
輥磨磨輥軸深孔加工工藝探討
2013-10-23 01:32:12周建董艷超
水泥技術 2013年4期
周建,董艷超
1 引言
我公司是中材裝備集團旗下的水泥裝備生產企業,磨輥軸是新型干法水泥生產線中輥磨系列裝備中的重要工件之一。以前磨輥軸深孔加工工序一直是困擾我們公司生產的一道難題,由于沒有相應的設備及工藝條件,無法進行加工。公司通過技術人員努力攻關,與山東德州博奧機械有限公司合作設計制造了加工磨輥軸深孔的專用設備,在加工深孔的過程中,通過選擇合理的工藝參數,解決了加工磨輥軸深孔的難題,滿足了工件的設計要求。
2 深孔加工簡介
2.1 深孔加工特點
所謂深孔,就是孔的長度L與孔的直徑d比值大于10的孔(L/d≥10孔),深孔加工難度高,是機械加工中的關鍵性工序,且深徑比值越大,深孔加工難度就越高。
深孔加工是在封閉狀態下進行的,刃具受孔徑、孔深的限制,操作者不能直接觀察刃具切削情況。聽、看、摸的判斷與操作者的經驗及技能水平有關,加工過程中經常發生切削時刃具振動、磨損、崩刀、排屑困難、孔鉆偏等異常情況。
2.2 深孔刃具分類
加工深孔的刀具按刃具分為槍炮型刃具(單刃結構)和多刃高壓冷卻液刃具,按排屑方法分內、外排屑法。內、外排屑法的基本差別是十分簡單的。內排屑,切屑通過刃具頭端的切屑嘴進入管狀刀桿的中心排出。外排屑,切屑順著溝槽或者圍繞著刀桿的外面排出。
3 磨輥軸加工要求及深孔機床簡介
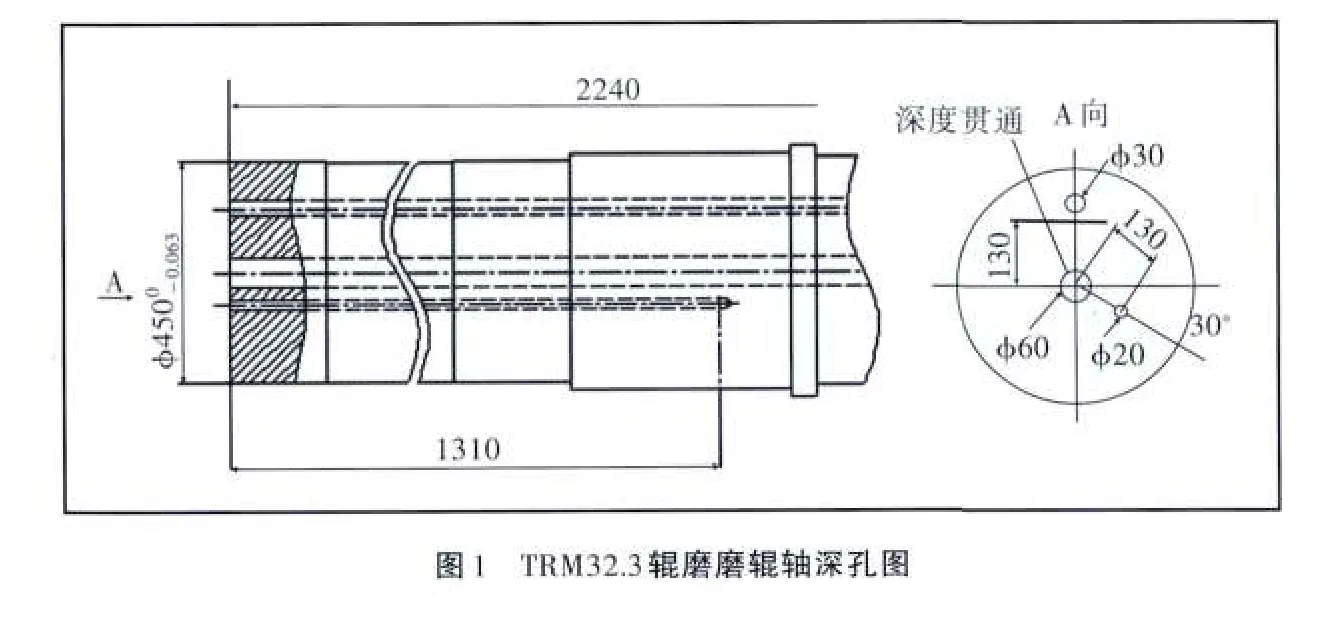
3.1 磨輥軸深孔加工要求
磨輥軸如圖1所示:材料:40Cr;重量:2490kg;調質處理,硬度:220~269HB,需要加工3個深孔,分別為孔徑?60mm、?30mm,長2240mm,孔徑?20mm,長1310mm的深孔,前者為深度貫通孔,后者為深度盲孔,無論貫通孔還是盲孔必須要保證孔的直線性、表面粗糙度等技術指標。三個孔的深徑比(L/d)分別為:37.3;74.7;65.5。需要在專用深孔機床上使用深孔刃具進行加工。
3.2 鉆深孔的機床設備
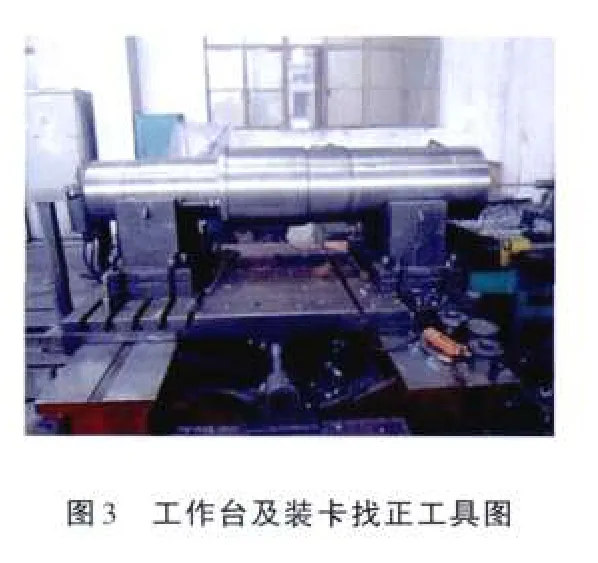
我公司磨輥軸加工選用的設備由兩部分組成:前半部分為TB2120型深孔鉆床機身,如圖2所示;后半部分為我公司設計制造的工作臺及裝卡找正工具,如圖3所示。
深孔鉆床主要由授油器、鉆桿箱、進給托板、進給部分、液壓泵站、冷卻系統、馬達裝置、電氣控制系統、手動裝置、鉆桿支架、排屑斗、鉆桿、鉆頭等組成。
機床主要參數:鉆孔最大直徑:80mm;最大深度:3000mm;主軸轉速:61~1000r/min;進給速率:5~1000 mm/min;冷卻系統額定壓力:2.5MPa。
工作臺及裝卡找正工具由工作臺(能前后移動)、V型鐵(固定在工作臺上)、墊板(能升降V型鐵)、找正頂尖等組成。
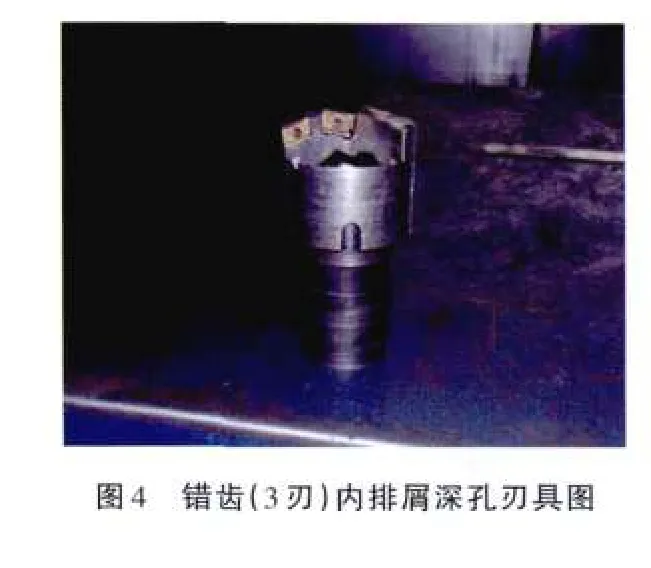
3.3 深孔刃具的選擇(圖4、圖5)
內、外排屑法的深孔刃具,從使用的效果看,兩種刃具使用消耗的費用大致相等,內排屑比外排屑鉆進速率要快3~4倍,外排屑的費用和壽命則優于內排屑。但在加工直徑超過?30mm的長孔時,內排屑法則比較優越。
因此,上述磨輥軸?60mm孔的加工,我公司選用的是錯齒(3刃)內排屑深孔刃具,如圖4所示。對于? 20mm孔的加工,選用的是槍鉆(單刃外排屑深孔刃具),如圖5所示。從使用效果來看,一直表現較好。而對于?30mm孔的加工,選擇內、外排屑法刃具均可。但如果孔深較深時,一般選用內排屑深孔刃具,孔深較淺時,一般選用槍鉆刃具,效果較好。
4 磨輥軸深孔加工實例
4.1 加工工藝路線
(1)準備工作:選擇合適的刃具,調整V型塊間距及高低(粗調整)。上工件,磨輥軸大頭對機床方向,架在兩個V型塊上。軸頭方對著機床一),用導向套加自制頂尖,按軸端面劃線點找正。調整工作臺和V型塊下方升降螺栓,軸尾方以同樣方式找正。
(2)工件裝卡:用夾板、壓緊螺栓將工件緊固在工作臺上。調整深孔鉆鉆頭、鉆桿、機頭、托架、授油器等,夾緊相應夾具,緊固授油器。
(3)工件加工:開動授油器,往前點動,頂在軸端密封墊處。開水泵,選擇合理轉速、進給量,觀察排屑。注意壓力表、電壓表,有過載現象立刻停止加工。工件打通后,卸下鉆頭,退出鉆桿,測量孔距。


(4)換孔加工:松開壓件螺栓,調整工作臺、V型塊,用相同方法繼續加工。
4.2 加工過程控制
4.2.1 刃具的選用、保護和使用前檢查
加工前刃具的選用、鉆頭的狀態檢查及用后的存放保護非常重要。使用深孔刃具前,首先檢查鉆頭BTA30mm導向板、刀片,導流槽、排屑槽是否正常,如有毛刺損傷,需維修后再使用。然后檢查鉆桿的直線度及跳動,直線度<2mm、徑向跳動量<0.1mm時方可使用,以確保加工過程中鉆桿不振動、鉆頭不損壞。使用完后,再次檢查刃具狀態,拆下鉆頭單獨存放,鉆桿垂直懸掛,以防彎曲變形。
4.2.2 深孔加工參數實際應用(表1)
磨輥軸的深孔加工經我公司技術人員不斷摸索,已經掌握了加工孔徑?20mm、?30mm、?40mm、?60mm等深孔的成熟加工工藝。早期加工階段由于經驗不足,找正繁瑣復雜,導向板、刀片在加工完成后難以拆卸,鉆頭損壞,鉆桿彎曲,排屑不暢,耗材嚴重,有時甚至出現孔鉆偏等一系列問題。

表1 ?60mm深孔加工工藝參數比較表
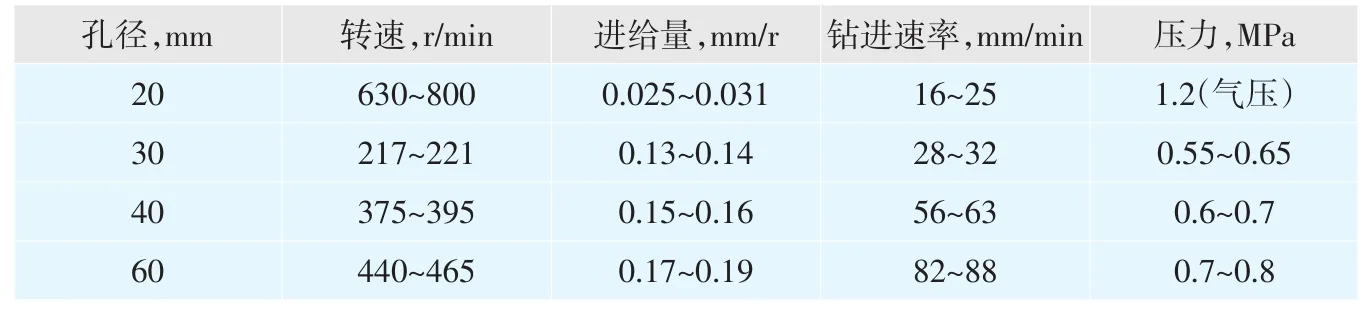
表2 內排屑深孔鉆頭的轉速、進給量、鉆進速率、冷卻液壓力表*
分析產生問題的原因,我們首先對深孔鉆床進行檢修,排除設備故障,再對轉速、進給量、鉆進速率、壓力等進行調整。在加工磨輥軸? 60mm、深2240mm孔時,通過采用低轉速低進給量、低轉速高進給量,高轉速低進給量、高轉速高進給量四個方面進行鉆孔試驗,終于成功摸索出比較理想的深孔加工工藝參數,鉆孔效果良好。具體加工過程的試驗數據如表1所示。通過試驗,在轉速452r/min、鉆進速率83mm/min、冷卻液壓力0.75MPa的情況下,鉆孔達到了完美的狀態,排屑也是理想的“C”型鐵屑,孔的偏移量最大偏差0.50mm。
我們用這種加工參數連續試驗了6根軸,均達到了預期效果。在此基礎上,嘗試了其他尺寸的深孔加工,也得到了滿意的效果。在當前機床性能下,我們公司已能有效保證輥磨磨輥軸深孔加工的偏移量在1mm之內,并提高加工效率2~3倍。由原加工一個?60mm的深孔需要100min,提高到只需要40min,原鉆深孔過程中通常需要更換1次刀片,現一塊刀片可以鉆5個孔,機床運轉正常。
5 磨輥軸深孔加工工藝參數探討
5.1 切屑的形成和控制
在磨輥軸加工深孔時,多刃刃具可以在有限的范圍內控制其所形成的切屑類型。增加刃具的轉速可使切屑變得較細,較細的切屑在冷卻液的壓力下可以向刃具的前方懸出。使切屑減小的最簡單的方法是增大進給量,從而使切屑變厚折斷而不彎曲。
5.2 轉速和進給量
較高的轉速趨向于得出較薄的切屑,這樣的切屑容許增大進給量和鉆進速率。增加進給量時,較厚的切屑斷開成“C”形狀,使切屑得以經過溝槽排出。減少進給量時,較薄的切屑經常卷曲成條狀,排屑不暢,易堵。
加工深孔過程中,為降低加工成本和改進表面光潔度,有時經常采用高的切屑速度,但由于工件材料有磨損刃具的刃口的趨勢,機床功率和主軸能量的限制,刃具的直徑及鉆具本身長度與直徑的比值較大等原因,切屑速度應有所限制[1]。
5.3 冷卻液壓力
冷卻液的作用是:從切削區域和刀槽向刃具的前方沖掉切屑。高壓力使切削液能夠到達切削刃上,起到保持潤滑、控制溫度和幫助斷屑作用。切屑能夠滿意地排出并不是用來判斷壓力恰當與否的唯一標準,即使能夠滿意地排出切屑,而壓力可能仍然并不恰當[1]。通過不斷摸索,我們總結出轉速、進給量、鉆進速率、冷卻液壓力的關系如表2所示。
6 結語
深孔加工是機械加工行業中比較難而復雜的一道工序,本文中列出的一些具體數據是我們公司在加工具體的磨輥軸深孔上獲得的一些試驗結果,一些參數的選擇和應用是在特定的生產條件下取得的,并不能夠將它們作為標準使用,僅為讀者提供有益的參考。
[1][美]霍爾登 J.斯溫哈特編輯,管光晉譯.深孔加工[M].北京:國防工業出版社出版,1974.77,116.■
