
鋼焊縫超聲波探傷中國和德國標準對比分析
2013-10-23 01:32:30齊躍
水泥技術(shù) 2013年1期
齊躍
1 引言
在對外水泥工程EPC項目中,外方業(yè)主對水泥設(shè)備提出質(zhì)量要求時,往往對設(shè)備制造和檢驗標準特別重視,特別是對超聲波探傷檢驗(UT),如對大型鑄件內(nèi)部縮孔、夾渣等缺陷的UT檢驗,對重要焊接件焊縫內(nèi)部裂紋、未焊透等缺陷UT檢驗,經(jīng)常提出一些國際標準及驗收等級要求執(zhí)行。雖然我國早在上世紀70年代加入ISO組織,制定技術(shù)法規(guī)和標準主要以國際標準作為基礎(chǔ),但確有一些標準未與國際標準接軌,甚至存在很大差別。如鋼焊接焊縫的超聲波探傷標準,我國標準是GB/T11345—1989(驗收等級Ⅰ~Ⅳ級),國際標準常用德國(歐洲)標準(DIN EN標準應(yīng)該是德國標準采用歐標)DIN EN1712:2002(僅適用于驗收等級2級、3級)。
我國標準GB/T11345《鋼焊縫手工超聲波探傷方法和探傷結(jié)果分級》涵蓋了德標(歐標)DIN EN1712《焊縫無損檢測焊接接頭超聲波檢測驗收等級》、DIN EN1713《焊縫無損檢測超聲波檢測焊縫中的缺陷的特征》和DIN EN1714《焊縫無損檢測焊接接頭的超聲波檢測》的全部內(nèi)容。但國標分級方法和驗收等級與德標(歐標)不同,我國一些裝備制造企業(yè)多年習(xí)慣采用GB/T11345-1989標準及其驗收等級,對德國(歐洲)標準并不熟悉,在執(zhí)行標準和質(zhì)量驗收過程中經(jīng)常與業(yè)主出現(xiàn)分歧。因此,為適應(yīng)EPC項目水泥裝備出口檢驗需要,就有必要了解德標(歐標)標準及其質(zhì)量分級,并通過與我國現(xiàn)行標準的對比,合理地執(zhí)行德標(歐標)。
本文旨在通過對鋼焊縫超聲波探傷的中國和德國標準對比分析,使讀者更加清楚其中的不同點,便于對設(shè)備超聲波探傷檢驗過程中正確執(zhí)行標準,保證設(shè)備出口質(zhì)量既滿足外方業(yè)主提出的質(zhì)量檢驗要求,又不低于我國現(xiàn)行標準(國標是最低要求),避免由于標準不同可能產(chǎn)生的貿(mào)易分歧,最終達到用戶(業(yè)主)滿意的目的。
2 探傷標準的對比
無論是我國標準還是德國標準,鋼焊縫探傷都是采用A型脈沖反射式超聲波探傷儀,反射式方法包括缺陷回波法和底波高度法。下面對國標GB/T11345-1989、德國標準DIN EN1712,從適用母材厚度、探頭參數(shù)的規(guī)定、檢驗等級、缺陷評級、靈敏度校準方法及缺陷指示長度的測量方法等方面進行對比,對比結(jié)果見表1。
3 對比分析
國標GB11345、DIN EN1712 都是按DAC曲線校準靈敏度曲線質(zhì)量分級。國標是以DAC曲線為基準設(shè)定不同波幅高度的靈敏度曲線,通過判費線、定量線和評定線三條波幅曲線質(zhì)量分級;DIN EN1712是以DAC曲線設(shè)定為參考等級,再根據(jù)被測工件缺陷指示長度和厚度分級,兩者分級規(guī)定的波幅高度不同。
3.1 適用母材厚度t
國標范圍較寬,為8~300mm。德標范圍窄,僅8~100mm。
3.2 探頭參數(shù)的規(guī)定
各標準規(guī)定基本相同,見表1。
3.3 檢驗等級
(1)國標GB11345按檢驗完善程度(覆蓋范圍)檢驗等級分ABC三級。各級要求主要是:
A級—采用一種角度的探頭,單面單側(cè)探,板厚度<50mm;
B級—原則采用一種角度的探頭,單面雙側(cè)探,板厚度>100mm時雙面雙側(cè)探;
C級—用至少兩種角度探頭,單面雙側(cè)探。同時要做兩個掃差方向和兩種探頭角度的橫向缺陷檢驗。
(2)德標DIN EN1712按檢驗的完善程度(覆蓋范圍)檢驗等級(與DIN EN1714相關(guān))分ABCD四級(D級為特殊應(yīng)用,此處從略),對板、管對接接頭的各級要求見圖1和表2。
對比可知:DIN EN1712檢驗等級以表格形式列出,針對不同的母材厚度、探頭角度(數(shù))、檢測位置、掃差方向等有詳細規(guī)定,更清晰和具操作性。
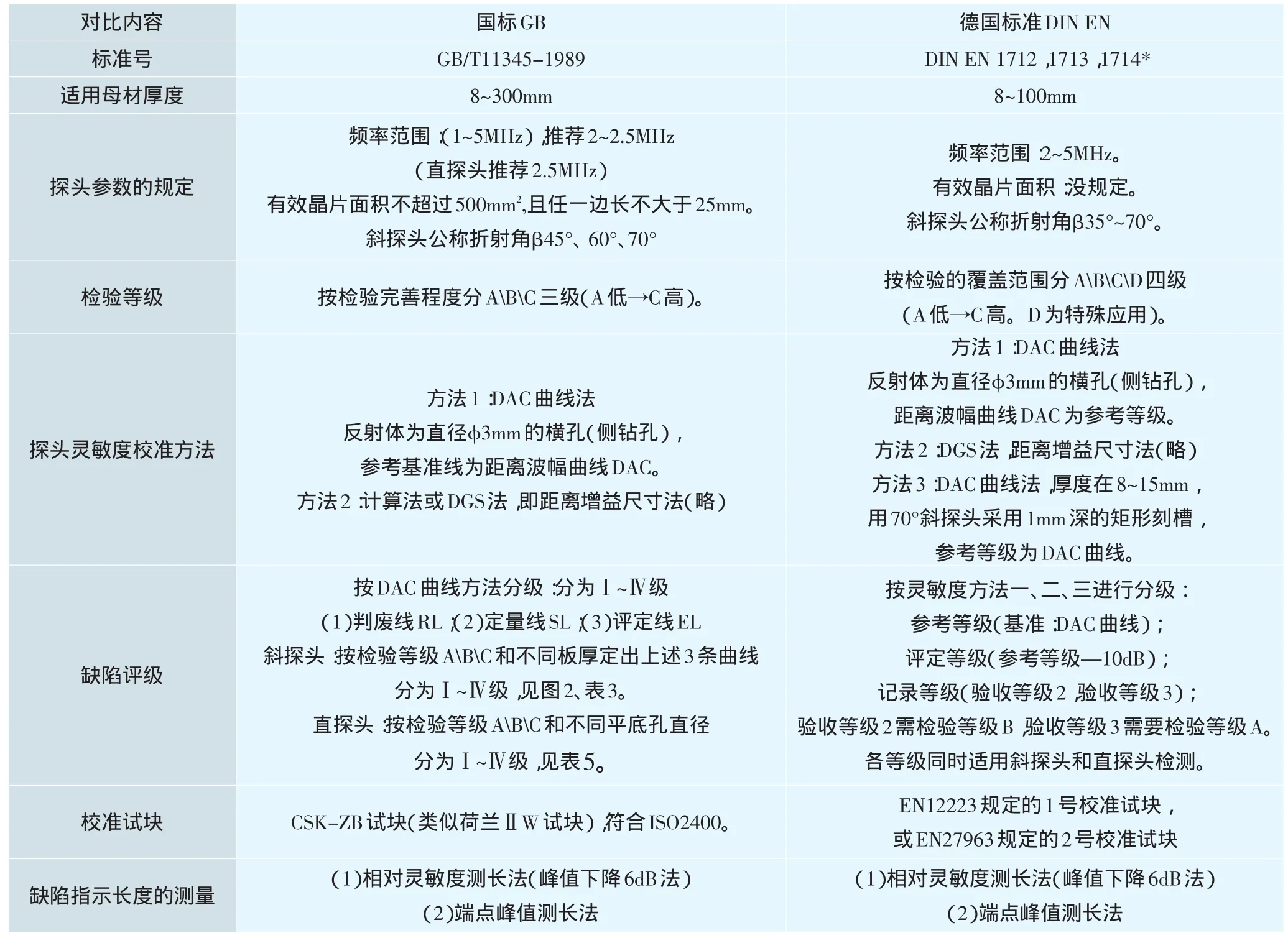
表1 焊縫UT檢驗的國標與德標對比
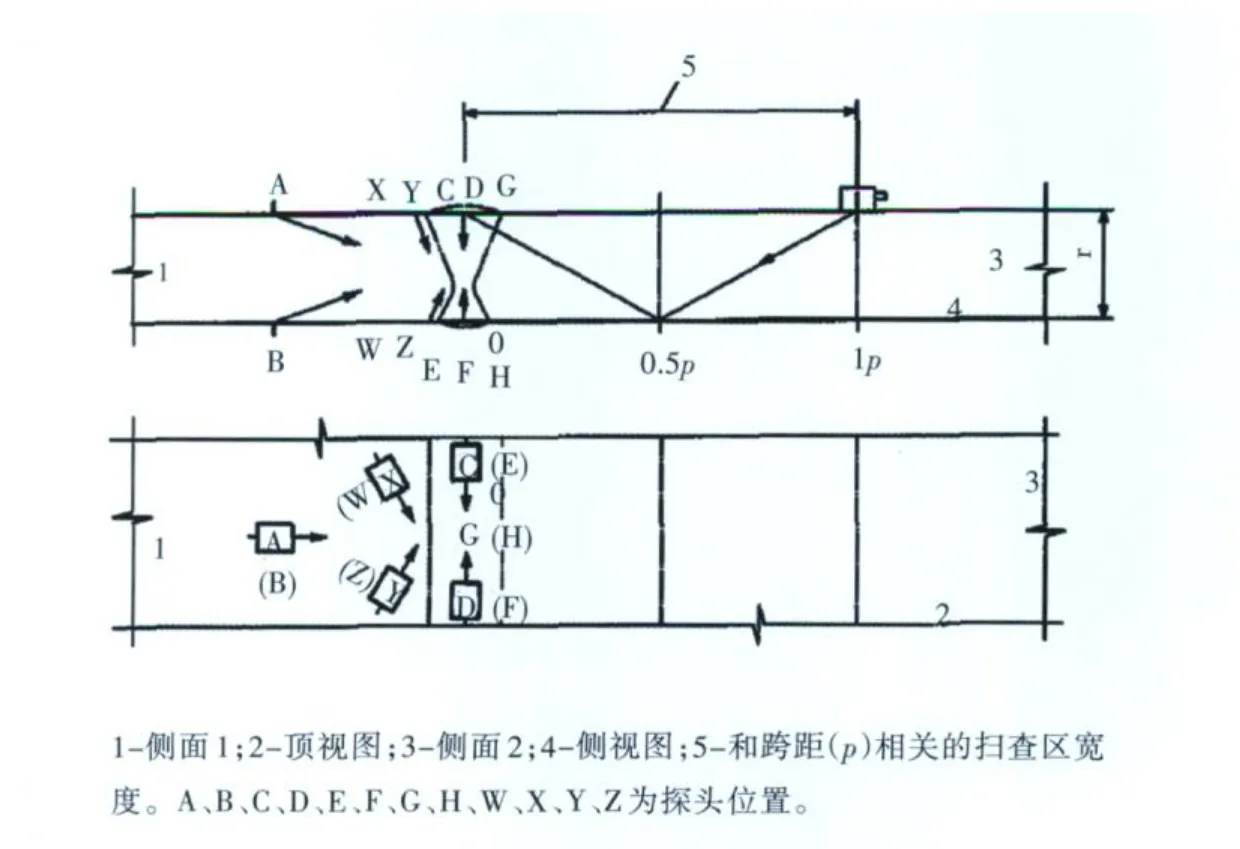
圖1 DIN EN1712標準的板、管對接接頭
3.4 靈敏度校準方法基本相同
靈敏度是指在規(guī)定的聲程范圍內(nèi)發(fā)現(xiàn)規(guī)定大小缺陷的能力。靈敏度太高或太低都不好,太高雜波多,判傷困難,太低會引起漏檢。GB11345靈敏度校準方法1和DIN EN1712方法1(見表1)都是用相同直徑?3mm橫孔作為標準試塊反射體(人工反射體)制作DAC曲線法。如前述GB11345靈敏度是由3條距離波幅曲線判廢線、定量線和評定線組成,分為Ⅰ區(qū)、Ⅱ區(qū)和Ⅲ區(qū)設(shè)定驗收等級(圖1)。DIN1712是將DAC曲線設(shè)定為參考等級,再根據(jù)所測缺陷指示長度和母材厚度確定評定等級、記錄等級(驗收等級2,3)。GB11345和DIN EN1712靈敏度校準方法2都是距離增益尺寸法(DGS),應(yīng)用較少,分析從略。DIN EN1712靈敏度校準方法3和方法1一樣制作DAC曲線,只是用的標準試塊反射體不是?3mm橫孔,而是1mm深的矩形刻槽模擬缺陷。
由于GB11345和DIN1 EN712(方法1)都是用?3mm橫孔制作DAC曲線確定靈敏度,分析比較缺陷回波高度時具有一定的可比性。對于直波探頭檢測,GB11345單獨規(guī)定了檢驗等級評定,即按平底孔直徑大小和檢驗等級ABC分級評定,見表4。而DIN1 EN712沒有單獨規(guī)定采用直波探頭的評定等級。

表2 DIN EN1712標準的板、管對接接頭

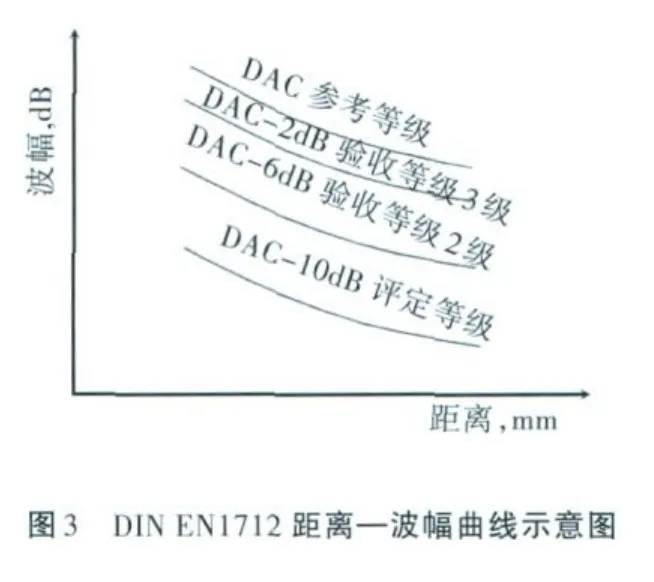

表3 GB11345距離—波幅曲線的靈敏度
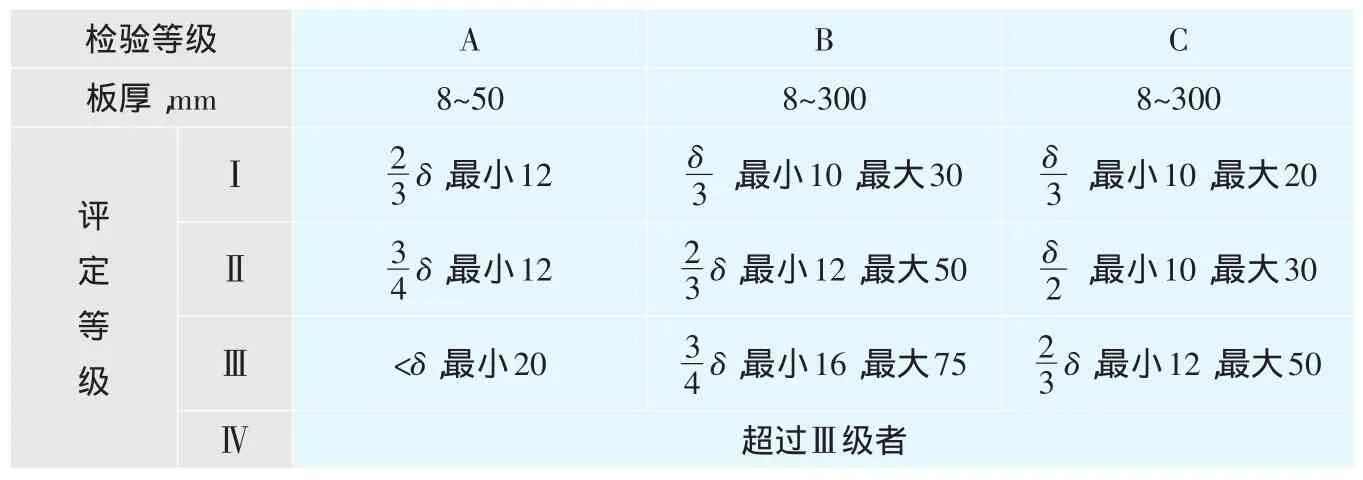
表4 GB11345缺陷等級分類
3.5 質(zhì)量評級不同
如前述,GB11345質(zhì)量評級是按預(yù)設(shè)的判費線、定量線和評定線三條波幅曲線,分出Ⅰ區(qū)、Ⅱ區(qū)、Ⅲ區(qū)后(圖2和表3),按檢驗等級(ABC)和母材厚度不同,根據(jù)所測最大缺陷回波高度位于不同的區(qū)域來確定質(zhì)量等級,具體是:
(1)對于回波高度在Ⅱ區(qū)的缺陷,根據(jù)缺陷指示長度予以評級(類似DIN EN1712),按檢驗等級ABC和不同板厚分為Ⅰ~Ⅳ級,見表4。
(2)最大缺陷回波不超過評定線的缺陷,均評為Ⅰ級。
(3)超過評定線的缺陷,若存在裂紋,無論其波幅多高和尺寸如何,均評為Ⅳ級。若缺陷回波高度位于Ⅰ區(qū)(超過評定線)的非裂紋缺陷,也評為Ⅰ級。
(4)缺陷回波高度落在Ⅲ區(qū)的缺陷,無論其指示長度如何,均評為Ⅳ級。
DIN EN1712質(zhì)量評級是:按DAC曲線設(shè)定為參考等級,再根據(jù)參考等級減去規(guī)定波幅確定評定等級和記錄等級(驗收等級2和3),表6為質(zhì)量評級的劃分,圖3為各等級的距離—波幅曲線示意圖(不考慮母材厚度和缺陷指示長度因素時)。
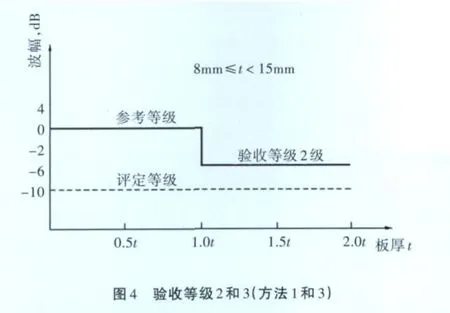
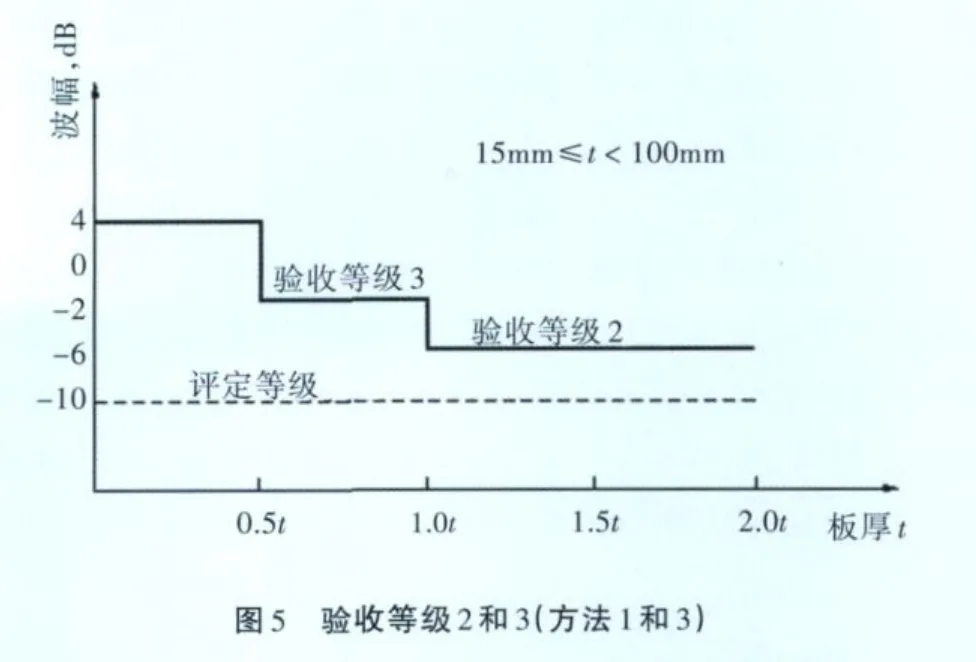
實際上,考慮缺陷指示長度l和母材厚度t,驗收等級按表7分級(圖4、圖5)。
3.6 缺陷指示長度的測量方法
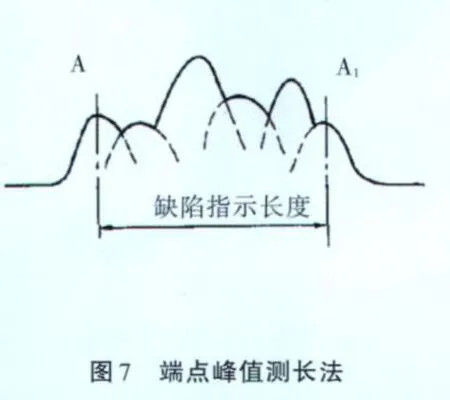
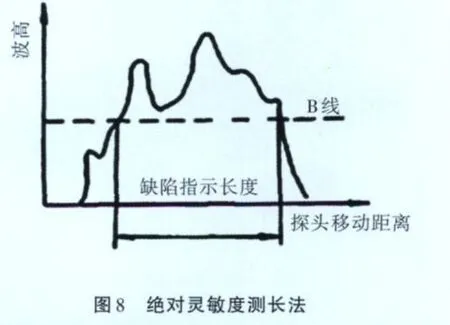
檢測焊縫缺陷大小,除了定量缺陷回波高度當(dāng)量值外,還用測長法確定缺陷指示長度(當(dāng)缺陷尺寸大于聲速截面時)。測長法主要包括相對靈敏度測長法(降低6dB法)、端點峰值測長法和絕對靈敏度測長法。見圖6、圖7和圖8。
GB11345和DIN EN1712都采用前兩種測長法。
4 結(jié)論
(1)國標GB11345更重視裂紋缺陷(最常見的平面缺陷)。只要探傷發(fā)現(xiàn)裂紋,無論其波幅高度和缺陷長度尺寸如何,均判為Ⅳ級。而DIN EN1712不同,例如:測量缺陷波幅高度 在 DAC-6dB 以 下 ,t=20mm,,l=25mm,符合 l>t和 15mm≤t<100mm條件,按DIN EN1712可判為驗收等級2,明顯比國標要求松。因此,執(zhí)行德國標準時,不能忽略對裂紋缺陷的規(guī)定。

表5 GB11345直探頭檢驗等級評定
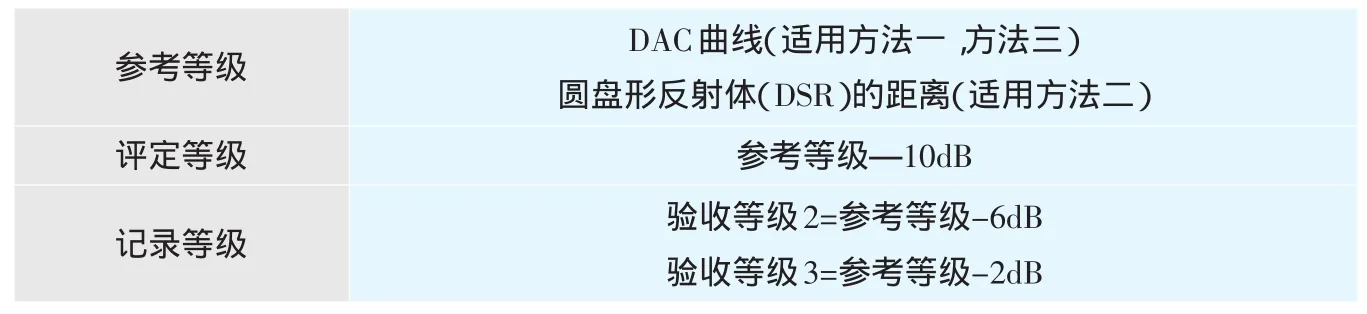
表6 DIN EN1712質(zhì)量評級的劃分
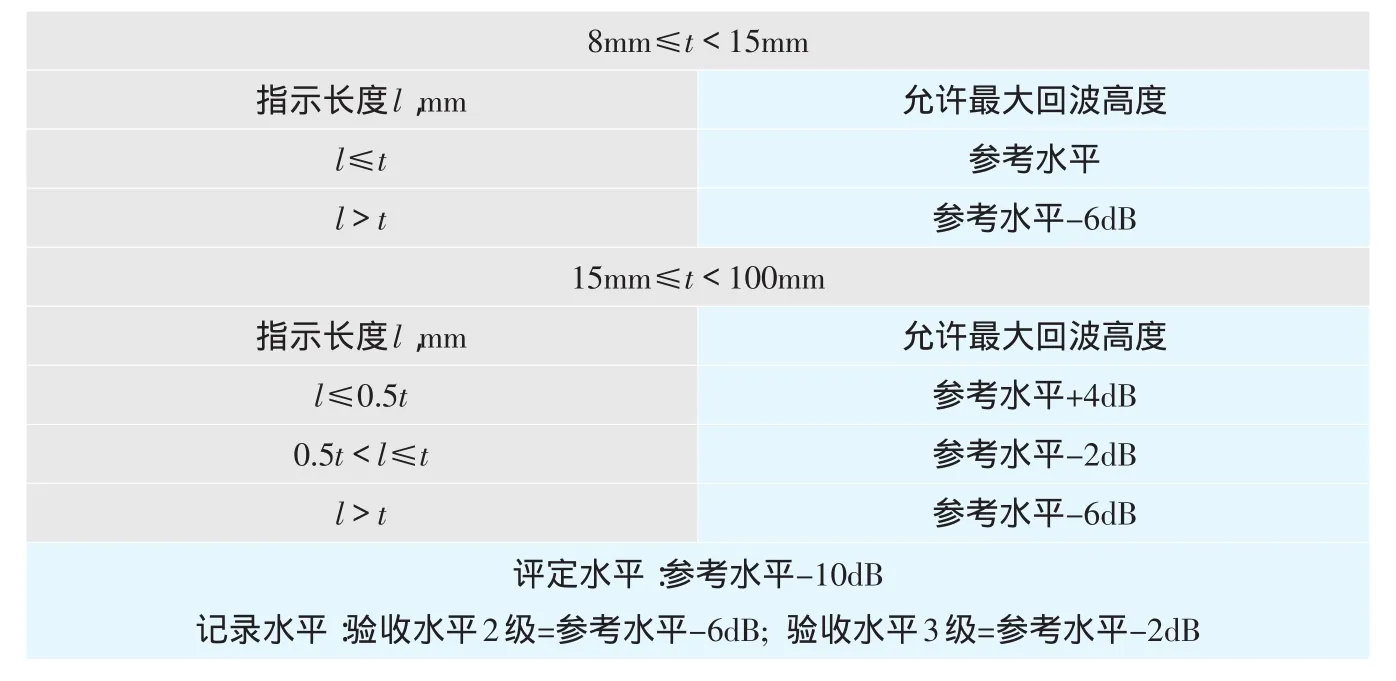
表7 DIN EN1712驗收等級(考慮缺陷指示長度和母材厚度)
(2)雖然國標GB11345檢驗等級也分ABC,但DIN EN1712以表格形式描述檢驗等級ABC的要求更具操作性,實際檢驗時應(yīng)多參考DIN EN1712相關(guān)表格。
(3)從某種意義上說,國標GB11345質(zhì)量分級對控制缺陷要求更細致、更嚴格,如DIN EN1712對評定等級DAC-10dB以下的缺陷回波不必定性,而國標GB11345在DAC-10dB(按檢驗等級AB)以下至DAC-16dB之間(Ⅰ區(qū))仍要定性,無裂紋評為Ⅰ級,若有裂紋則評為Ⅳ級。

(4)由于質(zhì)量分級不同,即國標GB11345分Ⅰ~Ⅳ級,DIN EN1712分2級、3級,沒有對應(yīng)關(guān)系。但執(zhí)行DIN EN1712驗收等級時,應(yīng)參考GB11345等級,不能比國標等級過低。如以回轉(zhuǎn)窯筒體對接焊縫為例,我國標準已經(jīng)規(guī)定探傷質(zhì)量應(yīng)達到ⅡB(最低要求),如果執(zhí)行DIN EN17123級標準,對于有一部分缺陷應(yīng)予以重視。假設(shè)測量窯筒體板厚t=60mm的對接焊縫,缺陷回波為DAC-7dB,缺陷指示長度l=55mm,此時按GB11345缺陷回波高度落在Ⅱ區(qū),按表4缺陷長度l超過了ⅡB允許范圍12~50mm,不合格。按DIN EN1712,缺陷長度 0.5t<l≤t且滿足15mm≤t≤100mm,符合驗收等級3,為合格。
[1]GB/T11345-1989.鋼焊縫手工超聲波探傷方法和探傷結(jié)果分級[S].
[2]DIN EN 1712-2002.焊縫接頭超聲檢測驗收等級[S].
[3]ASTM E,164-2003.焊接件超聲波接觸法檢測技術(shù)規(guī)程[S].
[4]上海斯耐特?zé)o損檢測技術(shù)培訓(xùn)中心.超聲檢測技術(shù)[G].2007.■
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
