小直徑雙線內梯形螺紋的加工方法
2013-11-06 03:17:46寧豐美
機電工程技術 2013年11期
關鍵詞:方法
寧豐美
(廣東省國防科技高級技工學校,廣東廣州 510515)
在普通車床上加工小直徑多線內螺紋,由于受孔徑限制,車刀刀桿不可能太粗,而受牙形限制,刀頭部分也較小,所以車削、測量及排屑較困難。而多線內梯形螺紋由于螺紋升角大,將增加加工難度。針對這特點,筆者在刀具及車削方法上采取了以下的措施保證了車削的順利完成。下面以車削Tr18×8(P4)的雙線內梯形螺紋為例,介紹采用軸向分線法(利用小滑板刻度)完成車削的加工方法。
1 刀具的選擇及刃磨
刀具材料選擇整體式高速鋼,刀條規格為12 mm×12 mm×150 mm。
車刀刃磨形狀及幾何角度如圖1所示。
車刀刃磨時的注意事項[1]:
(1)刃磨兩側后角時,要根據螺紋的旋向加、減螺紋升角;
(2)刀尖角要用樣板檢查修正,且角平分線應和刀柄垂直;
(3)根據計算公式,Tr18×8(P4)雙線內梯形螺紋的牙槽底寬為1.4 mm,將刀尖橫刃寬度磨成1 mm,以便車削時計算車刀的移動量;
(4)在刃磨過程中,應隨時將車刀放入水中冷卻,以防退火使車刀硬度下降。
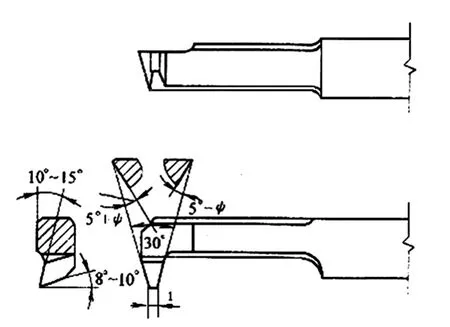
圖1 內梯形螺紋車刀
2 車削方法
為了提高生產效率,采用了先車好一條螺旋槽再車另一條螺旋槽的方法,所以先做好一件標準單線螺紋塞規(即將雙線梯形外螺紋的一個牙車去),用以車削第一條螺旋槽時作檢驗。
(1)粗車方法
按尺寸精度要求先把底孔φ14車好,之后用如圖1所示的梯形螺紋車刀完成兩條螺旋槽的車削。粗車進刀過程分析如下:設在所車削的牙槽底作A、B兩條與軸線垂直的直線,只要螺紋車刀兩刀尖O、O′以槽底寬A-B間為基準,利用小滑板在槽底寬A-B間左右借刀,以中滑板控制牙深進行車削即可完成粗車,如圖2所示。由于刀頭細小,2.25 mm牙深和1.4 mm槽底寬采用直進法與左右借刀法分4層進行車削為宜。

圖2 粗車余量示意圖
第一層:小滑板向前移動刻度盤至“0”位,利用中滑板直進車削幾刀至0.5 mm深后,深度不變,車刀刀尖O′沿小滑板向右分幾刀車削至槽底寬B點延長線對應處,因刀頭尖寬為1 mm,故加寬為0.4 mm,此時注意消除小滑板間隙后才算進刀刻度。如圖3所示。
第二層:小滑板刻度不變,中滑板直進分幾刀車至總深1 mm(中徑處),隨后車刀深度不變,用小滑板向前趕刀使刀尖0點至A點延長線對應處(即槽加寬至1.4 mm),此時已車削部分如圖4所示。
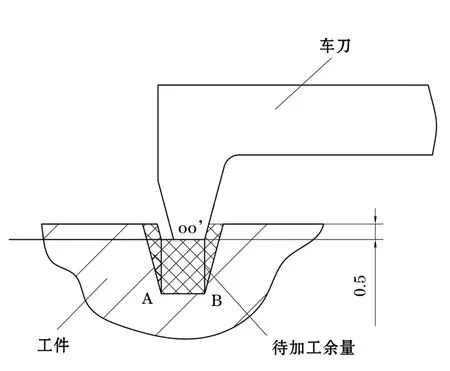
圖3 第一層粗車

圖4 第二層粗車
為了減少車刀繼續加深車削時的壓力,可把槽底加寬至P/2=4/2=2 mm(中徑處槽寬等于齒厚),使兩刀尖O、O′車至C、D兩點處,即牙槽上部已粗車完畢,如圖5所示。

圖5 車寬的牙槽
第三、四層:以后移動小滑板使刀尖O、O′繼續如開始時在A-B線間分兩層車削至牙槽2.25 mm深,即完成粗車。
(2)精車方法
為了保持車刀鋒利,用油石將刀頭各刀面研磨鋒利,分別微量進刀精車兩牙側,直至用單線螺紋塞規旋配合適為止,此時要記住牙兩側的精車余量(也就是粗車后牙兩側分別小滑板移動了幾格)。
隨后將車刀沿滑板向前移動一螺距4 mm,用粗車第一條螺旋槽的方法粗車第二條螺旋槽,以精車第一條螺旋槽相同的中小滑板余量精車第二條螺旋槽牙兩側。
3 總結
的分線精度和各線中徑相等。由于車刀刀頭處在車刀厚度的二分之一處,最大限度地增加了車刀刀桿的橫截面積,加強了車刀剛性,防止車刀振動,使螺紋表面粗糙度值能夠達到Ra1.6。
[1]勞動部教材辦公室.車工生產實習:96新版[M].北京:中國勞動出版社,1997.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
