],加入少量氧的軟氮化處理的零件比一般氣體軟氮化具有更高的表面硬度,化合物層厚度顯著增加,耐磨性能和疲勞性能均較好[2]。其加工工藝是:鑄造→機(jī)加工→正火→回火→軟氮化。曲軸的技術(shù)要求(企業(yè)標(biāo)準(zhǔn))是:氮化層硬度不小于550 HV1,氮化層深度不小于0.10mm,曲軸跳動量不大于0.04mm。柴油機(jī)曲軸氣體軟氮化冷卻介質(zhì)以前多采用46#機(jī)油,生產(chǎn)的曲軸質(zhì)量較穩(wěn)定,但由于機(jī)油在生產(chǎn)中產(chǎn)生的油煙污染空氣,不利于環(huán)保和操作工人的健康,同時機(jī)油容易著火不利于安全生產(chǎn),容易老化提高了生產(chǎn)成本。隨著企業(yè)全面貫徹ISO/TS14001 和ISO/TS28001質(zhì)量標(biāo)準(zhǔn)體系及環(huán)保和現(xiàn)場管理要求的不斷提升,46#機(jī)油已無法滿足要求,有必要研究新的軟氮化冷卻介質(zhì)來代替機(jī)油。
作者調(diào)查了目前市場上量大面廣的幾種冷卻介質(zhì),根據(jù)多方面的因素綜合考慮,擬采用某廠生產(chǎn)的環(huán)保性PAG 水溶性淬火介質(zhì)ZY747來替代46#機(jī)油作為曲軸氣體軟氮化冷卻介質(zhì),對其可行性進(jìn)行了研究和分析。
1 試樣制備與試驗(yàn)方法
1.1 試樣制備
試樣選用的是4 缸柴油機(jī)(CA4DL-19E4)曲軸,材料為QT800-2,其化學(xué)成分見表1。
柴油機(jī)曲軸軟氮化前的預(yù)處理工藝是正火,正火溫度是(920±10)℃,保溫時間為3h。軟氮化的設(shè)備是SL80-168型井式氣體軟氮化爐,冷卻設(shè)備是鑄鏈淬火爐冷卻池。加熱溫度為(550±10)℃,裝爐時升溫排氣1h(排氣僅通CO2)后,保溫3.5h;軟氮化用氨氣選用的是灌裝氣,純度為99.9%,通入量為(2 200±200)L·h-1;CO2通入量為5~6L·min-1;爐壓300~700Pa;冷卻介質(zhì)為ZY747水基淬火介質(zhì),質(zhì)量分?jǐn)?shù)為14%,根據(jù)需要,可調(diào)配出不同濃度的介質(zhì)。

表1 QT800-2球鐵化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition of QT800-2ductile iron(mass) %
曲軸軟氮化后先取出,在空氣中預(yù)冷不同時間后(5,8,10min),再放入淬火介質(zhì)中,淬火介質(zhì)的質(zhì)量分?jǐn)?shù)分別采用10%,11%,12%,13%,其他工藝參數(shù)不變。另外,以46#機(jī)油作為曲軸氣體軟氮化冷卻介質(zhì),做對比試驗(yàn)。每種條件取5個試樣進(jìn)行試驗(yàn)。
1.2 試驗(yàn)方法
以曲軸第一檔主軸頸及小頭軸頸為基準(zhǔn),采用鐘式百分表測量中間檔主軸頸的最大跳動量;采用MH-6型顯微硬度計(jì)檢測氮化層的硬度,載荷為100N,載荷保持時間為5~10s;在PCD-1型疲勞試驗(yàn)機(jī)上測曲軸疲勞壽命,彎矩為2 000N·m,電流為0.6A,頻率為66.2Hz;在4XC型光學(xué)顯微鏡上觀察隨爐試樣橫截面上的顯微組織,采用的腐蝕劑是亞硒酸溶液(亞硒酸5g,鹽酸10 mL,乙醇100mL)。
2 試驗(yàn)結(jié)果與討論
2.1 跳動量
從表2中可以看出,預(yù)冷時間不同,曲軸冷卻后的跳動量也不同,當(dāng)預(yù)冷時間為10min時,曲軸跳動量全部滿足技術(shù)質(zhì)量要求。
從表3中可以看出,當(dāng)ZY747水基淬火介質(zhì)的質(zhì)量分?jǐn)?shù)大于12%,冷卻速率小于52 ℃·s-1時,曲軸的跳動量均能滿足技術(shù)質(zhì)量要求。就ZY747水基淬火介質(zhì)而言,使用的濃度越高,單位消耗值就越大,使用成本就越高。
綜合跳動量考慮,選擇預(yù)冷時間為10 min,淬火介質(zhì)的質(zhì)量分?jǐn)?shù)大于13%。
2.2 疲勞壽命
從表4可以看出,曲軸氣體軟氮化的冷卻介質(zhì)對其疲勞性能的影響甚微。
2.3 顯微組織
由圖1可以看出,曲軸氮化層的最表面是ε相,接著 是 由ε-Fe3N、Fe3C 構(gòu) 成 的 化 合 物 層(白 亮層)[3]。通過顯微組織觀察發(fā)現(xiàn),采用46#機(jī)油和采用ZY747水基淬火介質(zhì)進(jìn)行軟氮化冷卻后獲得的基體組織和氮化層組織基本相同,但采用ZY747水基淬火介質(zhì)的氮化層組織中有明顯的白亮層(見圖1)。
2.4 氮化層硬度和脆性
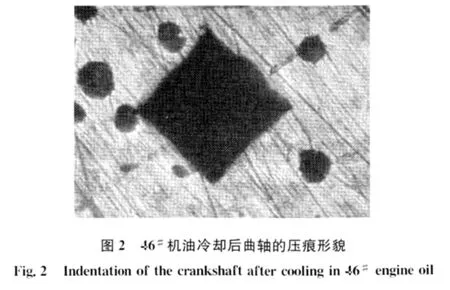
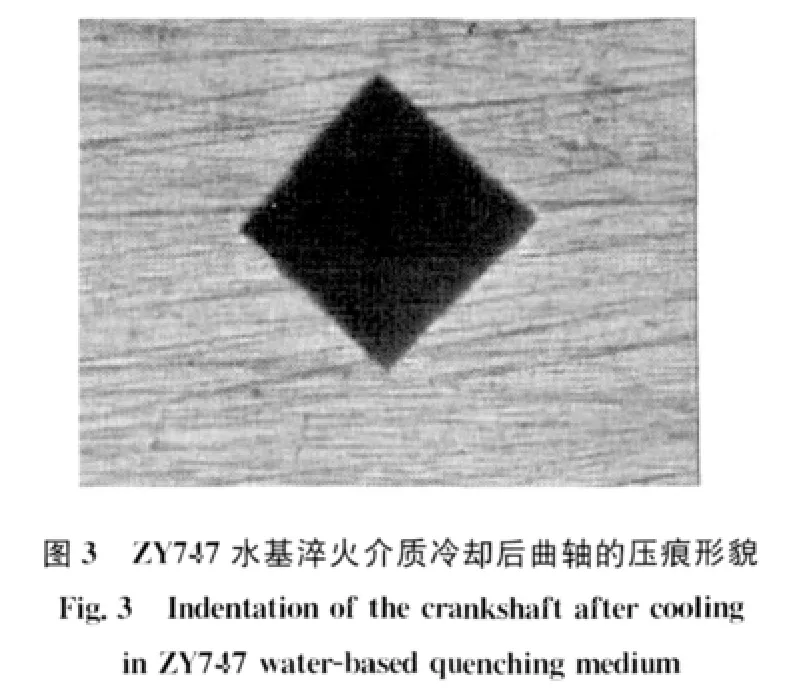
分別從采用46#機(jī)油和采用ZY747水基淬火介質(zhì)作為冷卻介質(zhì)得到曲軸上進(jìn)行取樣進(jìn)行氮化層硬度與脆性檢測,硬度檢測結(jié)果見表5。兩個試樣的硬度壓痕形貌見圖2和圖3,可知壓痕上均無碎裂現(xiàn)象,根據(jù)GB/T 11354-1989《鋼鐵零件滲氮層深度測定和金相組織檢驗(yàn)》標(biāo)準(zhǔn)的規(guī)定,兩個試樣的脆性等級均為1級。
由表5及圖1和圖2可見,采用46#機(jī)油和采用ZY747水基淬火介質(zhì)進(jìn)行曲軸氣體軟氮化冷卻所獲得的氮化層組織硬度和脆性基本相同,均滿足技術(shù)要求,也進(jìn)一步驗(yàn)證了氮化層組織特性與冷卻介質(zhì)關(guān)系不大。
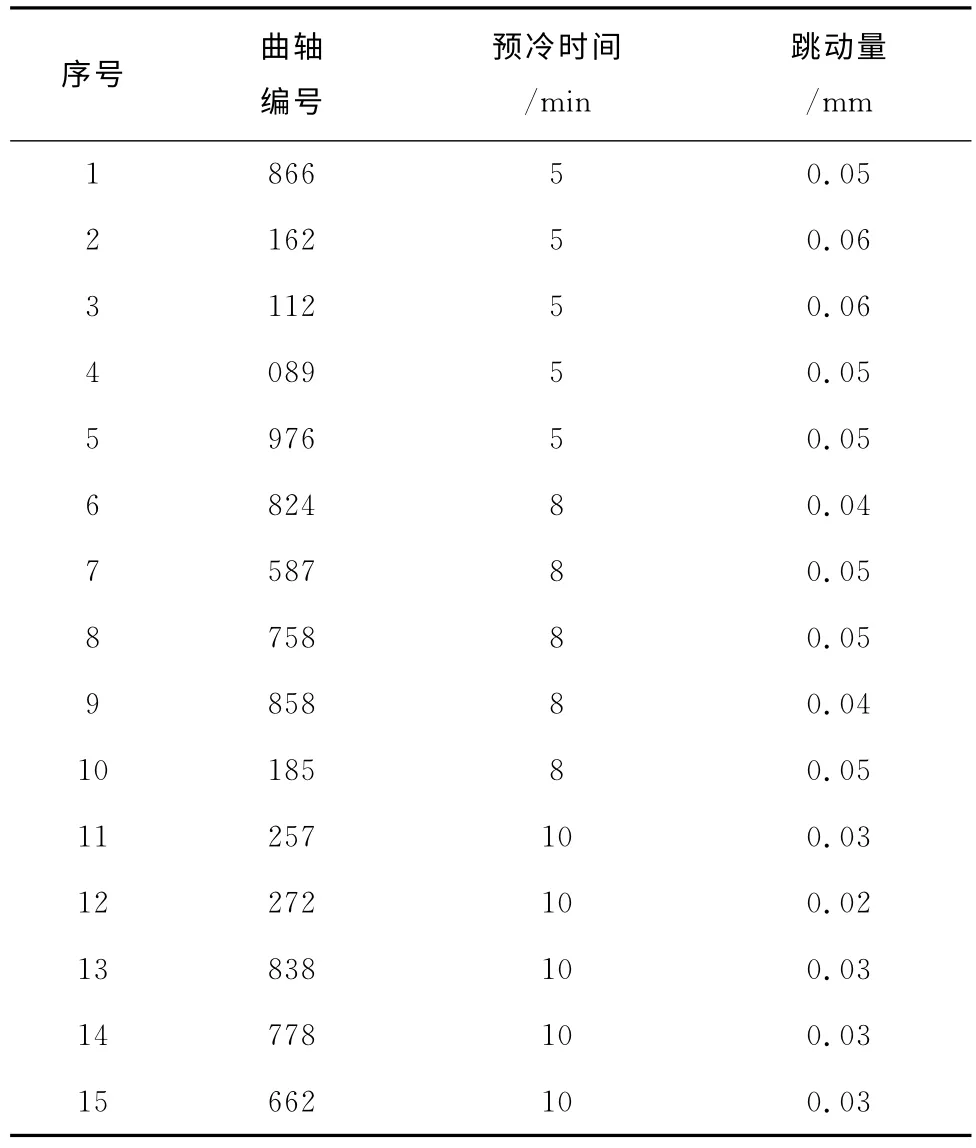
表2 預(yù)冷時間對曲軸跳動量的影響(冷卻速率為48 ℃·s-1,14%ZY747冷卻介質(zhì))Tab.2 Influence of pre-cooling time on the beat amount of the crankshaft(cooling rate 48 ℃·s-1,14wt.%ZY747cooling medium)
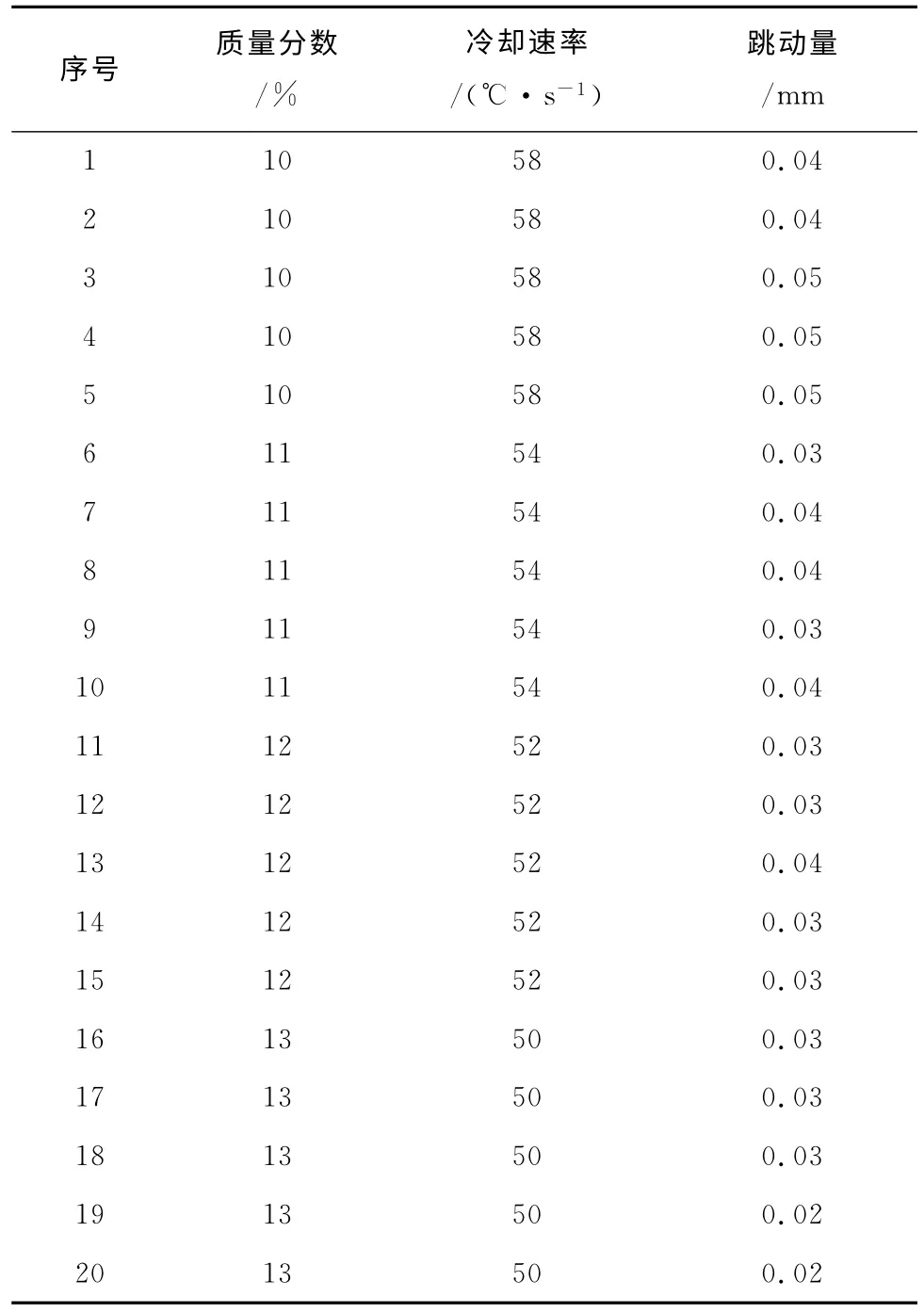
表3 水基淬火介質(zhì)濃度對跳動量的影響Tab.3 water-based quenching medium concentration on beating the influence of the amount
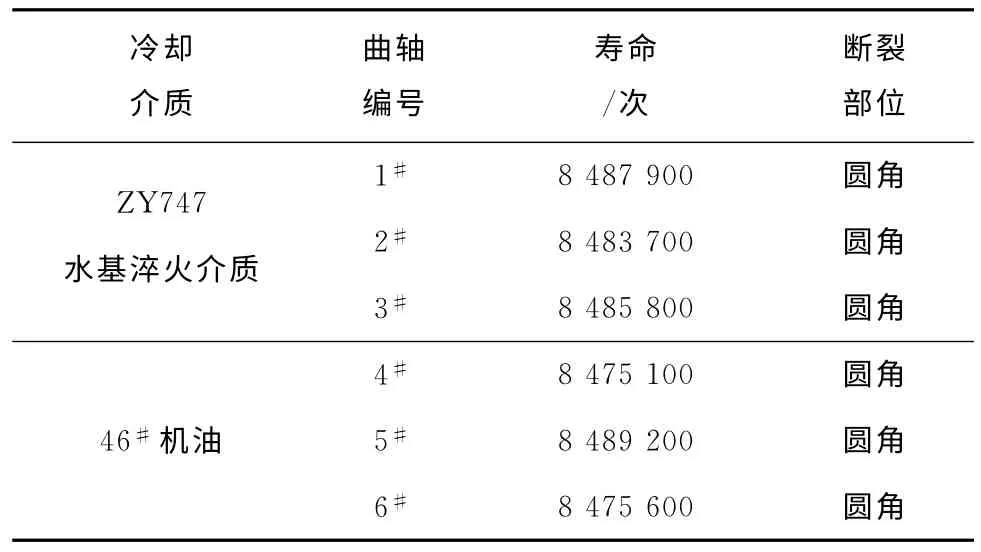
表4 曲軸疲勞試驗(yàn)結(jié)果Tab.4 Fatigue test results of crankshaft
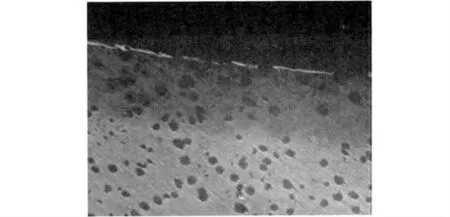
圖1 曲軸氮化層顯微組織Fig.1 Microstrucuture of nitride layer on crankshaft
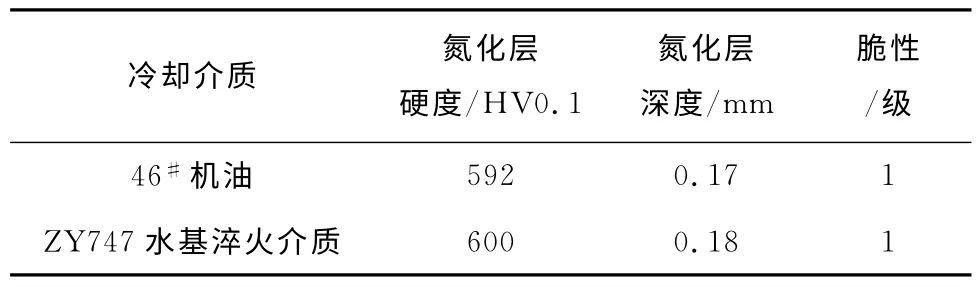
表5 不同氮化層硬度與脆性等級Tab.5 Hardness and brittleness grade of different nitrided layer
2.5 生產(chǎn)成本
據(jù)統(tǒng)計(jì),曲軸氣體軟氮化采用46#機(jī)油進(jìn)行冷卻時,消耗量為2.20kg·t-1;采用ZY747水基淬火介質(zhì)(質(zhì)量分?jǐn)?shù)為14%)進(jìn)行冷卻時,消耗量為0.95kg·t-1。按目前46#機(jī)油8 980元/t,ZY747水基淬火介質(zhì)19 400元/t的采購價(jià)計(jì)算,采用46#機(jī)油的消耗成本為19.76元/t;采用ZY747水基淬火介質(zhì)進(jìn)行冷卻時,消耗成本為18.43 元/t。由此可見,采用這兩種冷卻介質(zhì)進(jìn)行曲軸氣體軟氮化冷卻的生產(chǎn)成本基本持平。如將ZY747水基淬火介質(zhì)濃度適當(dāng)降低,生產(chǎn)成本會有所下降。
3 結(jié)論
采用ZY747水基淬火介質(zhì)替代46#機(jī)油作為曲軸氣體軟氮化冷卻介質(zhì)的工藝改進(jìn)是可行的,既確保了產(chǎn)品質(zhì)量,又解決了長期以來困擾氣體軟氮化的環(huán)保問題、安全問題,可產(chǎn)生良好的經(jīng)濟(jì)和社會效益。
[1]史美堂.金屬材料及熱處理[M].上海.上海科學(xué)技術(shù)出版社,1979:154.
[2]王國佐,王萬智.鋼的化學(xué)熱處理[M].北京.中國鐵道出版社,1980:121.
[3]上海市機(jī)械制造工藝研究所.金相分析技術(shù)[M].上海:上海科學(xué)技術(shù)文獻(xiàn)出版社,1987:520-521.
