自抗擾控制技術在電液力伺服系統中的應用
2013-11-05 06:55:40郭棟
北京航空航天大學學報 2013年1期
郭 棟
(北京航空航天大學 自動化科學與電氣工程學院,北京100191)
付永領
(北京航空航天大學 機械工程及自動化學院,北京100191)
盧 寧
(北京建筑工程學院 機電與汽車工程學院,北京100044)
龍滿林
(北京航空航天大學 自動化科學與電氣工程學院,北京100191)
閃光對焊具有生產效率高、焊接接頭質量高、焊接面積范圍大等優點,已經廣泛應用于大截面焊接中.而無頭軋制應用的核心技術在于實現大截面鋼坯間高效閃光對焊,鋼坯間精準定位和頂鍛力快速準確的伺服控制是該技術實現的關鍵.液壓系統因其在大功率載荷工況下具有很高的動態響應特性而成為大截面閃光對焊力伺服系統的首選方案,如何提高該液壓力伺服系統的動靜態品質是本文的研究重點.
1 系統描述
無頭軋制系統閃光對焊機的虛擬樣機[1]如圖1所示,其工作過程如下:
1)夾持液壓缸動作,分別夾持住待焊鋼坯的2個端頭;
2)通過控制對接液壓缸動作實現鋼坯間距和頂鍛力的控制,分別實現閃光燒化過程和頂鍛過程.
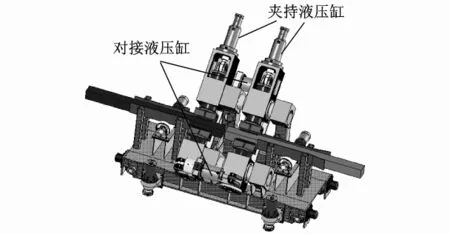
圖1 無頭軋制系統閃光對焊機虛擬樣機
1.1 控制性能指標
預熱閃光對焊頂鍛過程要求在非常短的時間內提供較高的頂鍛速度和很大的頂鍛力.焊接截面為200 mm×200 mm的方形鋼坯時頂鍛速度一般不小于15~40 mm/s,頂鍛時間一般小于1 s,頂鍛力一般要達到 1600 kN[1-6].
為了滿足快速大力值頂鍛以及穩定可靠工作的要求,閃光對焊機采用了雙液壓缸并行帶動一機械夾具進行頂鍛的結構模式.但這種結構模式使頂鍛過程中存在較強的機械耦合,為減小機械耦合的影響,必須確保2個對接液壓缸的輸出力的一致性,即力同步誤差要小于10%;同時位移同步誤差要小于5 mm,在系統位移同步誤差范圍內,由機械執行機構保證位置同步.
1.2 系統特點
對于所研究的力伺服系統,液壓環節中常常存在非線性,如飽和、摩擦力等;系統的負載剛度為時變函數,常規控制器不適合變剛度模型的控制;基于系統簡化的線性模型設計的控制器,因為不能準確反映被控對象參數的時變性,控制的魯棒性差.針對上述問題,基于AMESim構建了閃光對焊力伺服系統的模型,該模型較好地體現了所研究對象的非線性特性以及執行機構的耦合特性;同時設計了自抗擾控制器[7]和力同步誤差反饋校正的PI(Proportional Integral)控制器來完成雙液壓缸的力伺服同步控制.
2 仿真模型
本文采用AMESim軟件進行建模,該軟件是一個系統工程設計的完整平臺,可以在此平臺上建立復雜的多學科領域系統的模型,并進行仿真計算和深入的分析.所有的模型都是經過嚴格的測試和實驗驗證的.采用AMESim軟件建模并進行系統的定性、非精確定量分析是被業界專家認可的,其誤差在工程上是被允許的.
鋼坯閃光對焊頂鍛過程的力伺服系統模型包括負載力模型、機械耦合模型以及液壓系統模型.頂鍛過程負載力的模型為變剛度模型,參照文獻[1,6]給出的曲線進行建模.
2.1 頂鍛機構機械耦合模型
本系統采用雙液壓缸并行驅動的模式實現大頂鍛力輸出,并行2通道結構參數的不對稱性將導致力的紛爭與耦合.AMESim中建立的頂鍛機構機械耦合模型如圖2所示,模型中采用了并聯機構、剛度彈簧及阻尼來模擬系統的耦合特性,參數值根據虛擬樣機在ANSYS中計算獲得.由于鋼坯對接處無法安裝力傳感器,因此在并聯機構與液壓缸連接處安裝力傳感器,分別測量2個液壓缸產生的輸出力.
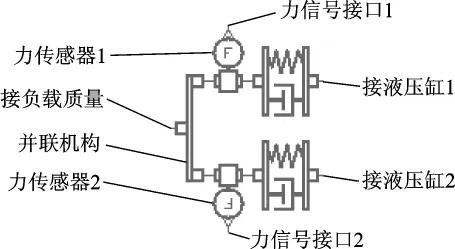
圖2 頂鍛機構機械耦合模型
2.2 力伺服系統模型
在考慮了系統的非線性和時變特性以及系統執行機構間耦合特性等因素下,AMESim中建立的力伺服系統模型如圖3所示.因該模型可最大限度體現系統的實際物理連接關系及特性,從而能夠對實際的工程設計及控制策略研究起到指導意義,進而降低開發成本和縮短開發周期.

圖3 AMESim中力伺服系統模型
3 控制策略
鋼坯閃光對焊頂鍛過程是以輸出力作為控制目標的反饋控制系統.由頂鍛機構結構模式知,頂鍛時2個對接液壓缸同時動作,頂鍛力是輸出力的合力,如果并聯結構存在較大的耦合力,則影響控制精度和機械部件的使用壽命,因此必須考慮并行液壓缸的同步控制問題.
同步控制系統中常采用“并行結構”和“主從結構”的方式消除同步誤差.“并行結構”是指需同步控制的2個子系統分別跟蹤給定信號,分別受控并達到同步驅動.“主從結構”是指需同步控制的2個子系統動態響應特性差異較大,以響應慢的子系統為給定信號,而響應快的子系統跟蹤響應慢的子系統以達到同步驅動.對于閃光對焊頂鍛過程而言,考慮到輸出力由具有機械耦合裝置的對稱機構實現,因此采用“并行機構”的方式進行同步控制.
在鋼坯閃光對焊頂鍛過程中,頂鍛速度和頂鍛力值直接影響對焊的質量,閃光對焊工藝要求待焊鋼坯必須迅速相互擠壓,并達到一定的頂鍛力,因此本系統以響應快速、同步力誤差小和輸出力準確作為衡量指標.無頭軋制閃光對焊頂鍛過程的控制策略如圖4所示.
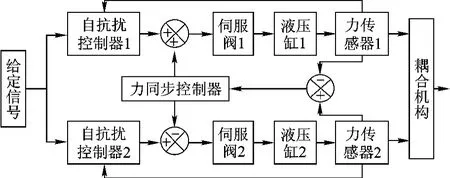
圖4 無頭軋制閃光對焊頂鍛過程的控制策略
圖4中,給定信號以及2個力傳感器反饋的力值信號作為相應自抗擾控制器的輸入,經運算后與力同步控制器的輸出信號合并產生2路伺服閥的控制信號,實現力伺服的閉環控制.并聯同步控制已有多種消除同步誤差的結構可以借鑒,本研究采用PI同步誤差反饋校正的方法減小系統的力同步誤差.
4 自抗擾控制器
鋼坯閃光對焊系統工作在干擾嚴重的工況中,同時被控對象參數變化范圍較大.本研究采用自抗擾控制技術,有效針對上述特點,使控制效果滿足要求.自抗擾控制技術采用現代控制理論中觀測器的思想,不依賴于被控對象具體的數學模型;通過擴張狀態觀測器觀測系統狀態變量的同時,還觀測系統的“綜合擾動”,從而有針對性地進行動態補償;具有強抗擾動能力,使控制系統在穩定性和魯棒性方面都有顯著的提高.目前自抗擾控制技術得到了廣泛地應用[7-9].
設計自抗擾控制器時不需要依賴被控對象具體的數學模型,僅需知道系統的“相對階數”[7].根據本系統的特點及經驗知,伺服閥的傳遞函數可簡化為比例環節,同時在不考慮負載干擾的情況下,閥控液壓缸的力伺服傳遞函數G(s)[10]為
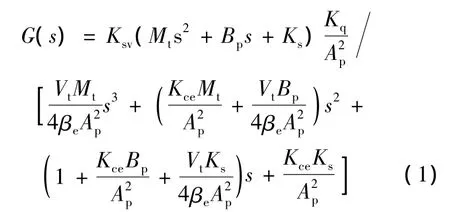
式中,Ksv為伺服閥增益;Mt為負載質量;Bp為負載阻尼系數;Ks為負載彈簧剛度;Kq為流量增益;Ap為液壓缸活塞面積;Vt為總容積;βe為液體等效容積彈性模數;Kce為總壓力流量系數.
自抗擾控制器由安排過渡過程、擴張狀態觀測器和反饋控制律3部分組成.由式(1)知,所研究的力伺服系統簡化為三階系統,因此自抗擾控制器的結構如圖5所示.
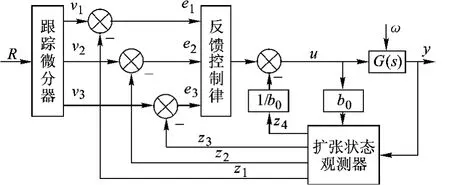
圖5 自抗擾控制器結構圖
自抗擾控制器將執行機構耦合產生的影響以擾動的形式進行觀測并在控制信號中補償,很好地解決了耦合干擾的問題.自抗擾控制器的參數完全按照系統參數為“黑箱”的方式進行整定,仿真結果及調試經驗易于移植到實際系統中.
4.1 安排過渡過程
安排過渡過程采用跟蹤微分器的形式,解決了系統的響應速度與超調性之間的矛盾,避免系統產生過大的超調,離散算法為
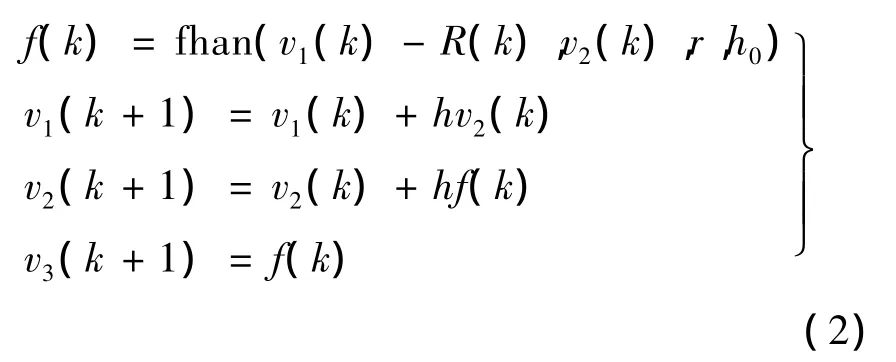
式中,fhan(v1(k)-R(k),v2(k),r,h0)為快速最優控制函數[7];r為速度因子,決定跟蹤給定信號的快慢程度,r增大則過渡過程加快;h為積分步長;h0為濾波因子.
4.2 擴張狀態觀測器
擴張狀態觀測器的離散算法[7]為

式中,fal(e,a,δ0)為非線性函數[7];β01,β02,β03,β04,δ0,b0,h 為待整定的參數.
4.3 反饋控制律
反饋控制律產生力伺服系統所需的控制信號u,對擾動進行實時補償,實現動態系統的反饋線性化,將力伺服系統由非線性系統轉化為“積分器串聯型”系統[7].反饋控制律的離散算法為[7]
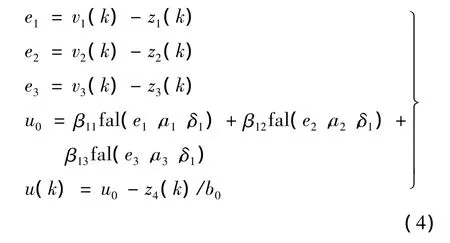
式中,β11,β12,β13,a1,a2,a3,δ1,b0為待整定的參數.
5 仿真分析
5.1 參數整定
通過大量的仿真研究,并據調試經驗,得出了系統最佳的控制效果,確定了控制器的參數.控制器參數確定的依據及經驗如下.h與采樣時間相關,根據經驗知本系統采用1 ms的采樣及處理周期可滿足控制要求,因此取h=0.001;跟蹤微分器的輸入是控制器產生的理想信號,因此取h0=0.001;r根據需要產生的跟蹤信號進行調整.擴張狀態觀測器參數 β01,β02,β03,β04按文獻[7]提到的“繼承性”作比例調整,調整依據為觀測后的信號盡可能復現反饋信號;δ0,b0協同反饋控制率的參數進行整定.反饋控制率參數中β11是影響輸出的主要參數,先調整β11然后綜合整定所有的參數.最終確定系統的仿真參數如下:
跟蹤微分器:r=0.1,h=0.001,h0=0.001.
擴張狀態觀測器:β01=700,β02=2 100,β03=7000,β04=12600,δ0=0.008,b0=1,h=0.001.
反饋控制率:β11=2,β12=0.001,β13=0.0001,a1=0.125,a2=0.75,a3=2.5,δ1=0.0025,b0=1.
PI參數:比例系數kp=5,積分系數ki=0.1.
5.2 仿真結果及分析
系統給定信號為R=800 kN,在t=2 s時加入200 kN的干擾力,持續0.5 s.系統的階躍響應及誤差曲線如圖6所示.由圖6可知,系統在1 s內無超調響應給定信號,Ef在響應給定信號過程中最大誤差為3 kN,在200 kN干擾力作用時最大誤差不超過10 kN,穩態時系統響應的誤差范圍為0.6 kN,同時Es小于2 mm,各項指標均滿足系統的控制要求.從添加干擾后的系統響應特性知,自抗擾控制器具有較強的抗干擾能力、優越的適應性和魯棒性.由圖6還可知,Ep在階躍響應上升過程及200 kN干擾的情況下誤差均小于0.6 MPa,穩態狀況下誤差小于0.1 MPa,較文獻[1,6]中同步預測控制的2.5 MPa的最大同步誤差方面有了較大的改善.
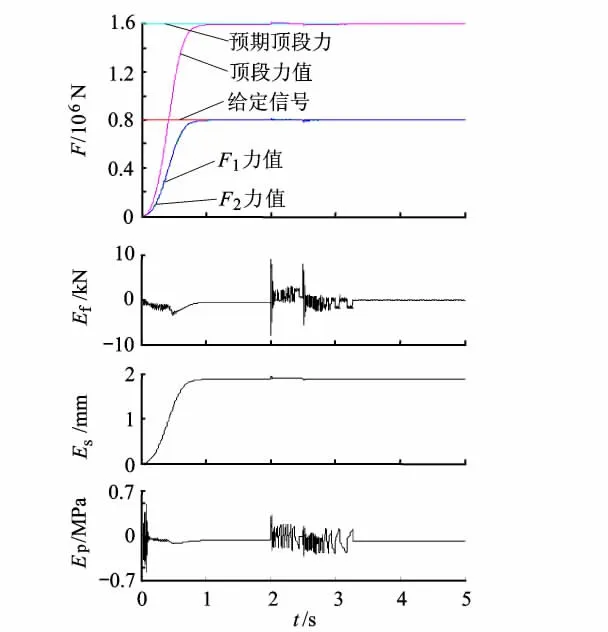
圖6 力伺服系統的階躍響應及誤差曲線
結合系統機械結構,由分析可知,系統存在位置同步誤差是由于并聯機構兩側的剛度不一致導致的,因此在研制對接裝置時應保持剛度一致;另外2路液壓缸存在同步誤差的原因在于2路液壓缸的參數不可能完全一致,如2個液壓缸活塞面積、摩擦力等.
6 結論
1)通過AMESim平臺建立閃光對焊頂鍛的仿真模型,可最大限度包含系統的非線性和時變特性以及系統執行機構間的耦合特性;
2)自抗擾控制技術安排了過渡過程,不僅加快了系統力加載的響應速度,而且確保了系統響應無超調,從而減小了對系統的沖擊.而擴張狀態觀測器的采用有效地補償了外部的干擾和參數不確定性引起的誤差,增強了系統的魯棒性及抗干擾能力,確保了系統的力伺服精度;
3)PI同步反饋校正控制策略的應用,確保在精準力伺服的前提條件下,達到了同步誤差小于3%,從而在一定程度上協調了雙液壓缸加載的力伺服和同步性的矛盾;
4)通過響應曲線的分析,找出了影響系統控制性能的原因,能夠有效地指導工程設計.
本文的方法對閃光對焊機的研制及雙液壓缸電液力伺服控制都是一種有益的嘗試.
References)
[1]盧寧.鋼坯閃光焊接液壓系統關鍵技術研究[D].北京:北京航空航天大學自動化科學與電氣工程學院,2006 Lu Ning.Research of crucial technology of hydraulic system in steel billet flash butt welding[D].Beijing:School of Automation Science and Electrical Engineering,Beijing University of Aeronautics and Astronautics,2006(in Chinese)
[2]中國機械工程學會焊接學會,電阻焊(Ⅲ)專業委員會.電阻焊理論與實踐[M].北京:機械工業出版社,1994:70-89 Institute of Welding of Chinese Mechanical Engineering Society,Professional Committee(Ⅲ)of Resistance Welding.Resistance welding theory and practice[M].Beijing:China Machine Press,1994:70-89(in Chinese)
[3] Lestani M,Savador G.Technology and benefits of the endless welding rolling process for the production of hot-rolled long products[J].Stahl and Eisen,2002,122(3):67-73
[4] Terry H A.EBROS-endless bar rolling system[J].AISE Steel Technology,2003,80(2):41-46
[5]吳迪,趙憲明,宋玉明.閃光對焊無頭軋制頂鍛壓力對20MnSi鋼組織性能的影響[J].鋼鐵,2002,37(6):20-24 Wu Di,Zhao Xianming,Song Yuming.Influence of upsetting force during flash welding on the structure and mechanical properties of 20MnSi steel for endless rolling [J].Iron and Steel,2002,37(6):20-24(in Chinese)
[6]盧寧,付永領,孫新學.一種消除鋼坯閃光焊同步誤差的控制方法[J].北京航空航天大學學報,2007,33(8):936-939 Lu Ning,Fu Yongling,Sun Xinxue.Method of eliminating synchronism control error in flash butt welding of bill[J].Journal of BeijingUniversityofAeronauticsand Astronautics,2007,33(8):936-939(in Chinese)
[7]韓京清.自抗擾控制技術——估計補償不確定因素的控制技術[M].北京:國防工業出版社,2008 Han Jingqing.Active disturbance rejection control technology:the technology for estimating and compensating the uncertainties[M].Beijing:National Defense Industry Press,2008(in Chinese)
[8] Wu Dan,Zhao Tong,Chen Ken,et al.Application of active disturbance rejection control to variable spindle speed noncircular turning process[J].International Journal of Machine Tools and Manufacture,2009,49(4):419-423
[9] Zheng Qing,Dong Lili,Lee Daehui,et al.Active disturbance rejection control for MEMS gyroscopes[J].IEEE Transactions on Control Systems Technology,2009,17(6):1432-1438
[10]關景泰.機電液控制技術[M].上海:同濟大學出版社,2003:182-186 Guan Jingtai.Electrical and mechanical hydraulic control technology[M].Shanghai:Tongji University Press,2003:182-186(in Chinese)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19