長條形箱體結(jié)構(gòu)變形問題分析與研究
2013-11-06 03:17:44武紅斌吳香清
機電工程技術(shù) 2013年11期
武紅斌,吳香清
(中聯(lián)重科股份有限公司,湖南長沙 410205)
長條形箱型結(jié)構(gòu)變形一直是結(jié)構(gòu)件生產(chǎn)中的難點,其返工率較高,不僅給生產(chǎn)帶來了極大的困擾和額外的工作量,而且嚴(yán)重影響了產(chǎn)品的使用性能,比如容易造成箱體構(gòu)件上軸套孔單邊嚴(yán)重,受力不均,影響零件互換性,降低母材強度,造成后續(xù)焊縫開裂等[1-2]。
為減少生產(chǎn)中返工率高帶來的各種非增值勞動,提高生產(chǎn)效率,有必要對該種結(jié)構(gòu)的生產(chǎn)質(zhì)量進行控制、改善。本文通過對長條形箱體結(jié)構(gòu)變形的原因進行了分析,并提出相應(yīng)的預(yù)防措施和解決方案。
1 變形問題分析
1.1 箱體長度誤差超出工藝允許范圍
1.1.1 立板拼焊誤差
一方面,板材下料尺寸與下料圖尺寸不一致,需在結(jié)構(gòu)件制作時修割立板,而修割時采用的是火焰切割,對接處的坡口鈍邊會被切割掉,而切割后的斜邊與實際斜邊不平行,導(dǎo)致鉚焊時難以控制板與板之間的間隙。
另一方面,鉚焊時立板總長控制一定,但板與板之間間隙(1~3 mm)的差異,導(dǎo)致焊接后收縮量不同而產(chǎn)生長度變化。
1.1.2 組箱拼焊的工序問題
結(jié)構(gòu)類型相同的箱體,當(dāng)工序一定時,彎曲變形規(guī)律是相同的。對于常規(guī)箱體,正常焊接順序(先自動焊,后首尾焊)時,箱體變形趨勢往如圖1中1所示方向,可導(dǎo)致總長變短。當(dāng)生產(chǎn)任務(wù)較大時,部分箱體是按非正常工序,即先首尾焊,后自動焊。當(dāng)首尾焊接完畢后,箱體中間部分4條主焊縫焊接時不能自由收縮,不僅變形量不一樣,而且變形方向也沒有規(guī)律:可能是按圖1中1所示方向變形,也可能按圖1中2所示方向變形(此變化會使箱體總長變長)
圖1 長條形箱體結(jié)構(gòu)焊接變形示意圖
1.2 箱體中線、立板垂直度超出工藝允許范圍
1.2.1 左右立板不對稱易引起箱體扭曲
箱體立板長寬比較大,下料時立板的旁彎量較大(其中有的旁彎量超過5 mm的概率高達10%以上)。理論上左右立板是對稱的,但若左立板是往上面板方向旁彎,而右立板是往下面板方向旁彎(反之亦然),如果不經(jīng)過修磨或其他處理就組箱,將會造成箱體在Z軸方向(箱體高度方向)的扭曲變形,因為組箱是以下面板為定位基準(zhǔn)。
1.2.2 下面板旁彎+箱體結(jié)構(gòu)設(shè)計緊湊引起的彎曲
(1)根部面板下料時中心線偏移,如圖2所示。完全對稱的零件,下料后,會出現(xiàn) A1≠A2,B1≠B2 且 C1≠C2的情況。
(2)根部面板(如圖3所示)折彎時,模具與零件理論折彎線不完全重合,且折彎后有一定的回彈,結(jié)果導(dǎo)致折彎后的零件彎曲部分存一定扭曲。
圖2 根部面板尺寸示意
(3)部分面板較長(如部分面板長度超過了10米),下料時存在較大的旁彎。
圖3 根部面板折彎示意圖
(4)組箱體時,由于工人技能水平各異,面板局部存在扭曲、旁彎,加之箱體結(jié)構(gòu)設(shè)計較為緊湊:大部分產(chǎn)品的立板外側(cè)到面板邊緣的距離僅為10 mm,而對應(yīng)的角焊焊腳≥7 mm,當(dāng)面板不旁彎(即箱體中線不偏移)時,左、右立板理論對稱中心與下面板焊件實際對稱中心重合,如圖4(a)所示;當(dāng)面板旁彎時,為了保證箱體不彎曲變形,必須保證組箱時左、右立板以箱體中線兩側(cè)分中,當(dāng)下面板局部范圍內(nèi)旁彎量超過5 mm時,就會出現(xiàn)圖4(b)所示的情況:由于一側(cè)焊角不夠(≤5 mm),已不能保證焊接強度要求。
1.2.3 端部上、下面板相對箱體中線往相反方向偏移
組箱后,端部上、下面板出現(xiàn)錯位,上面板往箱體中線一側(cè)偏移,而下面板往箱體中線另一側(cè)偏移,當(dāng)兩者偏移之和較大時,最終只能打磨面板邊緣,嚴(yán)重時,需刨除端部立板與面板的焊縫,重新進行焊接,嚴(yán)重影響板材質(zhì)量。
1.2.4 機加工與結(jié)構(gòu)件制作的基準(zhǔn)不一致
由于箱體立板內(nèi)側(cè)與下面板間是間斷焊,組箱時為了保證左、右立板與下面板的垂直度,只能以下面板為基準(zhǔn),但將誤差累積在上面板上,而機加工以上面板為基準(zhǔn),最終將導(dǎo)致校正上面板后,不能保證立板的垂直度。
圖4 立板與蓋板的裝配示意圖
2 預(yù)防措施及效果分析
2.1 模型分析及建立
表1為影響箱體返工的因素及對應(yīng)的分析。
為了分析表1中的影響因素對箱體返工率的影響,可引用來進行分析。
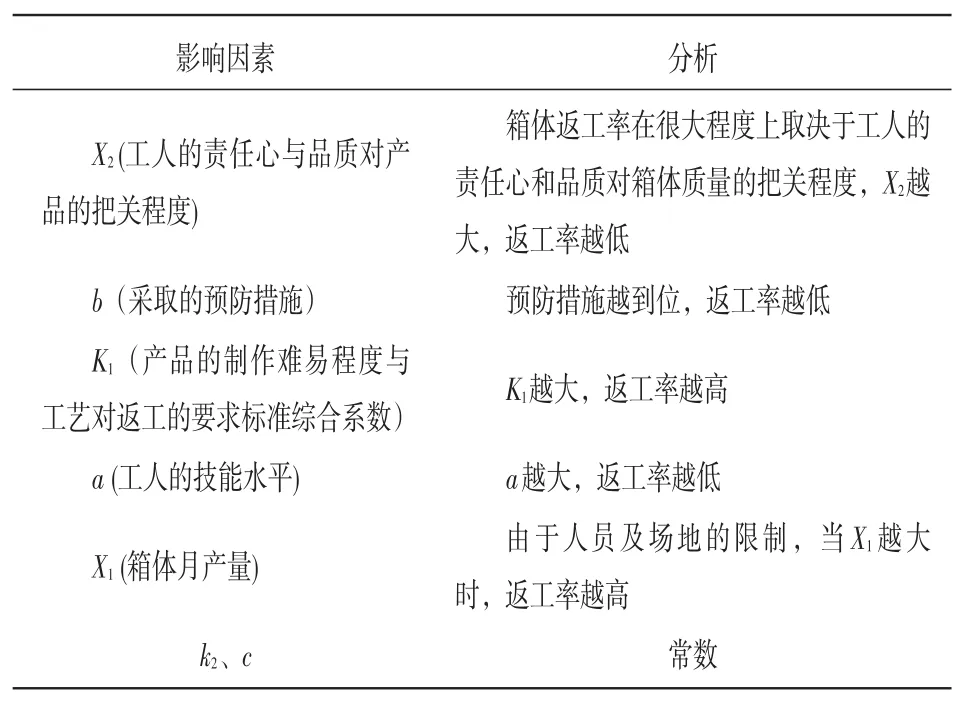
表1 長條形箱體結(jié)構(gòu)變形影響因素分析
由于k2、c為常數(shù),而K1(箱體質(zhì)量及標(biāo)準(zhǔn)要求)、a(工人熟練程度及操作水平)及X1(箱體產(chǎn)量)是比較客觀的因素;因此,為了提高箱體質(zhì)量,最有效的方式就是從b(提前采取的預(yù)防措施)和X2(工人的責(zé)任心、品質(zhì)對箱體質(zhì)量的要求和把關(guān)程度)兩方面來進行改善。
2.2 預(yù)防措施
針對上述問題,表2列出了相應(yīng)問題的預(yù)防措施。
2.3 效果分析
圖5分別為不同時間段對應(yīng)的返工率及月產(chǎn)量。
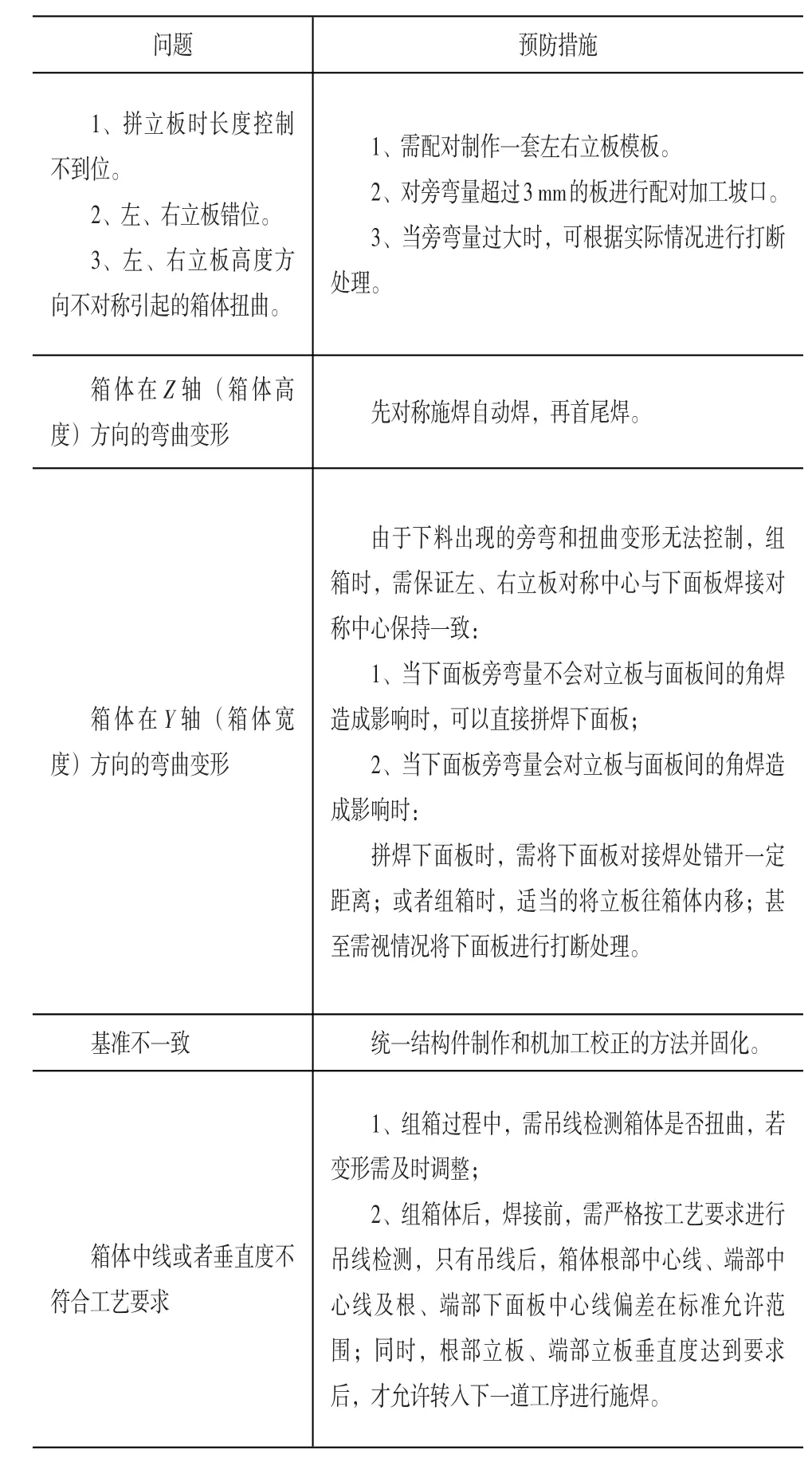
表2 長條形箱體結(jié)構(gòu)變形問題預(yù)防措施
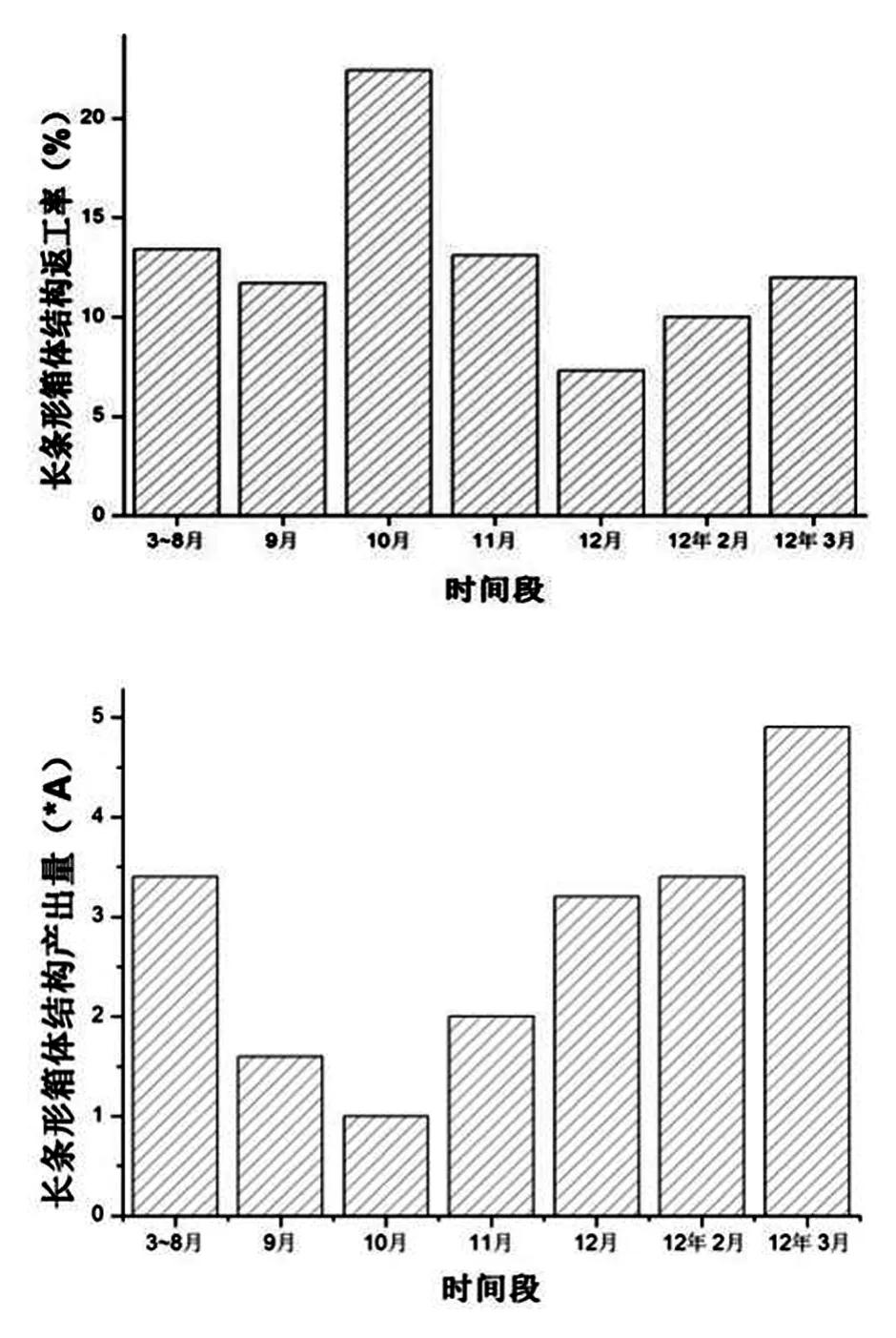
圖5 不同時間段對應(yīng)的返工率及箱體產(chǎn)量
通過抽檢2011年月份的生產(chǎn)數(shù)據(jù),從圖5中可以看出兩個重要的拐點,一個出現(xiàn)在11年10月份,一個出現(xiàn)在12年2月份。
(1)從2011年10月開始,隨著箱體的質(zhì)量提升項目的開展,返工率迅速增大,但提出了相應(yīng)預(yù)防措施,同時將結(jié)構(gòu)吊線過程控制納入日常質(zhì)檢、抽檢作業(yè)范疇;隨著時間的推移,工人技術(shù)水平逐步得到了提高,質(zhì)量也得到改善,當(dāng)產(chǎn)量在一定范圍內(nèi)增大時,返工率并沒有增加,反而有所下降,說明改善效果較明顯。
(2)2012年2月開始,在生產(chǎn)場地和工人數(shù)量一定的前提下,生產(chǎn)量提高了50%以上,在巨大的生產(chǎn)壓力下,工人不再進行吊線和其他檢測,品質(zhì)檢測力度也相應(yīng)的下降,這使得返工率又有所上升,但較2011年10月之前還是有所改善的。
(3)為了降低返工率,必須在生產(chǎn)場地、人員配置等與產(chǎn)量相匹配,同時,必須加大質(zhì)檢力度。
3 結(jié)論及展望
3.1 結(jié)論
(1)通過一系列預(yù)防的提出,箱體質(zhì)量得到了較好的控制,到2011年12月止,箱體的返工率已從23%降低到了8%以下;
(2)要真正能控制好產(chǎn)品質(zhì)量,降低返工率,必須保證生產(chǎn)場地、人員配置及品質(zhì)檢測力度與生產(chǎn)量相匹配。
3.2 展望
(1)車間實行責(zé)任制;
(2)品質(zhì)加大檢測力度;
(3)工藝應(yīng)運用好PFMEA(過程失效模式影響與分析)工具,在產(chǎn)品試制之前進行失效分析,并提出相應(yīng)的預(yù)防措施,同時在焊接和裝配過程中盡量采用工裝,減少人為因素的影響;
(4)設(shè)計進行結(jié)構(gòu)優(yōu)化。
[1]付榮柏.焊接變形的控制與矯正[M].北京:機械工業(yè)出版社,2006.
[2]陳祝年.焊接工程師手冊[M].北京:機械工業(yè)出版社,2002.
猜你喜歡
今日農(nóng)業(yè)(2022年4期)2022-11-16 19:42:02
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
河北果樹(2020年2期)2020-01-09 11:15:07
建材發(fā)展導(dǎo)向(2019年5期)2019-09-09 09:21:46
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
