相控陣超聲檢測(cè)技術(shù)在海洋工程小徑管對(duì)接焊縫檢驗(yàn)中的應(yīng)用
2013-10-23 05:00:06唐創(chuàng)基
無(wú)損檢測(cè) 2013年9期
李 陽(yáng),唐創(chuàng)基,李 男
(1.中國(guó)船級(jí)社,北京 100007;2.中興海陸工程有限公司,東莞 523146;3.中國(guó)船級(jí)社質(zhì)量認(rèn)證公司,北京 10007)
在海洋工程領(lǐng)域,對(duì)小口徑管道對(duì)接焊縫一般采用射線技術(shù)進(jìn)行檢測(cè),其存在著以下不足:射線檢測(cè)產(chǎn)生電離輻射危害人體及周?chē)h(huán)境且檢測(cè)周期長(zhǎng);對(duì)管徑較小的管對(duì)接焊縫需采用雙壁雙投影橢圓成像,為了提高透照的寬容度,常采用較高的射線能量,導(dǎo)致缺陷檢出率低(特別是危害嚴(yán)重的裂紋常發(fā)生漏檢)[1]。
在電力行業(yè),也常采用常規(guī)A超技術(shù)對(duì)小徑管對(duì)接焊縫進(jìn)行檢測(cè),但小徑管管壁薄,使用斜探頭,因前沿距離長(zhǎng),用一次波探傷時(shí),有時(shí)主聲束掃查不到焊縫根部,如改用三次波,則因探頭發(fā)射的聲束寬,聲束擴(kuò)散,加之小徑管曲率大的影響,造成聲束嚴(yán)重散射,反射回波雜亂,給缺陷的判定和定位帶來(lái)很大的困難,影響到探測(cè)的可靠性;小徑管曲率半徑大,造成探頭接觸面小,曲面耦合損失大,超聲橫波在小徑管內(nèi)表面反射,發(fā)散嚴(yán)重,探傷靈敏度低;小徑管壁薄,超聲橫波聲程短,容易在近場(chǎng)區(qū)內(nèi)檢測(cè),對(duì)缺陷判定帶來(lái)很多困難[2]。基于此現(xiàn)狀,筆者介紹了相控陣超聲檢測(cè)技術(shù)在海洋工程小徑管對(duì)接焊縫檢驗(yàn)中的應(yīng)用。
1 工藝設(shè)計(jì)及仿真
對(duì)于海洋工程小徑管對(duì)接接頭的檢測(cè),采用聚焦換能器進(jìn)行檢測(cè)是一種有效的提高信噪比,改善檢測(cè)信號(hào)質(zhì)量的方法。將超聲換能器的聚焦焦點(diǎn)深度設(shè)置在所關(guān)心的檢測(cè)區(qū)域深度,從而對(duì)該深度區(qū)域內(nèi)的超聲信號(hào)質(zhì)量進(jìn)行改善[3]。
相控陣超聲技術(shù)是對(duì)陣列探頭的不同單元在發(fā)射或接收聲波時(shí)施加不同的時(shí)間延遲(發(fā)射電壓幅度)規(guī)則——聚焦法則,通過(guò)波束形成實(shí)現(xiàn)聲束的移動(dòng)、偏轉(zhuǎn)和聚焦等功能的超聲成像檢測(cè)技術(shù)。其可通過(guò)對(duì)儀器參數(shù)設(shè)置的改變而設(shè)置焦點(diǎn)深度,并可以單探頭多角度檢測(cè),以覆蓋盡可能多的焊縫區(qū)域。
由于海工小徑管具有薄壁、管徑小等結(jié)構(gòu)特點(diǎn),所以采用基于相控陣超聲技術(shù)對(duì)海洋工程小徑管的對(duì)接焊縫進(jìn)行檢測(cè)。在檢測(cè)中應(yīng)選用高頻探頭,仿真中所使用的探頭模型為奧林巴斯公司生產(chǎn)的10L32-A1型探頭。在楔塊選擇方面,平面楔塊很難實(shí)現(xiàn)較好的耦合,楔塊的曲率半徑應(yīng)設(shè)計(jì)成與所檢管件的曲率半徑一致,以便最大程度地減少耦合損失。探頭前沿的長(zhǎng)度直接影響到聲束能否完整覆蓋焊縫區(qū)域,為了確保一次波能夠有效覆蓋焊縫根部,應(yīng)選用短前沿楔塊。為保證聲束對(duì)焊縫區(qū)域的完整覆蓋和缺陷的有效檢出,使用法國(guó)原子能機(jī)構(gòu)(CEA)無(wú)損檢測(cè)專(zhuān)用軟件CIVA進(jìn)行工藝仿真設(shè)計(jì),得出適當(dāng)?shù)墓に噮?shù)。仿真和檢測(cè)試驗(yàn)均參照GB 11345-89《鋼焊縫手工超聲波探傷方法和探傷結(jié)果分級(jí)》標(biāo)準(zhǔn)執(zhí)行。管道試件、探頭及楔塊均按實(shí)物1∶1建模。
1.1 聲束覆蓋設(shè)計(jì)
對(duì)壁厚6.5mm,管徑141mm,焊縫外表面寬度20mm,單V型坡口,坡口間隙為6mm的仿真管道模型在楔塊前沿距焊縫中心12mm處采用相控陣超聲技術(shù)進(jìn)行扇形掃描。使用大角度波束(40°~73°)對(duì)焊縫進(jìn)行覆蓋,使焊縫根部處于一次波檢測(cè)區(qū)域內(nèi),焊縫上部區(qū)域主要處于二次波檢測(cè)區(qū)域之中。通過(guò)仿真可以看出,在焊縫單側(cè)掃查時(shí),由于焊縫上部區(qū)域依靠二次波進(jìn)行覆蓋,當(dāng)存在底面余高時(shí),由于余高部分形成的二次波方向無(wú)法控制,因此二次波覆蓋區(qū)域?qū)⒈粔嚎s。在本工藝中,為了使所檢管道的焊接接頭有效避免檢測(cè)盲區(qū),達(dá)到100%的檢測(cè),使用雙側(cè)掃查以完成對(duì)焊縫的全覆蓋[4]。聲束覆蓋圖如圖1所示。
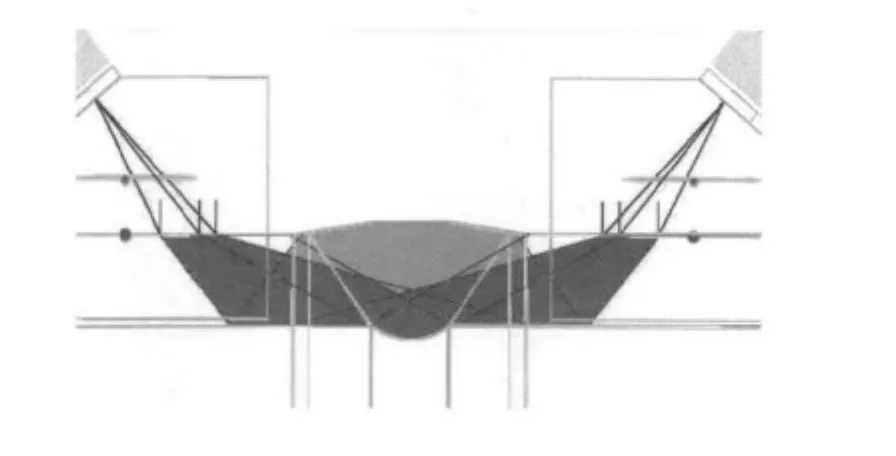
圖1 聲束覆蓋圖
1.2 缺陷仿真計(jì)算
缺陷添加:根據(jù)所檢海管焊接接頭的結(jié)構(gòu)及聲束覆蓋設(shè)計(jì),在管道模型中添加了10個(gè)人工缺陷,模擬焊縫中可能出現(xiàn)的缺陷類(lèi)型,見(jiàn)表1,圖2。由于在焊縫左右兩側(cè)的掃查完全對(duì)稱(chēng),所以缺陷設(shè)置以焊縫右側(cè)掃查為基準(zhǔn)。
根據(jù)仿真軟件中的A掃描視圖得出模擬缺陷回波幅度及其與φ3橫孔回波幅度比較的波幅差計(jì)算結(jié)果,如表2,3所示。左、右側(cè)掃查對(duì)接焊縫中不同位置的C掃描示意圖如圖3,4所示。
由表2,3及圖3,4可知:由于焊縫上部區(qū)域由二次波進(jìn)行檢測(cè),對(duì)于同側(cè)坡口位置的未熔合類(lèi)型缺陷檢測(cè)效果很好,但對(duì)于對(duì)側(cè)坡口位置的未熔合類(lèi)型缺陷,由于在仿真中采用平面矩形模擬未熔合類(lèi)缺陷及該模型在焊縫中角度走向的原因,導(dǎo)致反射回波波幅較低。
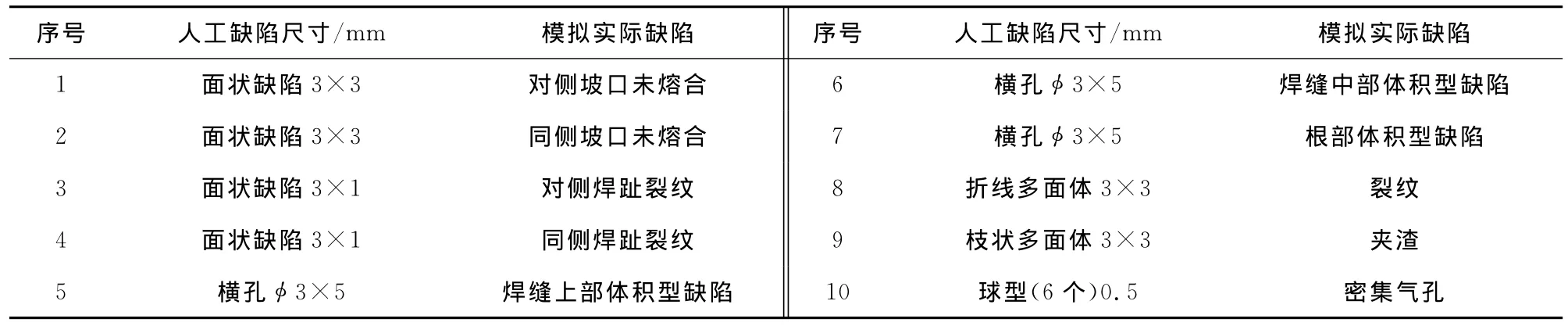
表1 模擬缺陷列表
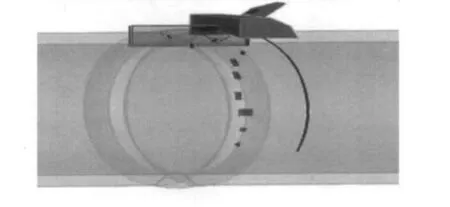
圖2 不同類(lèi)型缺陷添加示意圖
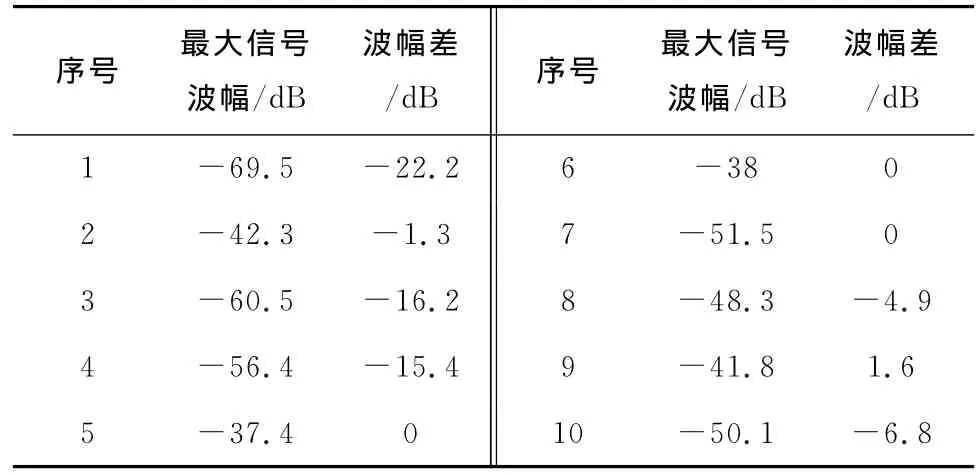
表2 焊縫右側(cè)掃查模擬缺陷計(jì)算結(jié)果
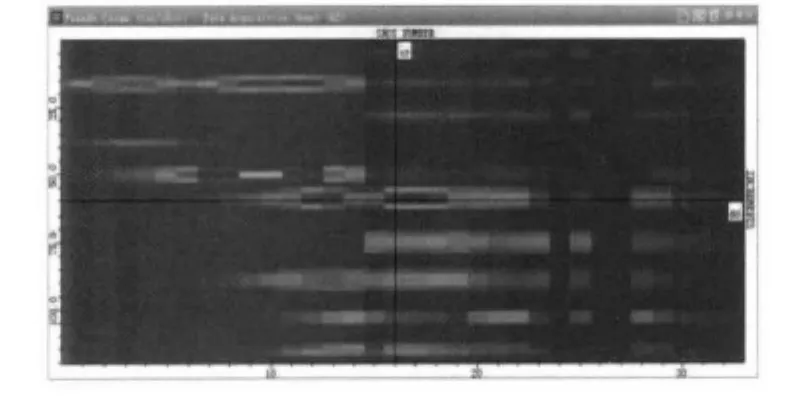
圖3 右側(cè)掃查對(duì)接焊縫中不同位置缺陷的C掃描圖
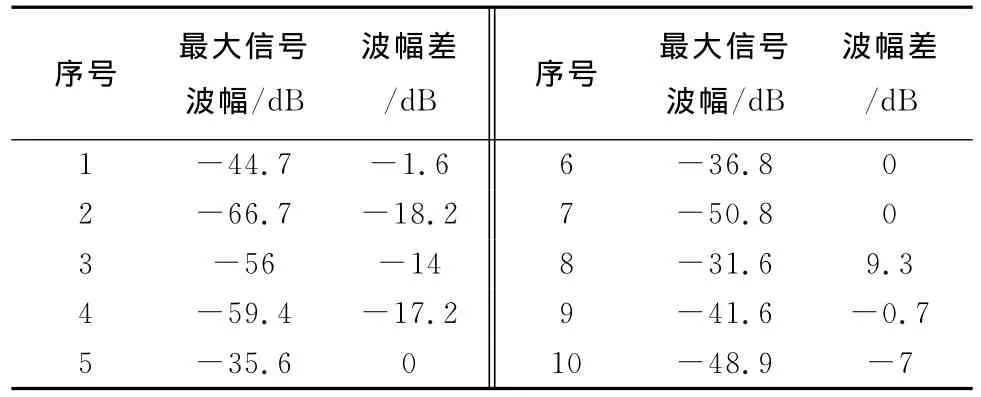
表3 焊縫左側(cè)掃查模擬缺陷計(jì)算結(jié)果

圖4 左側(cè)掃查對(duì)接焊縫中不同位置缺陷的C掃描圖
對(duì)于在探頭對(duì)側(cè)的焊趾裂紋可以檢出,但由于在仿真計(jì)算中未進(jìn)行管件的上表面反射信號(hào)的計(jì)算,所以反射回波波幅較低,可通過(guò)試驗(yàn)驗(yàn)證。
其他類(lèi)型缺陷均可有效檢出。因此,由仿真結(jié)果可以得出:使用雙側(cè)掃查,能夠達(dá)到完全覆蓋整個(gè)焊縫的要求,且對(duì)焊縫各向缺陷均可有效檢出。
2 檢測(cè)試驗(yàn)
管道試樣來(lái)源于某在建海洋深水鉆井船,其直徑為141mm,壁厚為6.5mm,材質(zhì)為A106B,單V型坡口,采用鎢極惰性氣體保護(hù)焊方法進(jìn)行焊接。管道視圖如圖5所示。
選用OLYMPUS相控陣超聲主機(jī):Focus LT(64/128)配置檢測(cè)系統(tǒng)。Focus LT(64/128)擁有64個(gè)獨(dú)立的發(fā)射及接收通道。
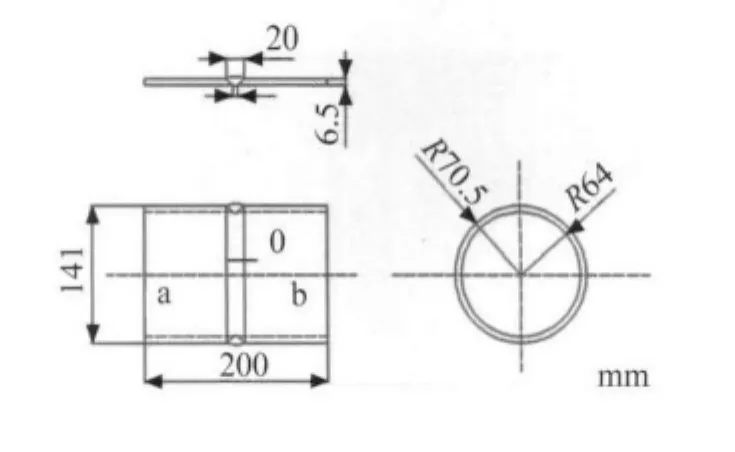
圖5 試樣尺寸
根據(jù)仿真設(shè)計(jì),特別制作了短前沿楔塊,以便最大限度地利用波束,保證對(duì)焊縫的完整覆蓋。
開(kāi)發(fā)了小徑管專(zhuān)用掃查架,該掃查器磁性輪吸力適中,運(yùn)行平穩(wěn),可以有效保證探頭距焊縫中心線距離恒定;磁性輪和探頭、編碼器的相對(duì)位置及距離可調(diào),可滿足不同結(jié)構(gòu)對(duì)接管件的掃查需求。掃查裝置如圖6所示。
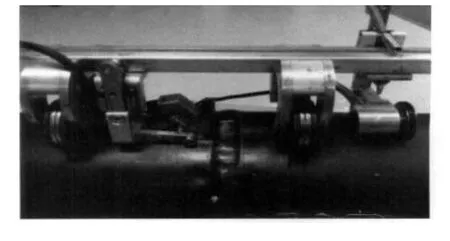
圖6 管道相控陣超聲檢測(cè)掃查裝置
按照仿真工藝及相關(guān)標(biāo)準(zhǔn)對(duì)海管試樣進(jìn)行了相控陣超聲及射線檢測(cè)。圖7~10為相控陣超聲檢測(cè)圖像,圖11~12為射線底片。表4為相控陣超聲檢測(cè)數(shù)據(jù)。由表4及圖7~12可知:
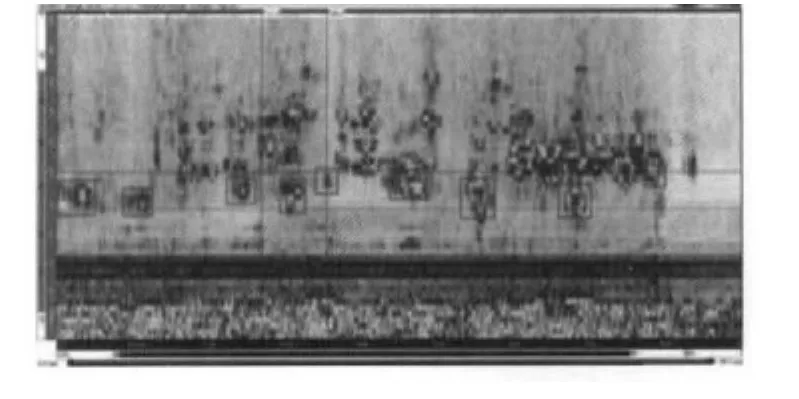
圖7 相控陣超聲檢測(cè)C掃描圖
(1)射線檢測(cè)只能顯示缺陷的長(zhǎng)度,而相控陣超聲檢測(cè)不但可以顯示缺陷的長(zhǎng)度,還可以顯示缺陷的埋藏深度。由于相控陣超聲檢測(cè)采用高精度編碼器記錄檢測(cè)長(zhǎng)度,所以其可以對(duì)缺陷進(jìn)行精確定位。相控陣超聲檢測(cè)結(jié)果與射線所檢缺陷一一對(duì)應(yīng),缺陷檢出率不低于射線檢測(cè)。
(2)相控陣超聲檢出的缺陷長(zhǎng)度要大于射線檢測(cè)得出的缺陷長(zhǎng)度,這是因?yàn)橄嗫仃嚦暣嬖诼暿鴶U(kuò)散且其測(cè)量的是缺陷的弧長(zhǎng),而射線檢測(cè)測(cè)量的是缺陷的弦長(zhǎng)。
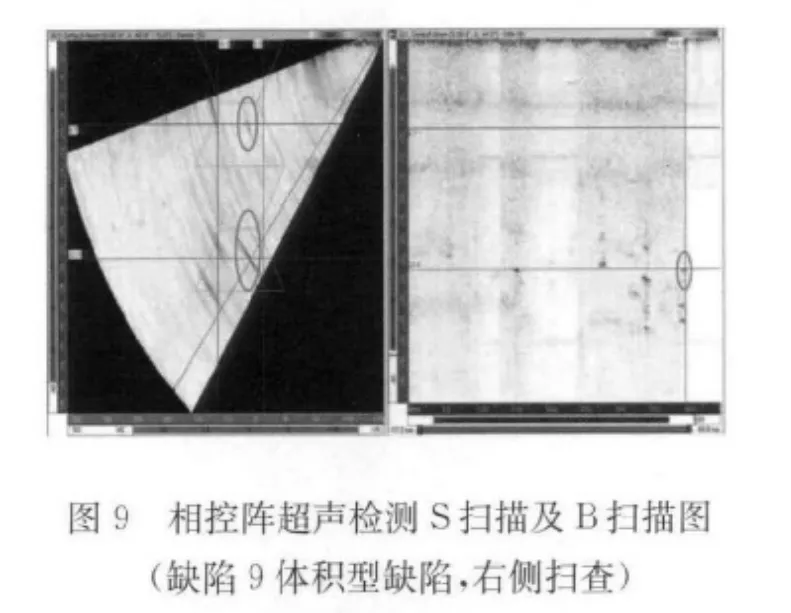
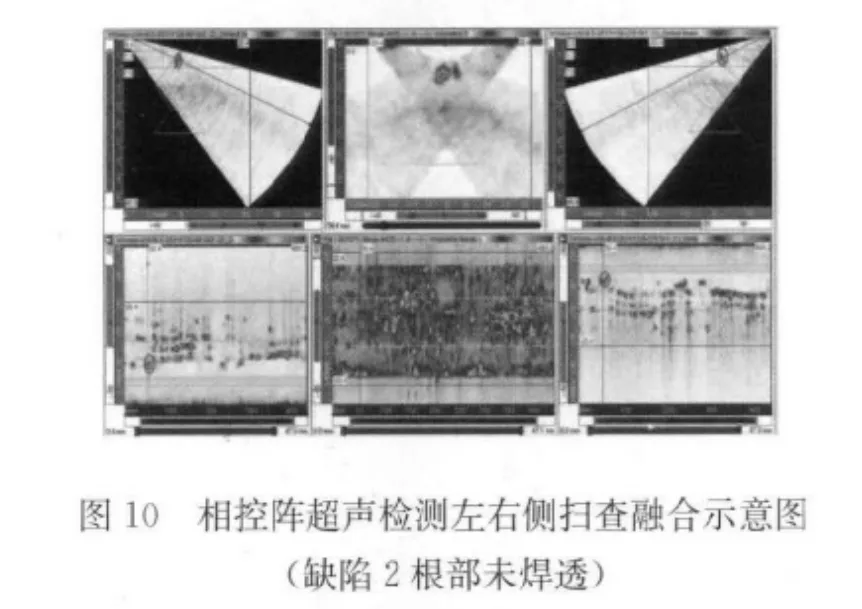
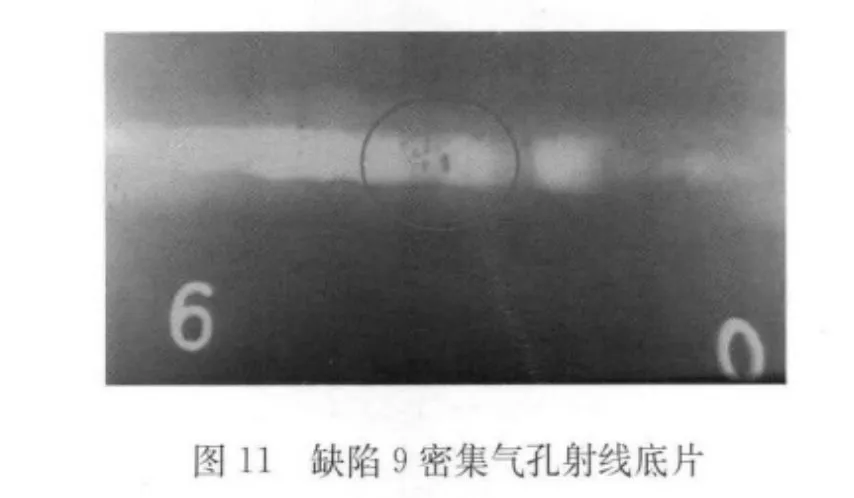
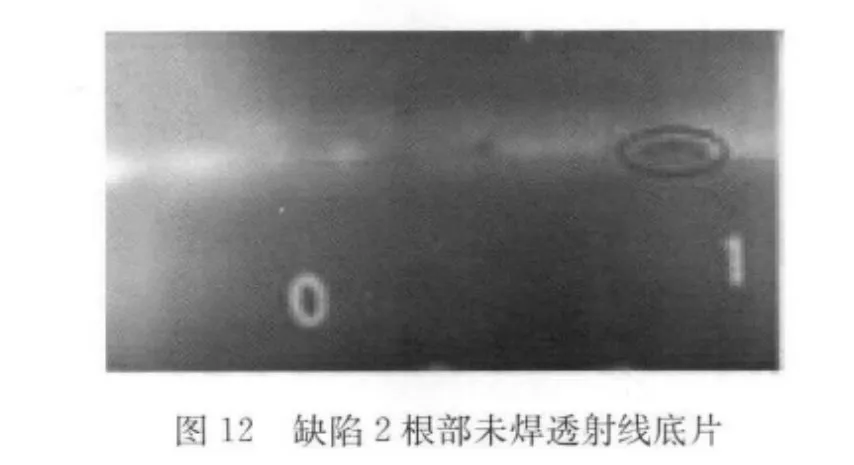
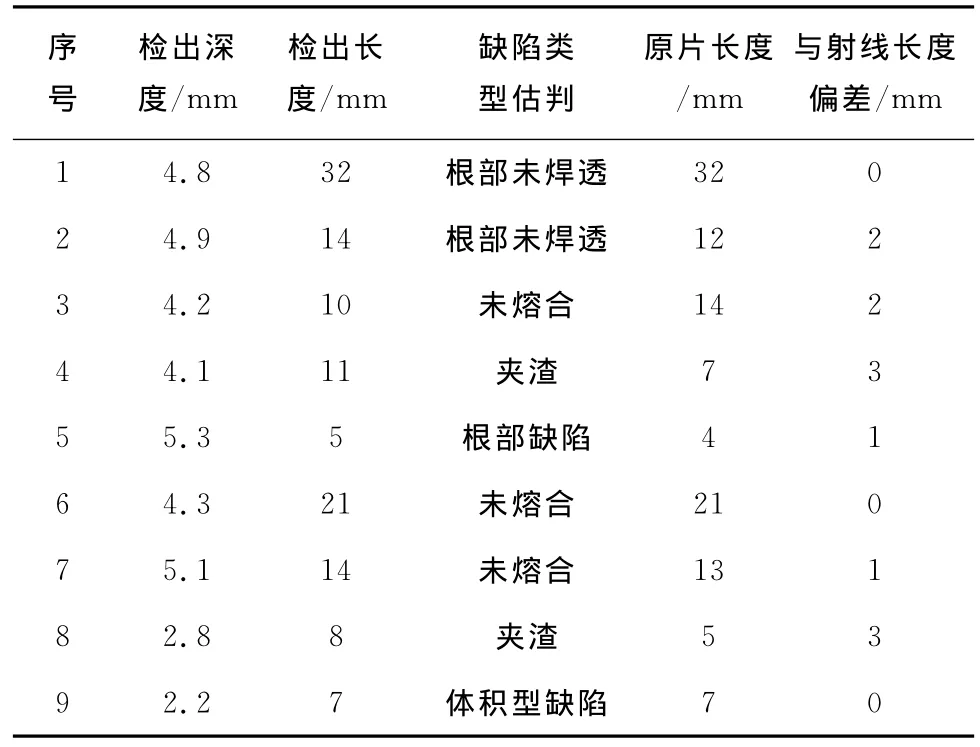
表4 相控陣超聲檢測(cè)數(shù)據(jù)
(3)相控陣超聲可以對(duì)體積型缺陷進(jìn)行有效檢測(cè),并給出體積型缺陷的埋藏深度。但對(duì)于缺陷的具體類(lèi)型無(wú)法精確判別。射線檢測(cè)可以精確的判別出體積型缺陷的類(lèi)型(對(duì)于密集氣孔而言,可以精確地測(cè)量氣孔的個(gè)數(shù)),但無(wú)法給出缺陷的埋藏深度。
(4)相控陣超聲通過(guò)缺陷的埋藏位置及其距楔塊前沿的距離,可以對(duì)根部缺陷做出準(zhǔn)確的判斷。
3 結(jié)論
(1)對(duì)比常規(guī)A超而言,相控陣超聲檢測(cè)技術(shù)可以使用單個(gè)探頭以多個(gè)角度檢測(cè)焊縫,提高了小徑管對(duì)接焊縫的缺陷檢出率。
(2)使用特制的相控陣曲面楔塊可以有效改善耦合效果,提高信噪比。
(3)使用專(zhuān)用掃查架配合相控陣超聲檢測(cè)技術(shù)極大地提高了檢測(cè)的速度且無(wú)輻射污染。
(4)相控陣超聲檢測(cè)技術(shù)能實(shí)時(shí)輸出A、B、C和S掃描顯示,數(shù)據(jù)分析直觀,且能完整保存小徑管焊縫檢測(cè)數(shù)據(jù),可以離線分析,便于監(jiān)督檢查。
[1]胡海燕,鄔冠華,吳偉,等.射線檢測(cè)小徑管的靈敏度對(duì)比試驗(yàn)[J].無(wú)損檢測(cè),2009,31(7):569-571.
[2]牟彥春,金南輝.電站鍋爐小徑管對(duì)接接頭超聲檢測(cè)靈敏度補(bǔ)償量的確定[J].無(wú)損檢測(cè),2010,32(10):814-821.
[3]詹湘琳.超聲相控陣油氣管道環(huán)焊縫缺陷檢測(cè)技術(shù)的研究[D].天津:天津大學(xué),2006.
[4]李衍.焊縫超聲相控陣扇形掃查的覆蓋范圍[J].無(wú)損檢測(cè),2011,35(4):1-6.
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52